(54) КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ДВУТАВРОВЫХ БАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки двутавровыхбАлОК | 1979 |
|
SU841885A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Кантователь | 1977 |
|
SU722712A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для кантовки и продольного перемещения металлоконструкций при сборке и сварке | 1976 |
|
SU649534A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Кантователь | 1973 |
|
SU475241A1 |
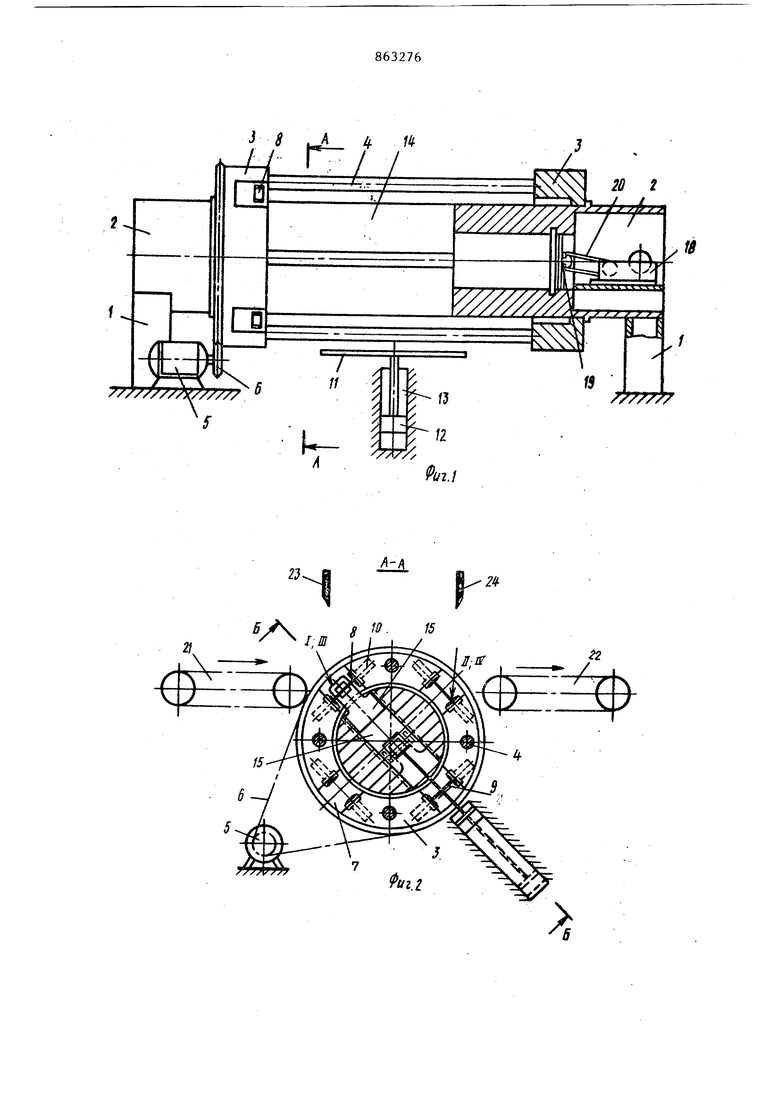
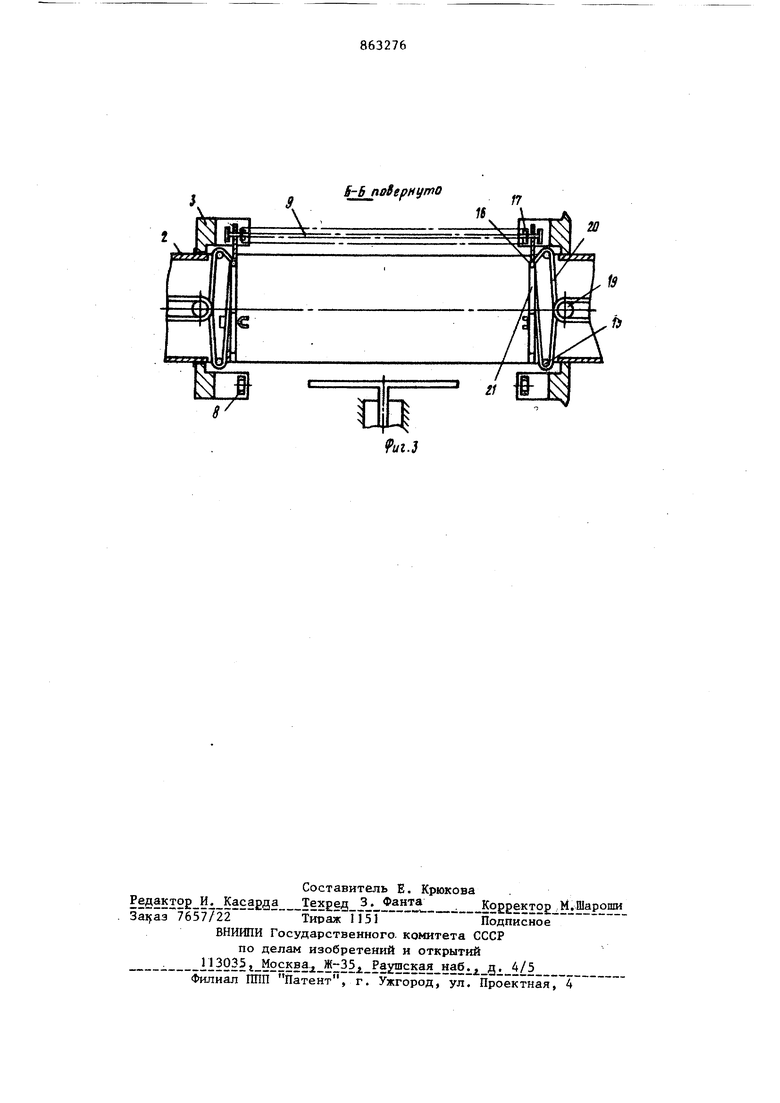
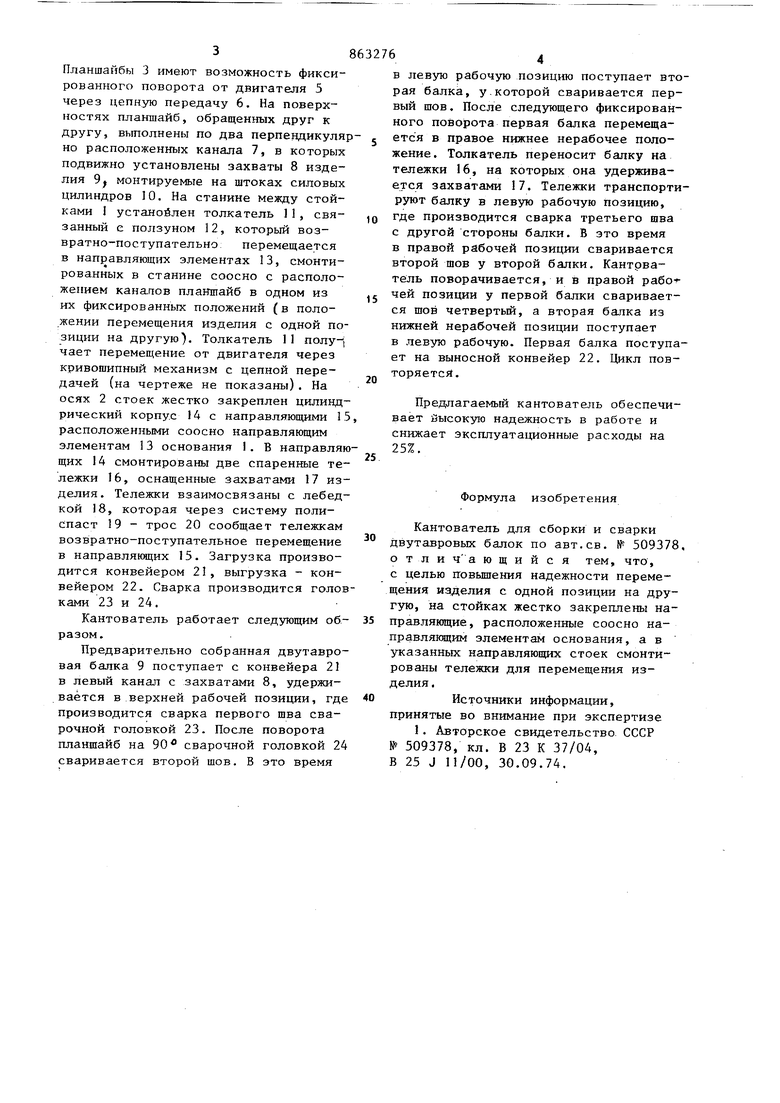
Изобретение относится к сварке металлических конструкций балочного типа и является усовершенствованием кантователя, описанного в авт.св. № 509378. По основному авт.св. № S09378 известен кантователь для сборки двутавровых балок, содержащ тй станину с двумя стойками, оснащенными планшайбами, на поверхностях которых, об ращенных друг к другу, выполнены по два перпендикулярно расположенных к нала с захватами изделий. Планшайбы установлены с возможностью фиксированного поворота и соединены стержнями. На станине между стойками расположены направляющие элементы, закрепленные соосно с каналами планшайб в одном из их фиксированных положений. В направляющих элементах смонтирован толкатель изделия, установленный с возможностью возвратно-п ступательного движения ПТ. Недостатки кантователя - большой рабочий ход толкателя и сложность конструктивного выполнения прохода толкателя через центральное пересечение каналов в Iшafппaйбe, что снижает надежность перемещения изделия с одной позиции на другую. Цель изобретения - пог ьш1ение надежности перемещения изде.