Известен кольцевой кантователь для сборки и сварки объемных конструкций типа остовов дизелей, содержащий роликоопоры, съемную балку и два приводных цевочных колеса, связанных между собой двухтавровыми балками с настилом. Съемная балка и настил оснащены фиксаторами для установки вертикальных стенок остова дизеля.
Предложенный кантователь отличается от известного тем, что он снабжен двумя каретками, перемещающимися по двутавровым балкам вдоль оси остова от его середины к краям и несущими по два суппорта, оснащенных разжимной и обжимной рычажными системами для ориентации вертикальных стенок и системой для ориентации горизонтальных полок. Оси движения суппортов перпендикулярны осям движения кареток. Такое выполнение кантователя повышает качество и увеличивает производительность за счет многоместной сборки и сварки остова дизеля без прихваток его элементов.
С целью надежной установки вертикальных Стенок фиксаторы, расположенные на настиле и съемной балке, выполнены в виде клиновых запоров с углом при вершине, близким к углу самозаклинивания. Запоры работают от гидросистемы.
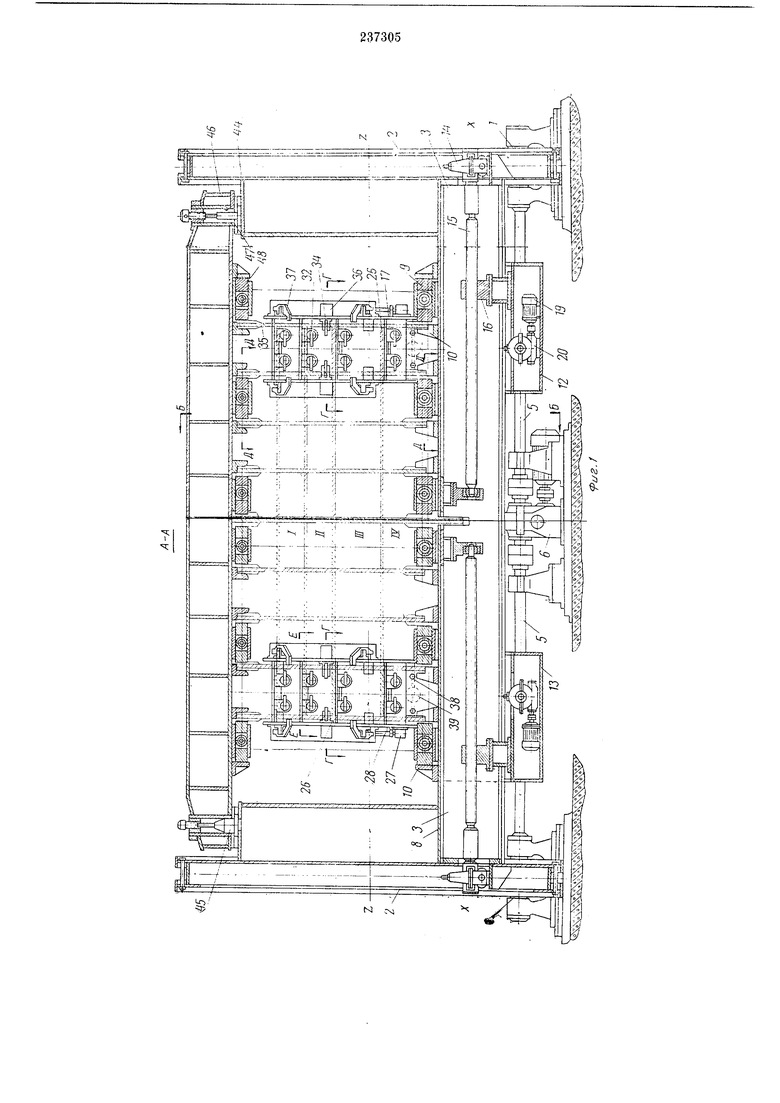
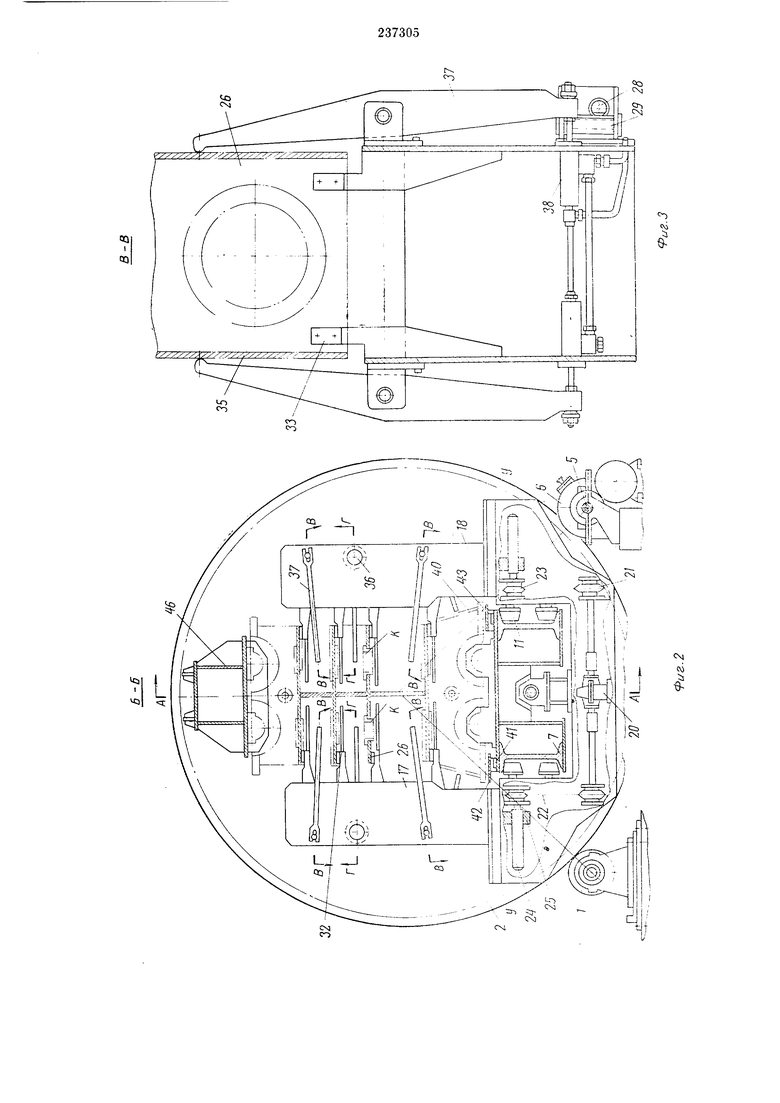
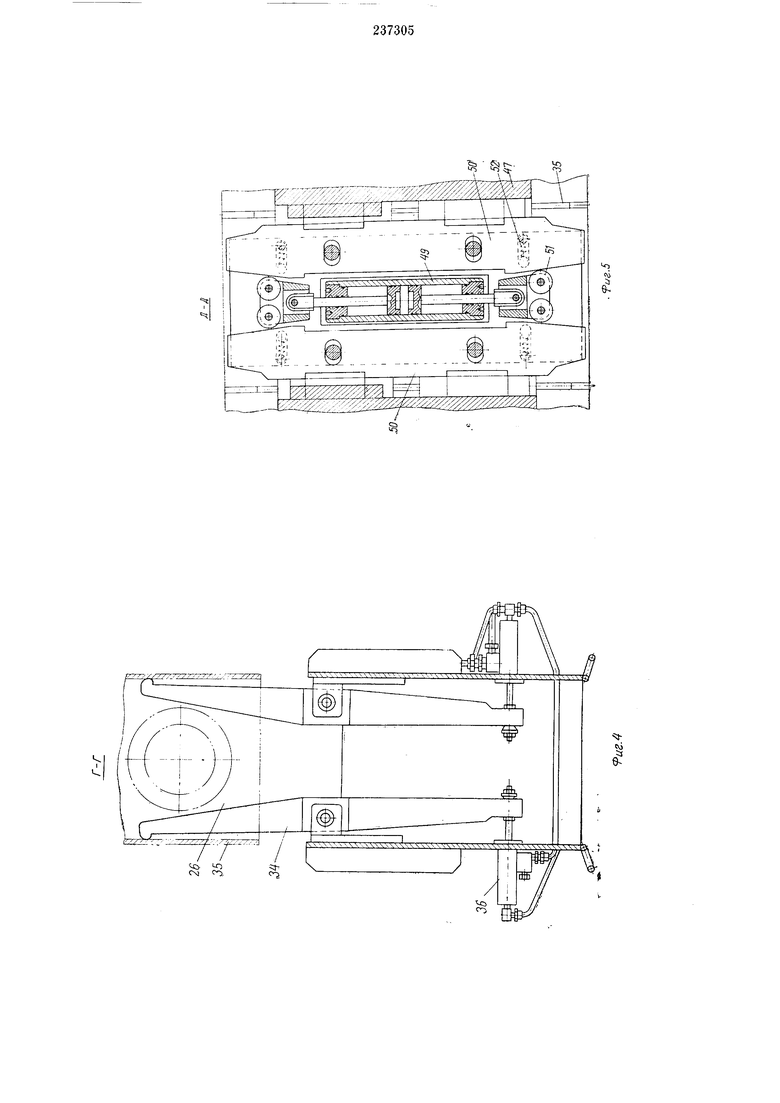
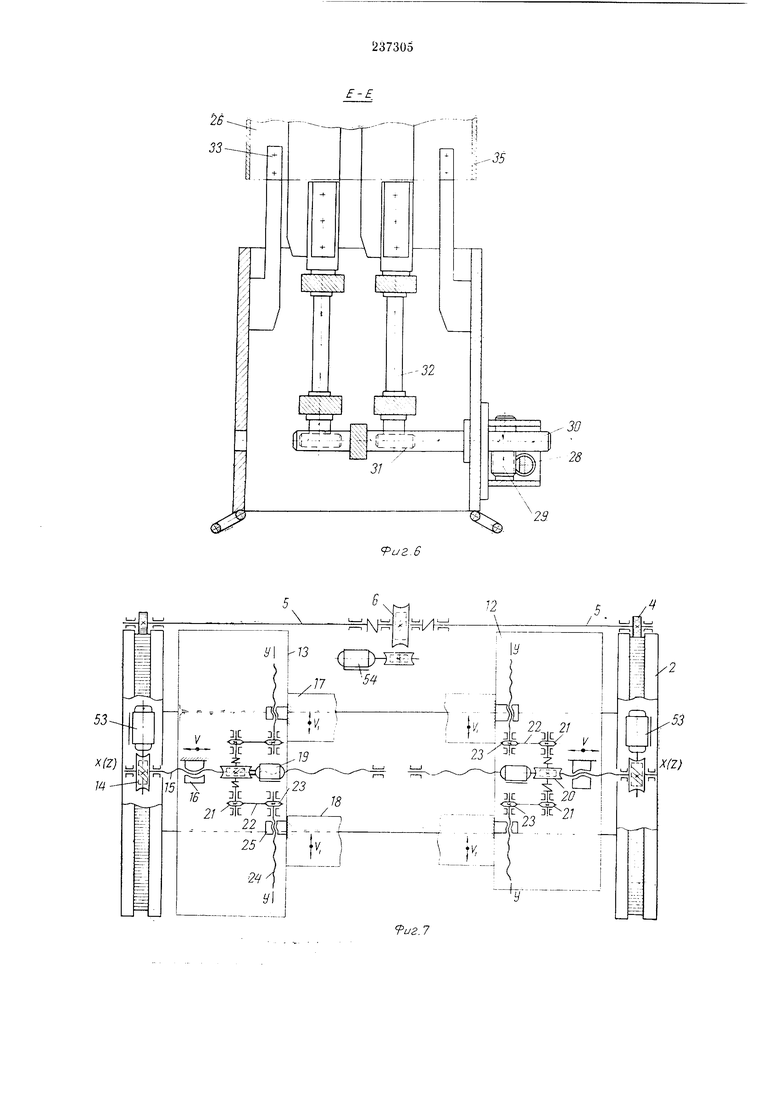
кантователь в поперечном разрезе; на фиг. 3- разрез по линии В-В на фиг. 2; на фиг. 4- разрез по линии Г-Г на фиг. 1 ii 2; на фиг. 5-разрез по линии Д-Д на фиг. 1; на фиг.
6-разрез по линии Е-Е на фиг. 1; на фиг. 7-кинематическая схема кантователя.
