Изобретение относится к сварке, а именно к конструкции поточной линии для сборки под сварку и сварки продольных швов балок коробчатого сечения преимущественно со строительным подъемом.
Целью изобретения является повышение производительности и сокращение производственных площадей.
Указанная цель достигается благодаря уменьшению раабочего хода сварочных автоматов и сокращению времени настройки сварочных автоматов на места сварки.
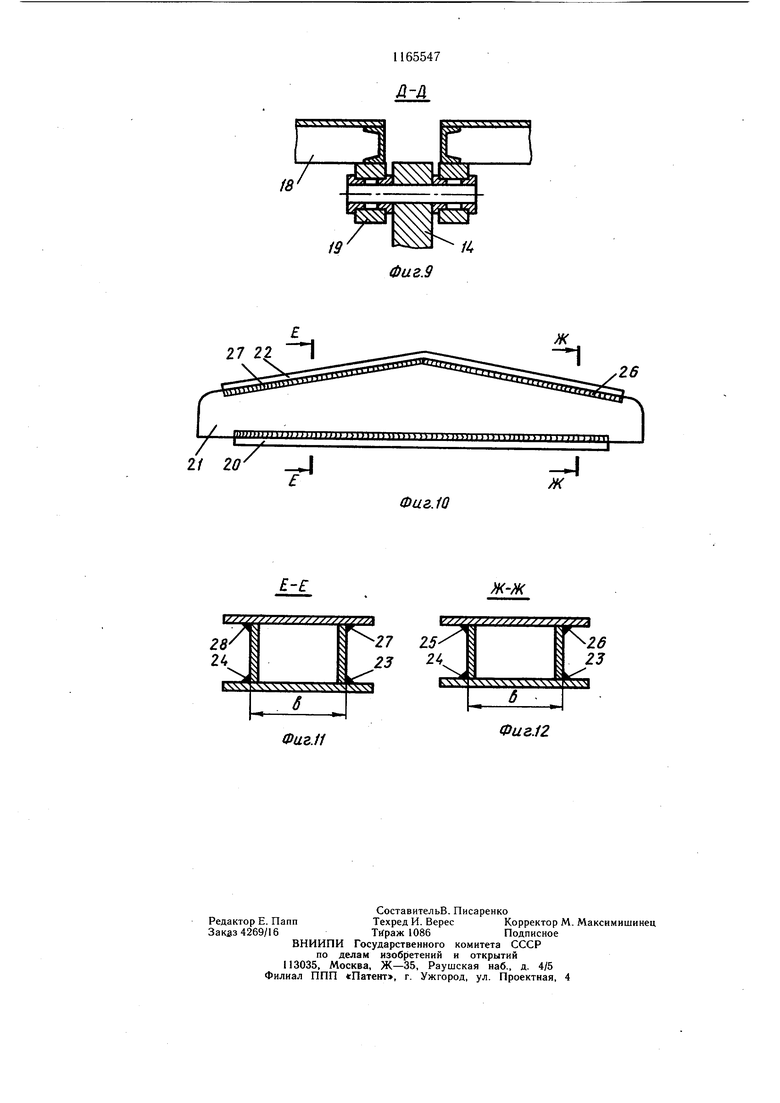
На фиг. 1 изображена поточная линия, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - то же, момент поворота первой рамы; на фиг. 6 - то же момент установки балок; на фиг. 7 - то же, момент поворота двух рам; на фиг. 8 - вид Г на фиг. 3; на фиг. 9 - разрез Д-Д на фиг. 3; на фиг. 10 - свариваемая балка; на фиг. 11 и 12 - сечения Е-Е и Ж-Ж на фиг. 10 соответственно.
Поточная линия содержит основание 1, на котором установлено рабочее оборудование состоящее из укладчиков 2 для подачи деталей, стендов 3 и 4 для сборки, свасварочных кантователей 5-7 и стенда 8 для очистки сварных щвов, снабженных транспортной системой, состоящей из приводных роликовых секций 9. Между рабочим оборудованием размещены накопители 10, также снабженные приводными роликовыми секциями 9.
Сварочные кантователи 5 и б имеют поворотный вокруг оси 11 рычаг 12 с роликовой секцией 9. Ось 11 параллельна оси линии и смонтирована на стойке 13, установленной на основании 1.
