V ..
Изобретение относится к сварке металлических конструкций, преимущественно балок различного профиля и типоразмеров.
Известна установка для сварки двутавровых балок, содержащая направляющую для сварочной головки и установленный на основании барабан с зажимами для. изделия l.
Недостатком известной установки является низкая производительность обусловленная возможностью сварки лишь одной балки.
Наиболее близкой по технической сущности и достигаемому результату к Предлагаемой является установка для сварки двутавровых балок, содержащая кантователь, выполненньй в виде смонтированного на стойках основания с возможностью фиксирот ванного поворота четырехпозиционного барабана с зажимами для издели на.каждой из позиций, а также закрепленные на основании две направляющие для сварочных головок, установленные вдоль соответствующего каждой из направляющих фиксированноrsp положенияодной из позиций барабана 2,
Однако для последовательной сварки всех швов балок, их в процессе кантования необходимо переустанавливать с одной позиции на другую, что снижает производительность установки.
Цель изобретения - повышение производительности путем обеспечения сварки всех швов двутавровых балок без их пё реустановки.
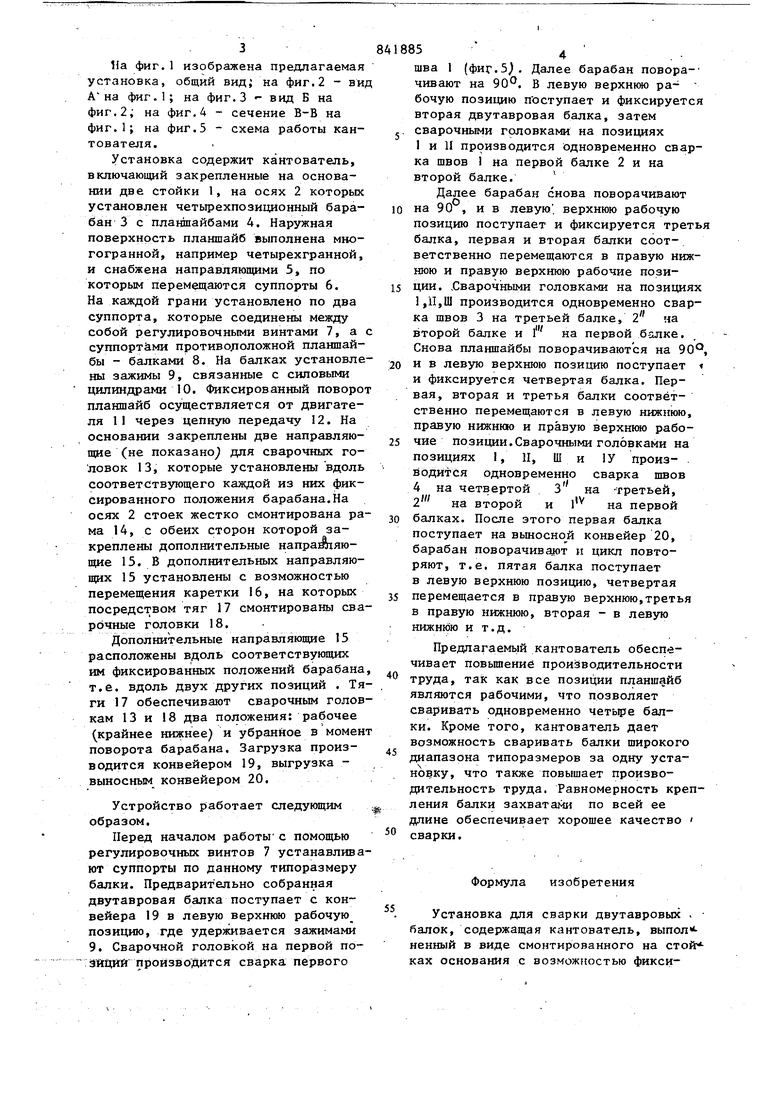
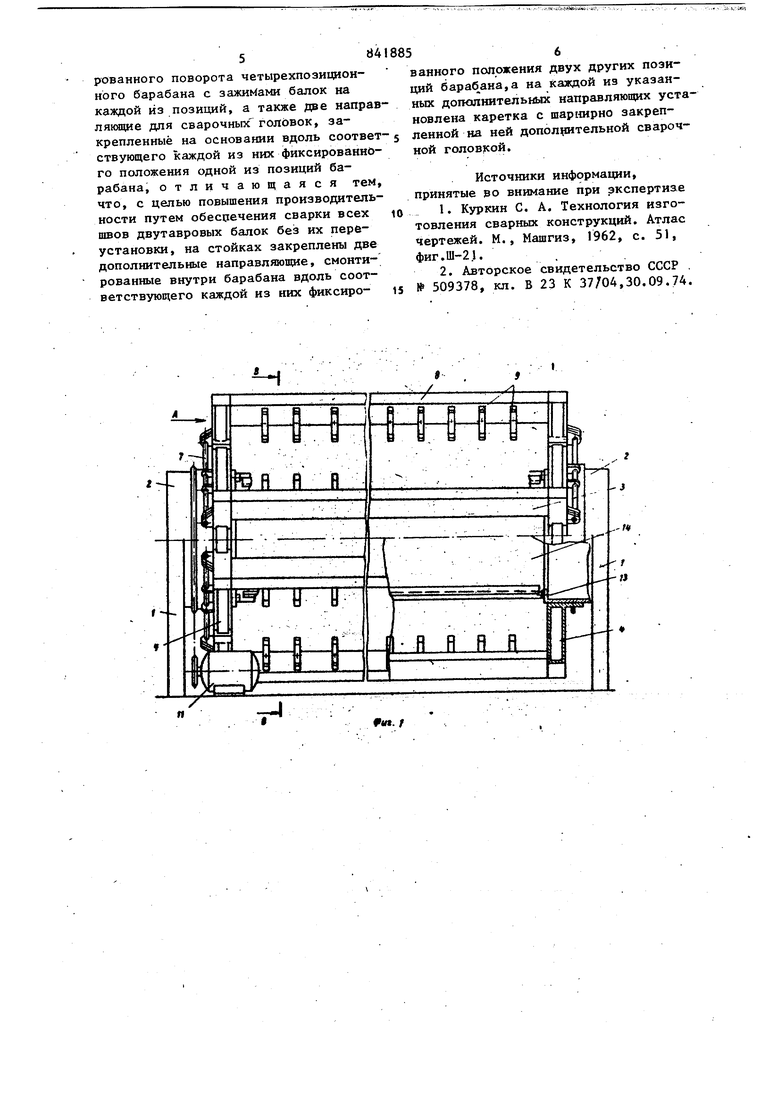
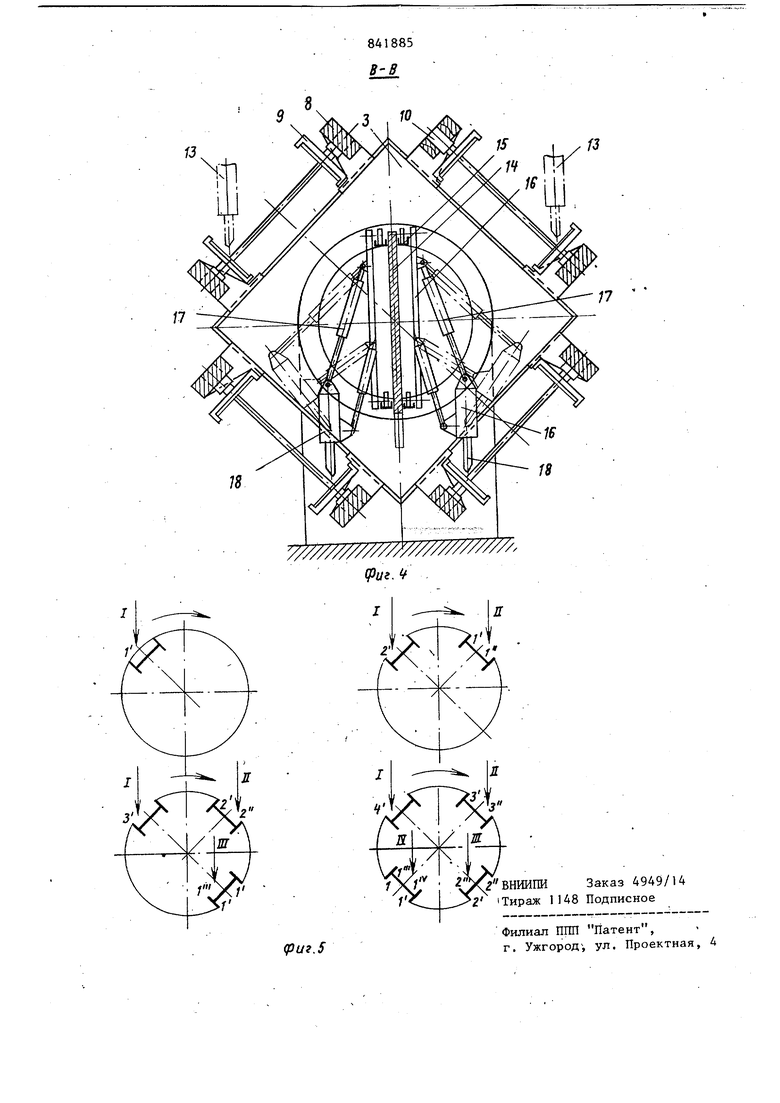
Поставленная цель достигается тем, что на стойках закреплены две дополнительные направляющие,смонтированные внутри барабана вдоль соответствующего им фиксированного положения двух других позиций барабана, а каждая направляющая снабжена кареткой с шарнирно закрепленной на ней сварочной головкой. На фиг.1 изображена предлагаемая установка, общий вид; на фиг.2 - ви Ана фиг.1; на фиг.З вид Б на фиг.2; на фиг.4 - сечение В-В на фиг.1; на фиг.З - схема работы кантователя. Установка содержит кантователь, включающий закрепленные на основании две стойки 1, на осях 2 которых установлен четьфехпозиционный барабан 3 с планшайбами А. Наружная поверхность планшайб выполнена многогранной, например четырехгранной, и снабжена направляющими 5, по которым перемещаются суппорты 6. На каждой грани установлено по два суппорта, которые соединены между собой