На роликоопорах / свободно лежит остов кантователя, состоящий из двух цевочных колес 2, связанных между собой постелью 3. Колеса 2 зацепляются с приводными шестернями 4, зафиксированными на валу 5. Вал 5 отходит по обе стороны от двухступенчатого рел ктора 6. Постель 3 состоит из двух двутавровых балок 7, на которых лежит лист 8. На
листе 8 укреилена груипа фиксаторов 9 с гидравлически.м управлением и уиоры 10.
По двутавро зым балкам посредством роликов 11 перемещаются правая 12 и левая 13 каретки, которые соединяются с червячным релуктором 14 при помощи 1ВИНТОВОЙ пары - винта 15 и гайки 16.
Каждая каретка снабжена двумя суппортами - правым 17 и левым /5. Суппорты снабжены общим механическим приводом, состоящим из реверсивного электродвигателя 19, червячного редуктора 20, ведущих звездочек 21, цепей 22, ведомых звездочек 23, винтовых пар - зинта 24 si гайки 25. щую из гидроцилиндров 27 и штоков, которые одновременно являются вертикальными рей1ками 28 и зацепляются с груипой шестерен 29. Шестерни 29 зацепляются с горизонтальными рейками 30, которые, в свою очередь, зацепляются с шестернями 31, зафиксированными на ножах 32. На опорные планки 33 суппортов ложатся полки 26. Рычажная система разжима 34 суппортов разжимает вертикальные стенки 35 (остова дизеля) в момент укладки полок 26 на плавки 33. Система 34 управляется гидроцилиндрами 36. Рычажная система обжима 37 суппортов обжимает вертикальные стенки 35 во время их свар:ки с полками 26. Система обжима 37 управляется гидроцилипдрами 38, связанными через рычажную систему с гидроцплиндрами 39, служаш,ими для иоджима боковых листов 40 (остова дизеля). На постели 3 размещены гидроцилиндры 41, на штоках которых укреплены пластины 42. На эти иластины ужладывают нижние лаиы 43 (остова дизеля). К цевочным колесам 2 и к постели 3 крепятся две тумбы 44, на которых размеш,ены пальцы 45 со съемной балкой 46. На съемной балке закреплены упоры 47, подобные упорам JO, а также группа фиксаторов 48, подобная фиксаторам 9 и состояшая из гидроцилиндров 49 с 1КЛИНОВЫМ запором 50 и роликов 5/. Для возвращения запоров 50 в исходное положение служат цилиндрические пружины 52. Работает кантователь следующим образом. Вертикальные стенки 35 устанавливают между упорами W и залорами 50 фиксаторов 9. Гидроцилиндры 49 воздействуют через ролики 51 на клиновые запоры 50 так, что в момент снятия давления в их гидросистеме запоры 50 не отойдут от вертикальных стенок 35 из-за их угла, близкого к углу самозаклинивания. Сверху на вертикальные стенки набрасывлют съемную балку 46 с центрированием ее по пальцам 45 и поджимают болтами к тумбам 44. В верхней части вертикальные стенки подпираются 1К упорам 47 при помощи группы фиксаторов 48. Включением реверсивного электродвигателя 53 к нулевой вертикальной и последовательной с ней правой или левой стенкам 35 подгоняется правая или левая .каретка таким образом, чтобы опорные планки 33 и рычажная система разжима 34 .пришлись по центру между двумя вертикальными стенками 35 (нулевая, секция). Суппорты каретки заводятся внутрь нулевой секции. После того, как разведут вертикальные стенки 35 системой разжима, начинают укладывать горизонтальные полки 26 при помощи системы ориентации следующим образом, -..Посредством гидроцилиндров 27, вертикальных реек 30 через шестерни 3 поворачивают ножи 32 обоих суппортов в вертикальное положение так, что каждая пара ножей 32 образует горизонтальную поверхность во всех четырех поясах остова дизеля, т. е. I, II, III, IV. Горизонтальные поверхности ножей 32 располагаются несколько выше опорных планок 33. Каждая горизонтальная полка 26 (остова дизеля) имеет по два фланца «К, нижними поверхностями которых их направляют по горизонтальным поверхностям ножей 32 со стороны правого 17 или левого 18 суппортов по оси У-У так, чтобы все их края совместил.