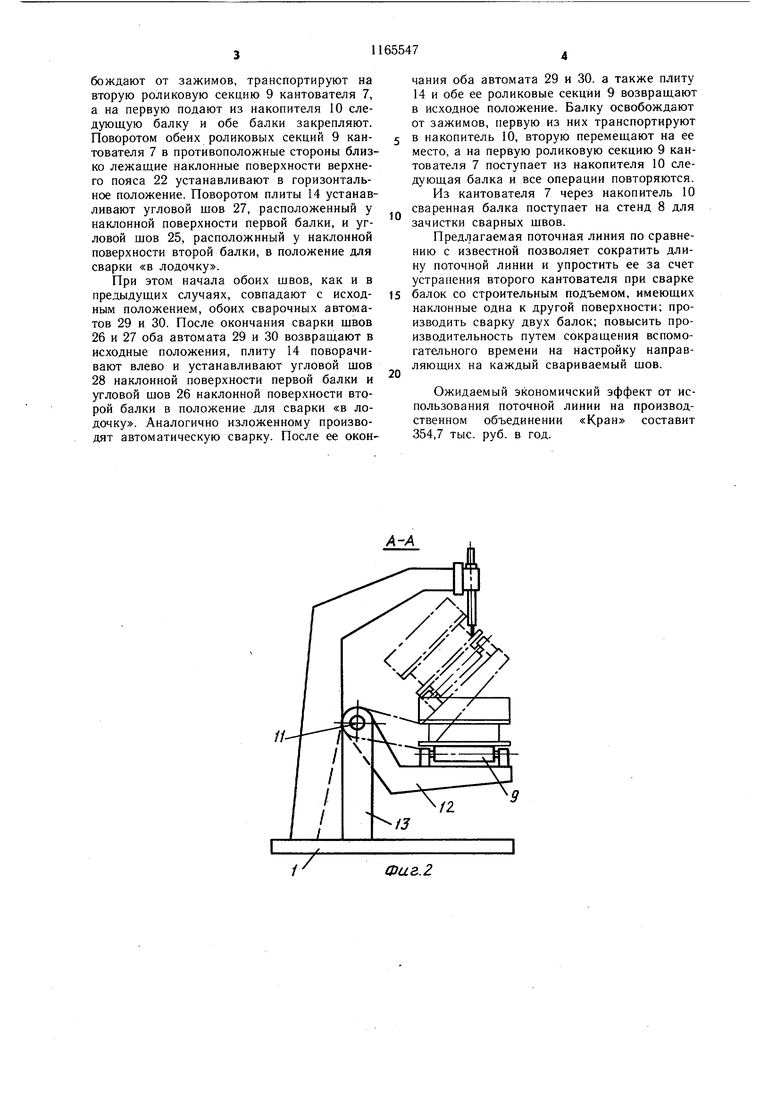
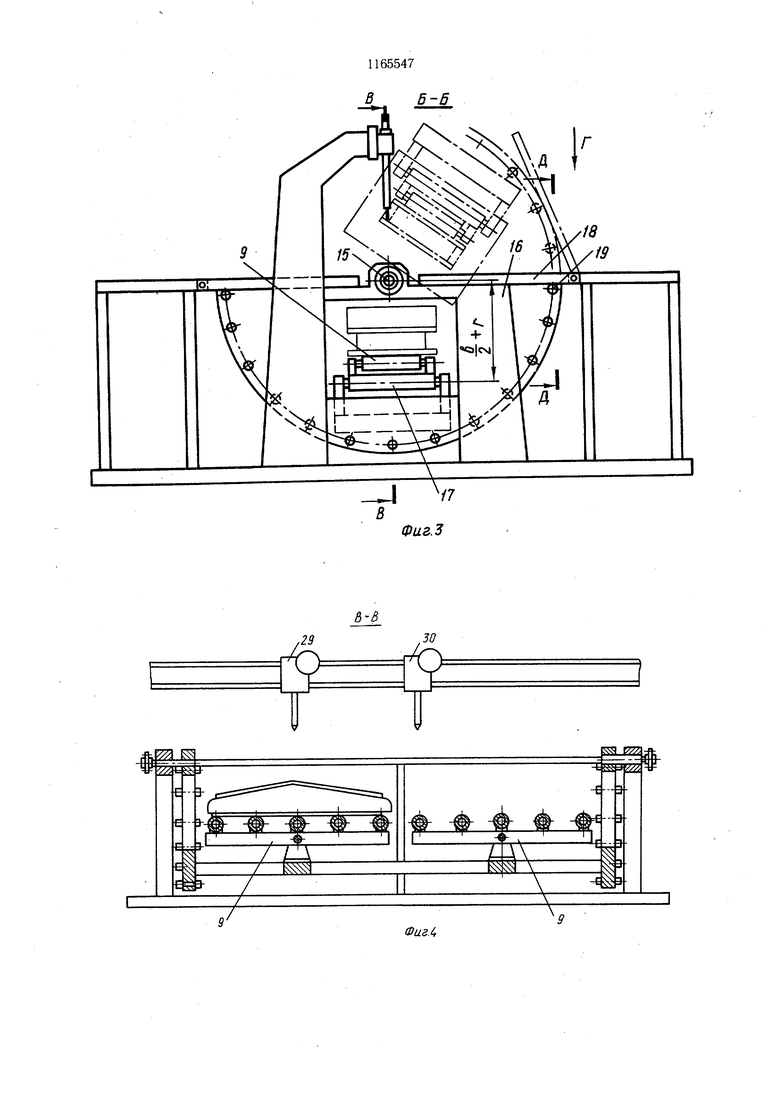
Сварочный кантователь 7 выполнен в виде плиты 14, имеющей возможность поворота вокруг осей 15, смонтированных параллельно оси линии в стойках 16, размещенных на основании 1 линии. На плите
14последовательно установлены две роликовые секции 9, имеющие возможность поворота в противоположные стороны вокруг осей 17, перпендикулярных оси линии. Ось
