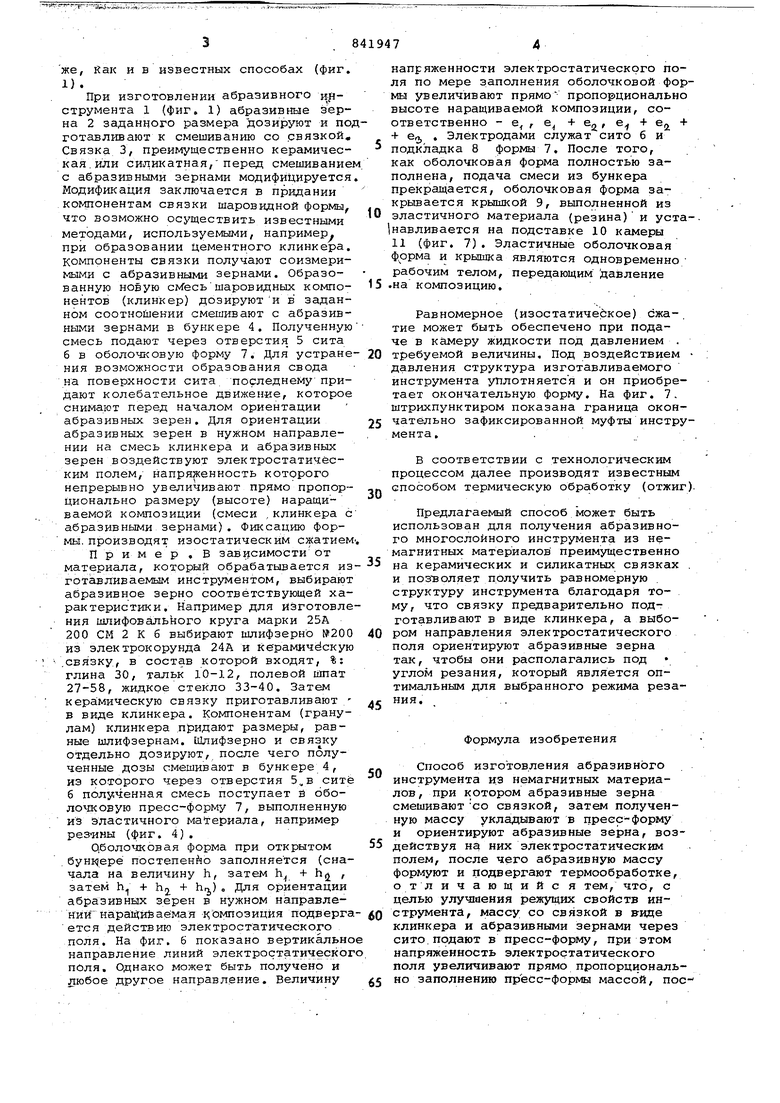
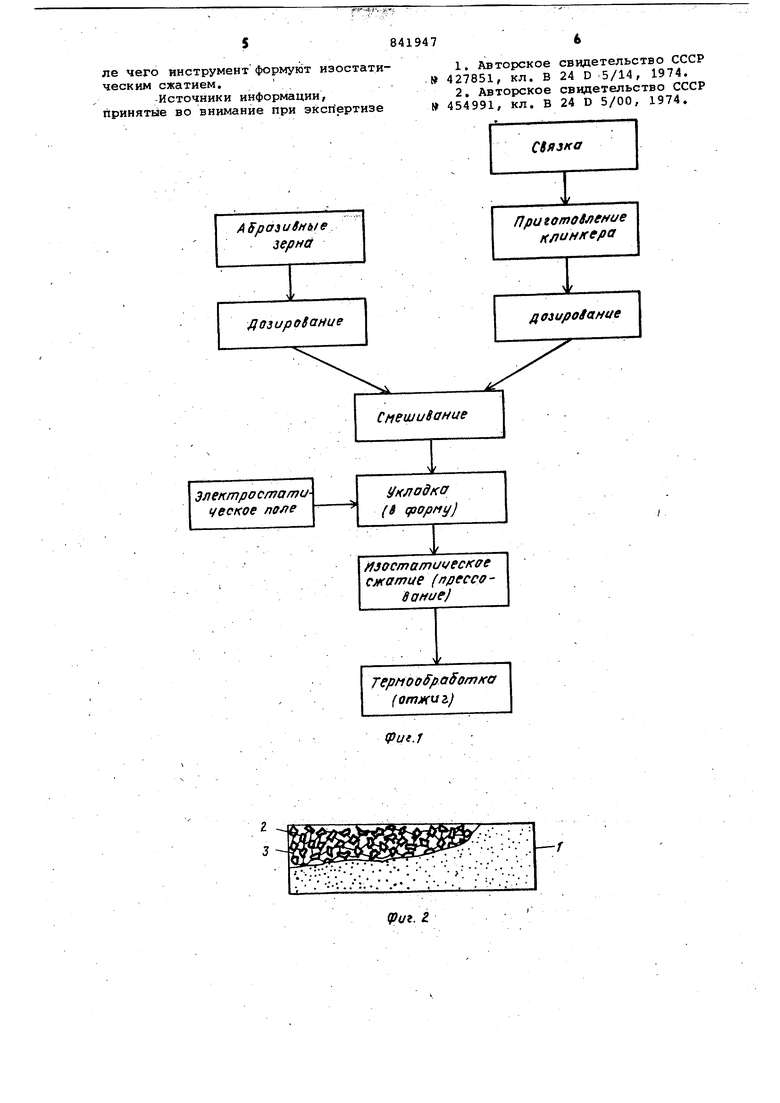
Изобретение относится к изготовлению алмазно-абразивного инструмент ,и может быть использовано в технологии инструментального производства. Известен способ изготовления алмазно-абразивного инструмента, заключающийся в том, что в пресс-форму последовательно послойно засыпают абразивные массы, затем их сушат и подвергают термообработке fl} , Инструмент, изготовленный таким способом, имеет невысокие режущие свойства в связи с тем, что абразив ные зерна имеют различную направлен ность. Известен также способ изготовления абразивных инструментов из немагнитных материалов, при котором электризуют основу, на к-оторую поме щают алмазные зерна, за счет чего ос ществляют ориентацию абразивных зерен 2. Цель изобретения - улучшение режущих свойств абразивного инструмен та путем создания равномерной струк туры с одинаково направленными абра зивными зернами. Направление зерен выбирается, в соответствии с установ ленными режимами . Поставленная цель достигается тем, что связку приготавливают в виде клинкера, компоненты которого, соизмериь л с аб раз ив ньамй зернами, смесь клинкера и абразивных зерен подают через сито в оболочковую пресс-форму, при этом напряженность электростатического поля, воздействующего на ориентацию абразивньрс зерен, увеличивают прямо пропорционально высоте заполнения пресс-формы массой, после чего фиксацию формы полученной композиции производят изостатическйм сжатием. На фи, 1 показана блок-схема процесса изготовления абразивного инструмента; на фиг. 2 - абразивный инструмент, изготовленный известными спо 4обами, на фиг. 3 - абразивный инструмент, изготовленный предлагаемым способом; на фиг. 4 - схема укладки смеси клинкера и абразивных зерен в оболочковую форму; на фиг. 5 - разрез А-А на фиг. 4j на фиг. 6 схема установки при заполненной оболочковой форме; на фиг. 7 - схема изостатического сжатия. Приготовление связки, смешивание со связкой абразивных зерен и термообработка (отжиг) выполняются так же, Как ив известных способах (фиг. При изготовлении абразивного и-рструмента 1 (фиг. 1) абразивные зерна 2 заданного размера дозируют и по готавливают к смешиванию со .