Область техники, к которой относится изобретение
Изобретение относится к области абразивной обработки, а именно к инструментам финишной полировки ультразвуковой машиной, например, в радиотехнике - полировка радиотехнических изделий (высокочастотный волновод, волоконно-оптические коннекторы и т.д.) или в машиностроение - полировка технологической оснастки (пресс-форм, штампов и т.д.).
Уровень техники
Известен абразивный инструмент, представляющий собой различного типа круги (кольцевые, чашечные цилиндрические, тарельчатые и др.). Их изготавливают путем закрепления зерен абразива (карбиды кремния, бора, электрокорунд и др.) с помощью различных органических или неорганических связок [Основы проектирования и технология изготовления абразивного и алмазного инструмента / под ред. Бакуля В.Н., М.: Машиностроение, 1975, с. 150; Абразивные инструменты и их изготовление [Текст]: [Учебник для станкостроит. и машиностроит. техникумов] / В.Н. Любомудров, Н.Н. Васильев, Б.И. Фальковский. - Москва; Ленинград: Машгиз. [Ленингр. отд-ние], 1953. - 376 с.: ил.; 23 см.
Известен абразивный инструмент, представляющий собой брусок [рисунок 1; таблица 1 - ГОСТ 33534-2015] (прототип). Инструмент-прототип на органических связках представляет собой шлифовальные бруски из электрокорундовых, карбидокремниевых материалов и кубического нитрида бора, применяемые на хонинговальных и суперфинишных станках, а также ручной заточки и доводки, шлифовальные сегменты из электрокорундовых и карбидокремниевых материалов, применяемые в кругах, собранных из шлифовальных сегментов.
Известный абразивный инструмент-прототип применяется на хонинговальных и суперфинишных станках, но не нашел свое применение для обработки, с помощью ультразвуковой машины, высокотехнологических материалов, которые тяжело поддаются механическому воздействию, так как инструмент не соответствует необходимой геометрии, аабразивное зерно имеет твердость, не обеспечивающую эффективную абразивную способность по сверхтвердым сплавам.
Раскрытие сущности изобретения
Техническим результатом данного изобретения является расширение области применения абразивного инструмента для ультразвуковой полировки поверхностей деталей на ультразвуковых машинах и повышение эффективности абразивной обработки за счет использования в качестве абразивного зерна алмаза детонационного синтеза.
Технический результат достигается тем, что абразивный инструмент для ультразвуковой полировки, изготовленный из композиции, содержащей органическую связку и абразивное зерно, причем он выполнен в виде бруска заданной геометрии методом прессования и бакелизации, а композиция для изготовления абразивного инструмента дополнительно содержит наполнители в виде криолита, пирита и асбеста и технологическую добавку в виде ортофосфорной кислоты, причем в качестве органической связки использована фенолформальдегидная смола, состоящая из жидкого бакелита и пульвербакелита, а в качестве абразивного зерна использован алмаз детонационного синтеза, при следующем соотношении ингредиентов, мас. %:
В состав композиции, содержащей 17 мас. % полимерной связки (фенолформальдегидная смола), 42 мас. % наполнителей (криолит, пирит, асбест), 1 мас. % технологическую добавку (ортофорсфорная кислота) вводится, в качестве абразивного зерна, 40 мас. % алмаз детонационного синтеза с последующим преданием необходимой геометрии матодом прессования и бакелизации в термостате.
Краткое описание чертежей
Для получения инструмента предлагается конструкция пресс-инструмента, состоящий из: поддона (фиг.1), где h1 - высота рабочей части, h2 - высота основания, l1 - расстояние от торца до рабочей части, l - длина рабочей части, b - ширина рабочей части, b1 - ширина основания; матрицы (фиг. 2), где h - высота, L1 - расстояние от торца до рабочей части, L - длина рабочей части, B - ширина рабочей части, B1 - ширина; пуансона (фиг.3) с плоским торцом, где H - высота рабочей части, H1 - высота основания, l3 - расстояние от торца до рабочей части, l2 - длина рабочей части, b3 - ширина рабочей части, b2 - ширина основания.