лия с одной позиции на другую. Поставленная цель достигается тем, что на стойках кантователя жестко закреплены направляющие, установленные соосно направляющим элементам основания , а в указанных направляющих стоек установлеШэ тележки для перемещения изделия. На фиг. I изображен кантователь, общий вид; на фиг. 2 - разрез А-А на фиг . 1; на фиг. 3 - разрез Б-Б на фиг. 2. Кантователь содержит две стойки 1, на осях 2 которых установлены планшайбы 3, соединенные стержнями 4. 38 Планшайбы 3 имеют возможность фиксированного поворота от двигателя 5 через цепную передачу 6, На поверхностях планшайб, обращенных друг к другу, выполнены по два перпендикуляр но расположенных канала 7, в которых подвижно установлены захваты 8 изделия 9j монтируемые на штоках силовых цилиндров 10. На станине между стойками 1 установлен толкатель 11, связанный с ползуном 12, который возвратно-поступательно перемещается в направляющих элементах 13, смонтированных в станине соосно с расположением каналов планшайб в одном из их фиксированных положений (в положении перемещения изделия с одной позиции на другую). Толкатель 1 1 полу-) чает перемещение от двигателя через кривошипный механизм с цепной передачей (на чертеже не показаны).На осях 2 стоек жестко закреплен цилиндрический корпус 14 с направляющими 15 расположенными соосно направляющим элементам 13 основания 1. В направляю щих 14 смонтированы две спаренные тележки 16, оснащенные захватами 17 изделия. Тележки взаимосвязаны с лебедкой 18, которая через систему полиспаст 19 - трос 20 сообщает тележкам возвратно-поступательное перемещение в направлякнцих 15. Загрузка производится конвейером 21, выгрузка - конвейером 22. Сварка