связкой. Связка 3, преимущественно керамическая, или силикатная,перед смешивание с абразивными зернами модифицируется Модификация заключается в придании .компонентам связки шаровидной формы, что возможно осуществить известными методами, используемыми, например, при образовании Цементного клинкера, компоненты связки получают соизмериГФ1ми с абразивными зернами. Образованную новую сМесьшаровидных компонентов (клинкер) дозируют и в заданном соотношении смешивают с абразивными зернами в бункере 4. Полученную смесь подают через отверстия 5 сита 6 в оболочковую форму 7. Для устране ния возможности образования свода на поверхности сита последнему придают колебательное движение, которое снимают перед началом ориентации абразивных зерен. Для ориентации абразивных зерен в нужном направлении на смесь клинкера и абразивных зерен воздействуют электростатическим полем, напряженность котррого непрерывно увеличивают прямо пропорционально размеру (высоте) наращиваемой композиции (смеси .клинкера с абразивными зернами). Фиксацию формы. производят изостатическйм сжатием Пример , В зависимостиот материала, который обрабатывается из готавливаемым инструментом, выбирают абразивное зерно соответствующей характеристики. Например для изготовле ния шлифовальйого круга марки 25А 200 СМ 2 К 6 выбирают шлифзерно №200 из электрокорунда 24А и керамическую .связку, в состав которой входят, %: глина 30, тальк 10-12, полевой шпат 27-58, жидкое стекло 33-40. Затем кера:мическую связку приготавливают. в виде клинкера. Ког гпонентам (гранулам) клинкера .придают размеры, равные шлифзернам. Шлифзерно и связку отдельно дозируют, после чего полученные дозы смешивают в бункере 4, иэ которого через отверстия 5,в сите 6 полученная смесь поступает 3 оболочковую пресс-форму 7, выполненную из эластичного материала, например резины (фиг. 4) . О;болочковая форма при открытом . постепенно заполняется (сначала на величину h, затем h + h, , затем h + h + h) „ Для ориентации абразивных зерен в нужном направлении нараш и6аемая {КОМПОЗИЦИЯ подверга ется действию электростатического поля. На фиг. 6 показано вертикально направление линий электростатическог поля. Однако может быть получено и .