15поворота плиты 14 смещена относительно осей 17 поворота роликовых секций 9, расположенных на ней.
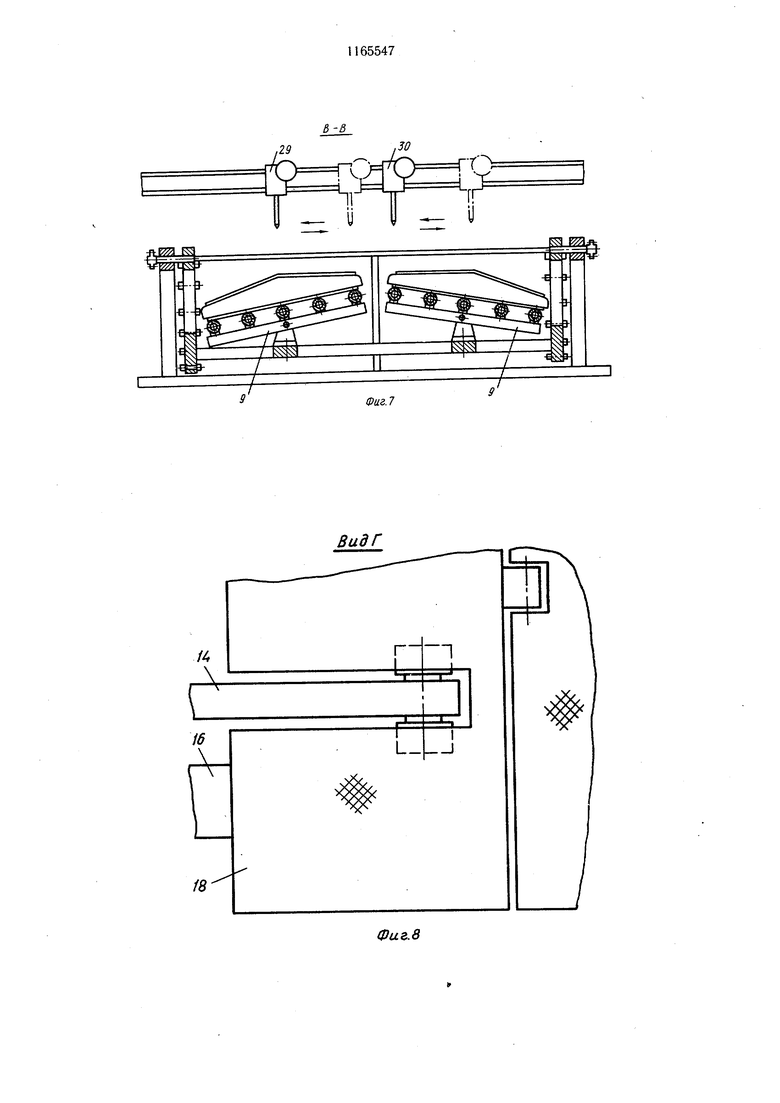
Сварочный кантователь 7 оснащен с обеих сторон площадками обслуживания с откидными помостами 18. На торцовых поверхностях плиты 14, ниже осей 15, по радиусу смонтированы неприводные ролики 19, имеющие возможность взаимодействия с октидными помостами 18 площадок обслуживания.