Осуществление изобретения
Далее проводится смешение компонентов в несколько этапов. Жидкий бакелит добавляют в алмаз фракции от 3/2 до 14/10 и смешивают в гравитационном смесителе не менее 15 минут до получения однородной массы. В полученную массу добавляют пульвербакелит, пирит и криолитс последующим смешением не менее 15 минут в гравитационном смесителе до получения однородной массы. Полученная смесь протирается через аналитическое сито. Пресс-форма перед стадией получения изделия подвергается внешнему осмотру. При внешнем осмотре проверяется отсутствие на поверхности пресс-формы следов антиадгезива, механических повреждений, посторонних предметов внутри пресс-формы, а также отсутствие влаги и загрязнений. Далее матрица устанавливается на поддон. Инструмент получаются прессованием на гидравлическом прессе. Для этого в сборку засыпается полученная смесь и закрывается пресс-форма, которая потом устанавливается в гидравлический пресс. Прессование образца осуществляется до плотности 1500 кг/м3. Изделие выдерживается под усилием при комнатной температуре от плюс 18 до плюс 25°С в течении 10 минут. По окончании процесса прессования - пресс-форма извлекается из пресса и осуществляется выпрессовка инструмента. Запрессованное изделие проходит термообработку (бакелизацию) в сушильном шкафу по специальному режиму нагревания и выдержки.
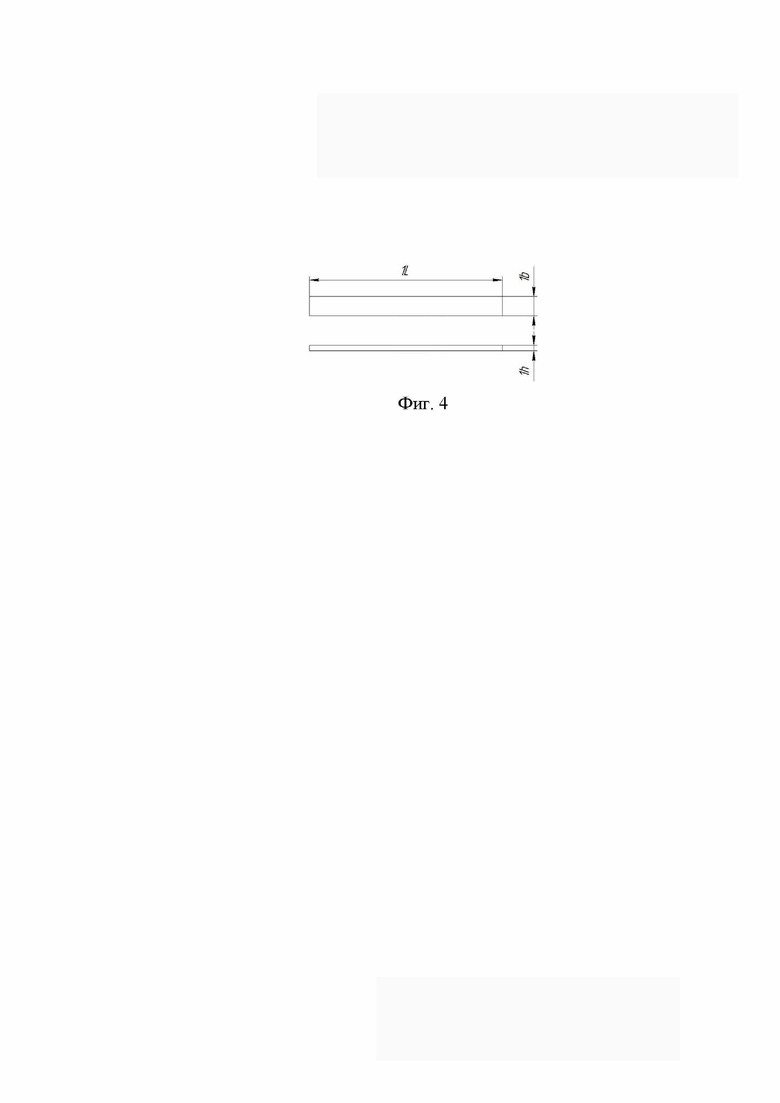
Инструмент представляет собой полировальную пластинку (фиг. 4), где 1L- длина, 1b- ширина, 1h - толщина.
Инструмент обладает:
- прочность на изгиб - 50 МПа;
- твердостью 85 D по Шору;
- высокой способностью к самозатачиваемости;
- шероховатость поверхности после обработки Ra (0,12…0,075) мкм.
Примеры осуществления изобретения.
Пример 1. Приготавливают абразивную массу со следующем соотношением компонентов, мас. %:
Предел прочности на изгиб - 43 МПа.
Пример 2. Аналогичен примеру 1, но
Предел прочности на изгиб - 47 МПа.