производится голов ками 23 и 24. Кантователь работает следующим образом. Предварительно собранная двутавровая балка 9 поступает с конвейера 21 в левый канал с захватами 8, удерживается в верхней рабочей позиции, где производится сварка первого шва сварочной головкой 23. После поворота планщайб на 90 сварочной головкой 24 сваривается второй шов. В это время в левую рабочую позицию поступает вторая балка, у.которой сваривается первый щов. После следующего фиксированного поворота первая балка перемещается в правое нижнее нерабочее положение. Толкатель переносит балку на тележки 16, на которых она удерживается захватами 17, Тележки транспортируют балку в левую рабочую позицию, где производится сварка третьего шва с другой стороны балки. В зто время в правой рабочей позиции сваривается второй шов у второй балки. Кантователь поворачивается, и в правой рабочей позиции у первой балки сваривается шов четвертый, а вторая балка из нижней нерабочей позиции поступает в левую рабочую. Первая балка поступает на выносной конвейер 22. Цикл повторяется. Предлагаемый кантователь обеспечивает йысокую надежность в работе и снижает эксплуатационные расходы на 25%. Формула изобретения Кантователь для сборки и сварки двутавровых балок по авт.св. № 509378. о т л и ч а ю щ и и с я тем, что, с целью повышения надежности перемещения изделия с одной позиции на другую, на стойках жестко закреплены направляющие, расположенные соосно направляющим элементам основания, а в указанных направляющих стоек смонтированы тележки для перемещения изделия . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 509378, кл. Б 23 К 37/04, В 25 J 11/00, 30.09.74.
2J« 5уч ±A.
zl /;ДГ
S-bjioBepnymo
W