Свариваемая балка состоит из нижнего пояса 20, двух вертикальных стенок 21 и
верхнего пояса 22, имеющего наклонные поверхности.
Позициями 23-28 обозначены уголовые щвы балки, а позициями 29 и 30 обозначены
сварочные автоматы.
Поточная линия работает следующим образом.
На стенд 3 первичной сборки устанавливают укладчиком 2 нижний пояс 20 и две вертикальные стенки 21, ориентируют их, прижимают и прихватывают. Затем собранный узел по роликовым секциям 9 передают в накопитель 10, а из него на стенд 4 окончательной сборки, где при помощи укладчика 2 на собранный узел устанавливают верхний пояс 22, ориентируют его, прижимают и прихватывают. Со стенда через накопитель 10 собранную балку транспортируют в сварочные кантователи 5 и 6, где поворотом рычага 12 вокруг оси 11 балку устанавливают в положение для сварки и производят автоматическую приварку вертикальных стенок к нижнему поясу 20, сваривая угловые щвы 23 и 24 в положение для сварки «в лодочку.
После окончания сварки кантователя
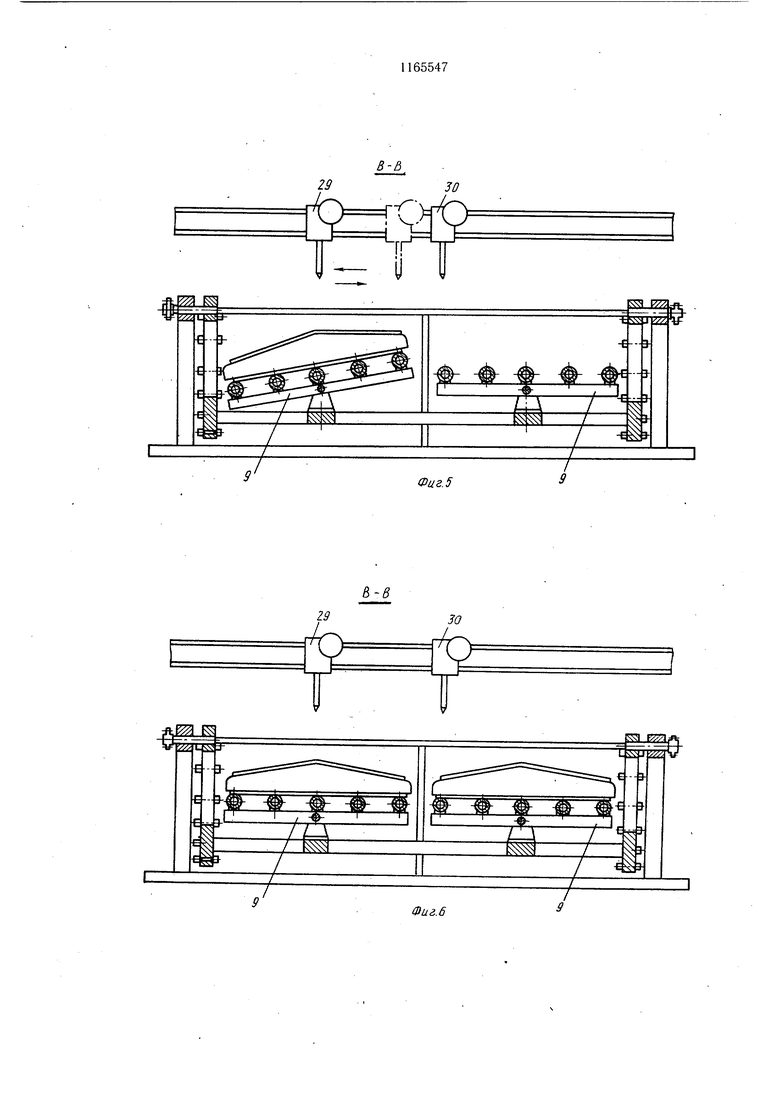
5 и 6 с балкой возвращают в исходное положение. Включением приводных секций 9 балку передают в накопитель 10, а из него на первую роликовую секцию 9 сварочного кантователя 7 и зажимают. Поворотом этой роликовой секции вокруг оси 17 устанавливают в горизонтальное положение наклонную поверхность балки, расположенную со стороны второй роликовой секции 9 кантователя 7.