регулировочными винтами 7, а суппорт&ми противололожной планшайбы - балками 8. На балках установле ны зажимы 9, связанные с силовыми цилиндрами 10. Фиксированный поворо планшайб осуществляется от двигателя II через цепную передачу 12. На основании закреплены две направляюnpie (не показано для сварочных головок 13, которые установл1ены вдоль соответствующего каждой из них фиксированного положения барабана.На осях 2 стоек жестко смонтирована ра ма 14, с обеих сторон которой закреплены дополнительные напраштяющие 15. В дополнительных направляющих 15 установлены с возможностью перемещения каретки 16, на которых посредством тяг 17 смонтированы сва рочные головки 18. Дополнительные направляющие 15 расположены вдоль соответствующих им фиксированных положений барабана т.е. вдоль двух других позиций . Тя ги 17 обеспечивают сварочным голов кам 13 и 18 два положения: рабочее (крайнее нижнее) и убранное в момен поворота барабана. Загрузка производится конвейером 19, выгрузка выносным конвейером 20. Устройство р1аботает следующим образом. Перед началом работыс помощью регулировочных винтов 7 устанавлива ют суппорты по данному типоразмеру балки. Предварительно собранная двутавровая балка поступает с конвейера 19 в левую верхнюю рабочую позицию, где удерживается зажимами 9. Сварочной головкой на первой поЭйЦйй производится сварка первого 54 шва 1 (фиг.5). Далее барабан поворачивают на 90. В левую верхнюю ра- бочую позицию поступает и фиксируется вторая двутавровая балка, затем сварочными головками на позициях 1 и И производится одновременно сварка щвов 1 на первой балке 2 и на второй балке. Далее барабан снова поворачивают на 90 , ив левую , верхнюю рабочую позицию поступает и фиксируется третья балка, первая и вторая балки соответственно перемещаются в правую нижнюю и правую верхнюю рабочие позиции. ,Сварочнь1ми головками на позициях 1,П,Ш производится одновременно сварка швов 3 на третьей балке, 2 на второй балке и l на первой балке. Снова планшайбы поворачиваются на 90°, и в левую верхнюю позицию поступает и фиксируется четвертая балка. Первая, вторая и третья балки соответственно перемещаются в левую нижнюю, правую нижнюю и правую верхнюю рабочие позиции.Сварочными головками на позициях I, П, Ш и 1У производится одновременно сварка швов 4 на четвертой З на -третьей, 2 на второй и l на первой балках. После этого первая балка поступает на вьшосной конвейер 20, барабан поворачивают и цикл повторяют, т.е. пятая балка поступает в левую верхнюю позицию, четвертая перемещается в правую верхнюю,третья в правую нижнюю, вторая - в левую нижнюю и т.д. Предлагаемый кантователь обеспечивает повышение прои:зводительности труда, так как все позиции планшайб являются рабочими, что позволяет сваривать одновременно четыре балки. Кроме того, кантователь дает возможность сваривать балки широкого диапазона типоразмеров за одну установку, что также повышает производительность труда. Равномерность крепления балки захватами по всей ее длине обеспечивает хорошее качество сварки. Формула изобретения Установка для сварки двутавровых . балок, содержащая кантователь, выпол ненный в виде смонтированного на стой ках основания с возможностью фиксированного поворота четырехпозиционного барабана с зажимами балок на каждой из позиций, а также две напревлякяцие для сварочньпГ головок, закрепленные на основании вдоль соответствующего каждой из них фиксированного положения одной из позиций барабана, отличающаяся тем, что, с целью повышения производительности путем обеспечения сварки всех швов двутавровых балок без их переустановки, на стойках закреплены две дополнительные направляющие, смонтированные внутри барабана вдоль соответствующего каждой из них фиксированного положения двух других позиций бараб.ана,а на каждой из указанных дополнительных направляющих установлена каретка с шарнирно закрепленной на ней допол штельной сварочной голов сой.
Источники информации, принятые во внимание при экспертизе I. Куркин С. А. Технология изготовления сварных конструкций. Атлас чертежей. М., Машгиз, 1962, с. 51, фиг.Ш-2.1. . .
2. Авторское свидетельство СССР 509378, кл. В 23 К 37/04,30,09.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сборки и сварки двутавровых балок | 1979 |
|
SU863276A2 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 1969 |
|
SU237305A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
841885
fi/fj
ft
ut. t