ись с краями вертикальных стенок 35 (остова дизеля). Затем все ножи 32 возвраи ают в исходное горизонтальное положение (как показано на фиг. 1 и 6), а горизонтальные листы при этом ложатся на цланки 33 суппортов. Рычажная система разжима 34 при помощи гидроцилиндров 36 возвращается в исходное положение, а вертикальные стенки 35 при помощи остаточных своих деформаций прижимаются к горизонтальны.м полкам 26, которые и образуют нулевую секцию. Для придания надежной жесткости нулевой, а зате.м и последующим секциям во время их сварки используют рычажную систему обжима 37. После произведенной операции сварки всех горизонтальных щвов отводят рычажную систему обжима 37 в исходное положение, и цикл сборки и сварки повторяется одновременно двумя каретками-правой 12 и левой 13. Для этого их иеремещают в-право и влево на следующий шаг от нулевой (центральной) секции и осуществляют сборку одновременно двух, смежных с ней последующих и всех остальных секций с начала и до конца. Каждая из предшествующих секций базой для последующих. Такая последовательность сборки и сварки остова двигателя позволяет собирать все его размерные цепи справа и слева, сходящиеся в центр остова дизеля. Нижние лапы 43 (остова дизеля) укладываются на пластины 42 и вместе с ними при помощи гидроцилиндров 41 поджимаются к нижнему основанию остова дизеля. Рычажная система гидроцилиндров 38 при помощи гидроцилиндров 39 поджимает боковые листы 40 к остову. Окончательные работы по сборке и сварке остова дизеля заверщаются при повороте его на 360°. Выбирают удобное расположение сварочных швов, например «в лодочку, а каретки отгоняют в сторону цевочных колес. Нри этом поворот кантователя осуществляется пуем включения реверсивного электродвигателя 54. После выполнения операций по сборке и варке остова дизеля в кантователе освобожают все вертика.тьные стенки, при этом возращаются в исходное положение фиксаторы; и 48, а съемная балка 46 освобождает,остовизеля, который передается на последующие
Предмет изобретен и я
1. Кольцевой кантователь для сборки н сварки остова дизеля, содержащий роликооиоры, съемную балку и два ириводных цевочных колеса, связанных между собой двутавровыми балками с настилом, иричем съемная балка и настил оснащены фиксаторами для установки вертикальных стенок остова дизеля, отличающийся тем, что, с целью повыщения качества и увеличения производительности за счет многоместной сбор1ки и сварки остова дизеля без прихвато1К его элементов, кантователь снабжен двумя Каретками, перемеи1.ающимися по двутавровым балкам Г5доль оси остова дизеля от его середины к краям и несуи1ими по два суппорта, оснащенных разжимной и обжимной рычажными С1 стемами для ориентации вертикальных стенок и системой для ориентации горизонтальных иолок, при этом оси движенпя суипортов перпепдпкулярны осям движения кареток.
2. Кантователь по п. 1, отличаю11{ийся тем, что, с целью надежной устаио 5ки вертикальных стенок, фиксаторы, распололхенные на настиле и съемной балке, выполнены в виде 1клиновых запоров с углом при вершине, близким к углу самозак.чипивания, работающих от гидроспстемы.
OQ
I OQ
M
ча I
УЗ . . CM
P Л
&
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку двутавровых балок | 1978 |
|
SU749608A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| Устройство для сборки секции стоек | 1990 |
|
SU1785942A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| СПОСОБ ЗАБИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ ГРУНТА МЕТАЛЛИЧЕСКИХ СТОЛБИКОВ ПРЕИМУЩЕСТВЕННО ПРИ ВОЗВЕДЕНИИ И РЕМОНТЕ БАРЬЕРНЫХ ОГРАЖДЕНИЙ АВТОМОБИЛЬНЫХ ДОРОГ И КОПРОВЫЙ МАНИПУЛЯТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211895C2 |
| УСТРОЙСТВО для СБОРКИ МАГНИТНОЙ СИСТЕМЫ ЭЛЕКТРИЧЕСКИХ МАШИН | 1965 |
|
SU170103A1 |
| Модульная судовая надстройка | 1979 |
|
SU870239A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СТЕНД ДЛЯ СВАРКИ ДВУТАВРОВЫХ БАЛОК | 1973 |
|
SU368961A1 |
. См
го.
П55
Т
35