Поворотом плиты 14 вокруг оси 15 устас навливают угловой шов 25 у верхнего пояса 22 в положение для сварки «в лодочку. При этом начало шва 25 совпадает с исходным положением головки сварочного автомата 29. Включают автомат 29 и производят сварку. После сварки шва на всю дли0 ну автомат 29 возвращают в исходное положение. Сварщик-оператор наблюдает за процессом сварки и управляет им, находясь на помосте 18, который устанавливается в горизонтальное положение с помощью ро5 ликов 19 при повороте плиты 14.
После окончания сварки углового шва 25 плиту 14 поворачивают, устанавливая угловой шов 26 в положение для сварки «в лодочку. Одновременно помост 18 площадки обслуживания возвращают в исходное горизонтальное положение, а помост 18 площадки обслуживания, находящийся с другой стороны кантователя, поднимают. Производят автоматическую сварку щва 25 и после ее окончания автомат 29 возвращают в исходное положение, а плиту 14 кантователя и первую роликовую секцию 9 кантователя 7 устанавливают в горизонтальное положение. Свариваемую балку освобождают от зажимов, транспортируют на вторую роликовую секцию 9 кантователя 7, а на первую подают из накопителя 10 следующую балку и обе балки закрепляют. Поворотом обеих роликовых секций 9 кантователя 7 в противоположные стороны близко лежащие наклонные поверхности верхнего пояса 22 устанавливают в горизонтальное положение. Поворотом плиты 14 устанавливают угловой щов 27, расположенный у наклонной поверхности первой балки, и угловой щов 25, расположнный у наклонной поверхности второй балки, в положение для сварки «в лодочку.
При этом начала обоих щвов, как и в предыдущих случаях, совпадают с исходным положением, обоих сварочных автоматов 29 и 30. После окончания сварки щвов 26 и 27 оба автомата 29 и 30 возвращают в исходные положения, плиту 14 поворачивают влево и устанавливают угловой щов 28 наклонной поверхности первой балки и угловой щов 26 наклонной поверхности второй балки в положение для сварки «в лодочку. Аналогично изложенному производят автоматическую сварку. После ее окончания оба автомата 29 и 30. а также плиту 14 и обе ее роликовые секции 9 возвращают в исходное положение. Балку освобождают от зажимов, первую из них транспортируют в накопитель 10, вторую перемещают на ее место, а на первую роликовую секцию 9 кантователя 7 поступает из накопителя 10 следующая балка и все операции повторяются.
Из кантователя 7 через накопитель 10 сваренная балка поступает на стенд 8 для зачистки сварных щвов.
Предлагаемая поточная линия по сравнению с известной позволяет сократить длину поточной линии и упростить ее за счет устранения второго кантователя при сварке балок со строительным подъемом, имеющих наклонные одна к другой поверхности; производить сварку двух балок; повысить производительность путем сокращения вспомогательного времени на настройку направляющих на каждый свариваемый шов.