Инструмент предназначен для ультразвуковой полировки поверхностей деталей и изделий из различных высокотехнологических металлов и сверхтвердых сплавов, а также для прецизионной полировки радиотехнических изделий (высокочастотный волновод, волоконнооптические коннекторы и т.д.) с помощью ультразвуковой полировальной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1000256A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2009 |
|
RU2419534C1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU1013245A1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2264283C1 |
| Абразивная масса на бакелитовой связке | 1978 |
|
SU775116A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1086626A1 |
| Масса для изготовления абразивного инструмента | 1980 |
|
SU973329A1 |
| Абразивная масса для изготовления полировального инструмента | 1979 |
|
SU870103A1 |
| Масса для изготовления абразивного инструмента | 1977 |
|
SU663574A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |

Изобретение относится к области абразивной обработки, а именно к инструментам для финишной полировки ультразвуковой машиной, и может быть использовано для полировки радиотехнических изделий и технологической оснастки. Абразивный инструмент изготовлен из композиции, содержащей органическую связку и абразивное зерно, и выполнен в виде бруска заданной геометрии методом прессования и бакелизации. Композиция для изготовления абразивного инструмента дополнительно содержит наполнители в виде криолита, пирита и асбеста и технологическую добавку в виде ортофосфорной кислоты. В качестве органической связки использована фенолформальдегидная смола, состоящая из жидкого бакелита и пульвербакелита. В качестве абразивного зерна использован алмаз детонационного синтеза. Приведено соотношение используемых ингредиентов. Расширяется область применения абразивного инструмента для ультразвуковой полировки поверхностей деталей на ультразвуковых машинах, повышается эффективность абразивной обработки. 4 ил.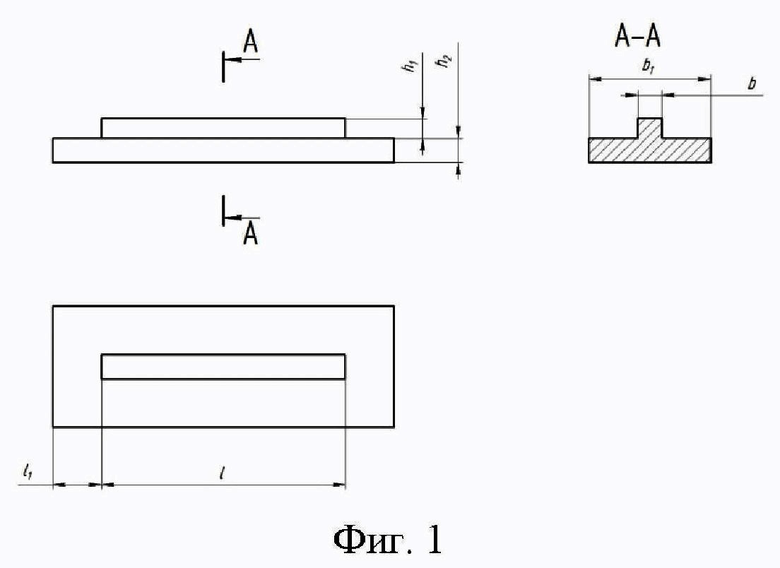
Абразивный инструмент для ультразвуковой полировки, изготовленный из композиции, содержащей органическую связку и абразивное зерно, отличающийся тем, что он выполнен в виде бруска заданной геометрии методом прессования и бакелизации, а композиция для изготовления абразивного инструмента дополнительно содержит наполнители в виде криолита, пирита и асбеста и технологическую добавку в виде ортофосфорной кислоты, причем в качестве органической связки использована фенолформальдегидная смола, состоящая из жидкого бакелита и пульвербакелита, а в качестве абразивного зерна использован алмаз детонационного синтеза, при следующем соотношении ингредиентов, мас. %:
| Абразивная масса на бакелитовой связке | 1978 |
|
SU775116A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2136480C1 |
| Абразивная масса для изготовления полировального инструмента | 1979 |
|
SU870103A1 |
| Абразивная масса на органической связке | 1978 |
|
SU706236A1 |
| АБРАЗИВНАЯ МАССА НА ОРГАНИЧЕСКОЙ СВЯЗКЕ С НАПОЛНИТЕЛЕМ | 0 |
|
SU315586A1 |
| Масса для изготовления абразивного инструмента | 1978 |
|
SU697305A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРЕБРЯНОГО ПОРОсоюзная..,В^Г::--<^^^^^ш,КА^'"': "- >& отена МВД-.. 6ti^«j_y --|5с vtateKfn.c | 0 |
|
SU248980A1 |