любое другое направление. Величину напряженности электростатического поля по мере заполнения оболочковой формы увеличивают прямо пропорционально высоте наращиваемой композиции, соответственно - е. ч г т 2 -f а + ел, . Электродами служат сито 6 и подкладка 8 формы 7. После того, как оболочковая форма полностью заполнена, подача смеси из бункера прекращается, оболочковая форма закрывается крышкой 9, выполненной из эластичного материала (резина) и уста-. навливается на подставке 10 камеры 11 (фиг. 7). Эластичные оболочковая и крышка являются одновременно рабочим телом, передающим давление на композицию. Равномерное (изостатичейкое) ежа-. тие может быть обеспечено при подаче в камеру жидкости под давлением . требуемой величины. Под воздействием давления структура изготавливаемого инструмента уплотняется и он приобретает окончательную форму. На фиг. 7. штрихпунктиром показана граница окончательно зафиксированной муфты инструмента . В соответствии с технологическим процессом далее производят известным способом термическую обработку (отжиг). Предлагаемый способ может быть использован для получения абразивного многослойного инструмента из немагнитных материалов преимущественно на керамических и силикатных связках . и поз воляет получить равномерную структуру инструмента благодаря тому, что связку предварительно подготавливают в виде клинкера, а выбором направления электростатического поля ориентируют абразивные зерна так, чтобы они располагались под углом резания, который является оптимальным для выбранного режима резания. . Формула изобретения Способ изготовления абразивного инструмента из немагнитных материалов, при котором абразивные зерна смешивают со связкой, затем полученную массу укладывают в пресс-форму и ориентируют абразивные зерна, воздействуя на них электростатическим полем, после чего абразивную массу формуют и подвергают термообработке, отличающийс я тем, что, с целью улучиения режущих свойств инструмента, массу со связкой в в-иде клинкера и абразивными зернами через сито.подают в пресс-форму, при этом напряженность электростатического поля увеличивают прямо пропорционально заполнению пресс-формы массой, после чего инструмент форлтуют иэостатическим сжатием.