Ожидаемый экономичский эффект от использования поточной линии на производственном объединении «Кран составит 354,7 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки крупногабаритных изделий | 1986 |
|
SU1400840A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 1969 |
|
SU237305A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ БАЛОК КОРОБЧАТОГО СЕЧЕНИЯ преимущественно со строительным подъемом, содержащая смонтированное на основании по ходу технологического процесса рабочее оборудование со стендами для сборки, сварочный кантователь с осью поворота, параллельной продольной оси поточной линии, выполненный в виде расположенной на осях плиты, размещенные в каждой единице оборудования рамы с секциями рольгангов для продольного перемещения изделий и направляющие для сварочных автоматов отличающаяся тем, что, с целью, повыщения производительности и сокращения производственных площадей путем уменьщения рабочего хода сварочных автоматов, направляющие для сварочных автоматов установлены в зоне расположения кантователя, параллельно беи поворота его плиты, кантователь выполнен двухпознционным с расположением позиций вдоль оси его поворота, на каждой позиции смонтирована ось, которая перпендикулярна оси поворота кантователя и па(Л .раллельна плоскости плиты, а на указанной оси установлена с возможностью фиксированного поворота рама с секцией рольганга, выполненная аналогично рамам с сек- циями рольгангов каждой единицы оборудования. а сд сд 4 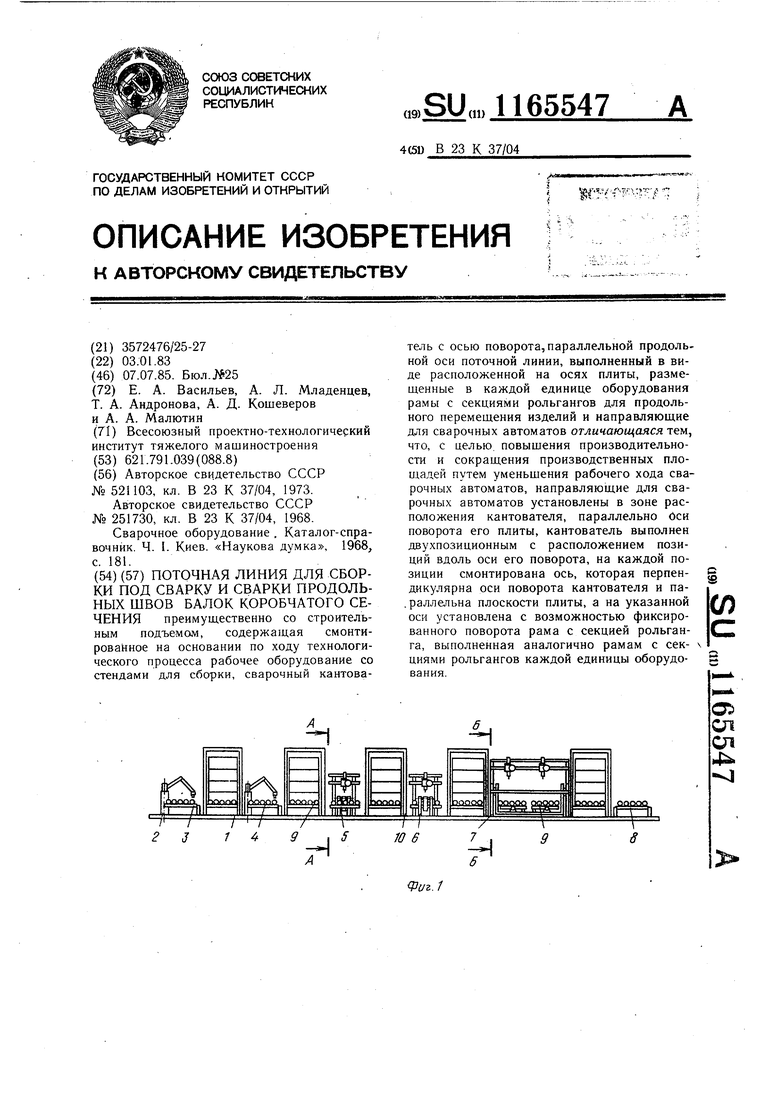
//.
д-д
Фаг.2
,29
гО
30
и
,30
-О
S у
t 1/4
п
Г
Г
L
J
Фиг. 8
4
27 22
2
-
Фи.г.11
25
/УС
Фиг,. 10
/УС-/
Фиг.12
| Поточная линия для изготовления сварных конструкций | 1973 |
|
SU521103A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 0 |
|
SU251730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное оборудование | |||
| Каталог-справочник | |||
| Ч | |||
| I | |||
| Киев | |||
| «Наукова думка, 1968, с | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