Источники информации, принятые во внимание при экспертизе
1,Авторскоесвидетельство СССР 427851, кл. В24 D 5/14, 1974.
2,Авторскоесвидетельство СССР 454991, кл. В24 D 5/00, 1974.
Связка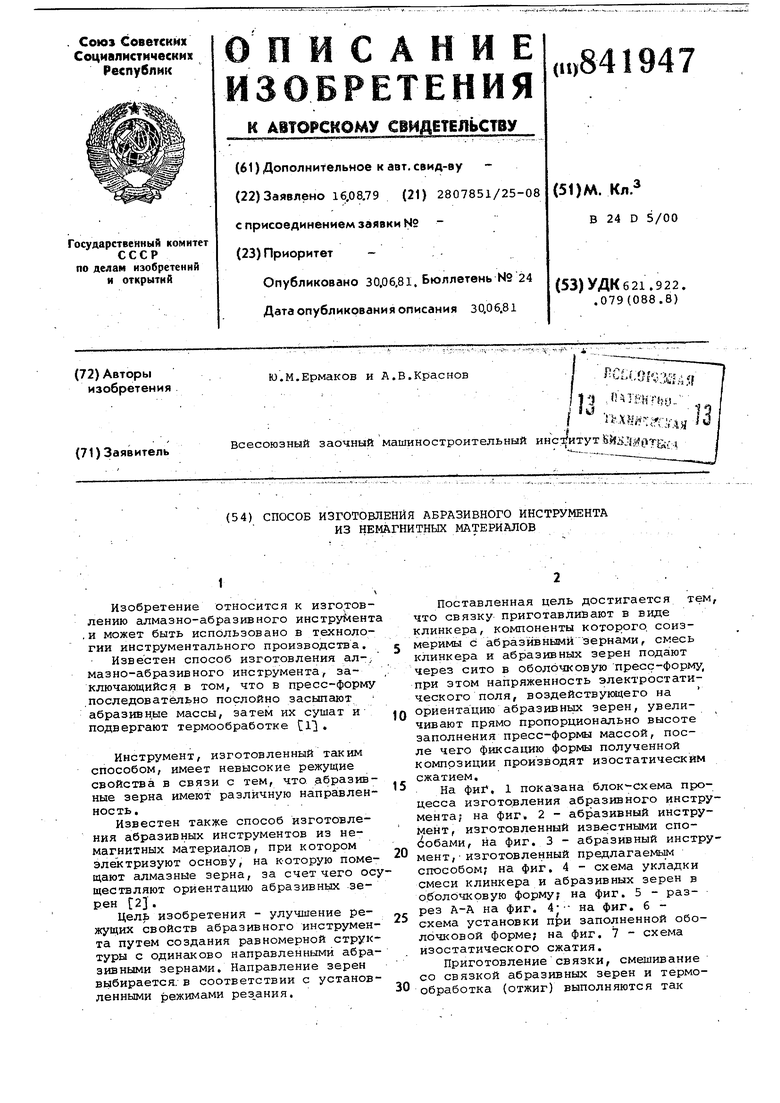
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| Полимерная абразивная композиция | 1979 |
|
SU817038A1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2003 |
|
RU2267395C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2357851C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2358855C1 |
| Абразивный инструмент | 2023 |
|
RU2824642C1 |
| Способ изготовления абразивного инструмента | 1991 |
|
SU1815196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |

Абразивные зерна
Дозирование
Электра стати Чбское поле
При zomotJtfHue KflUHirepa
дозирование
Смешивание
Укладка (ё дзорну)
fUocmofnuvec/fffe сжатие (npfcco вамие)
TepfioofpaSomKO ()
841947
инии Ориентации
- о
оР.Олооо с
№doVof oXp1,
«№е.
хх)оооо хххххххху:
(Руг, 5
Риг. $
3fl:- f. 841947 7 ,....-/.х:
