(54) УСТРОЙСТВО ДЛЯ СБОРКИ МАГНИТОПРОВОДОВ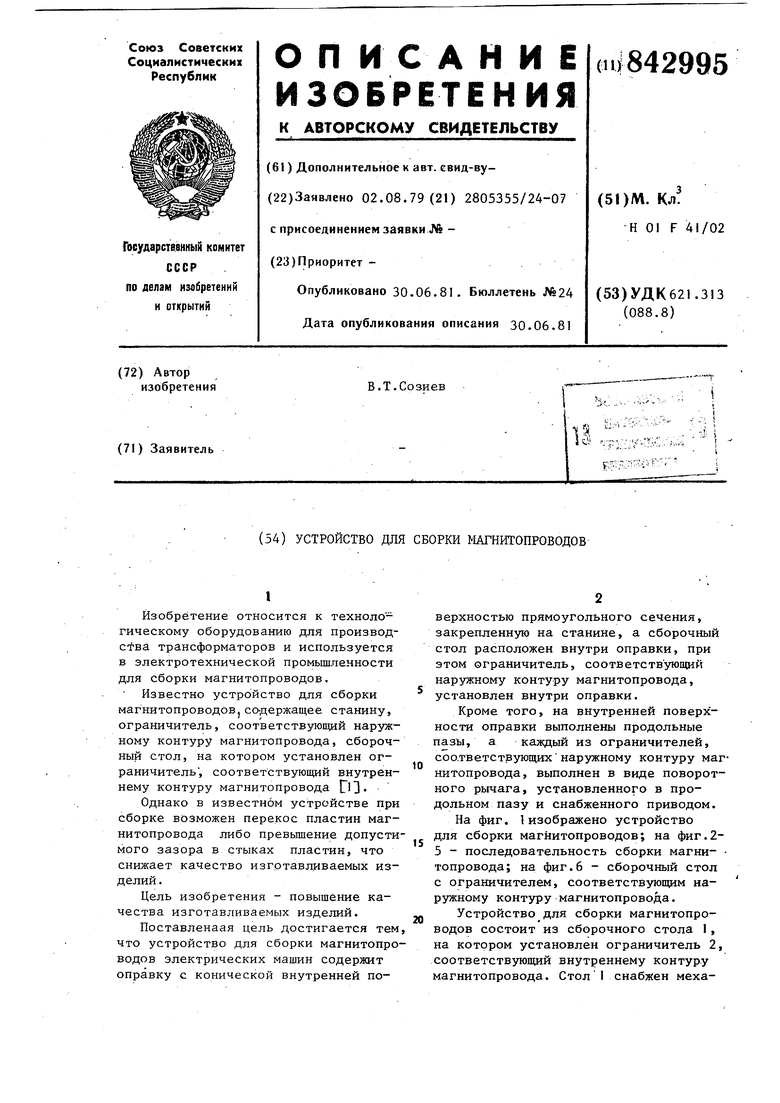
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ СБОРКИ ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА | 2010 |
|
RU2414016C1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Автоматическая линия резки рулонного материала | 1985 |
|
SU1360921A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ РАСКРОЯ ПЛАСТИН МАГНИТОПРОВОДОВ | 1970 |
|
SU265669A1 |
| Устройство для сборки магнитопроводов | 1989 |
|
SU1695408A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
I
Изобретение относится к технологическому оборудованию для производства трансформаторов и используется в электротехнической промышленности для сборки магнитопроводов.
Известно устройство для сборки магнитопроводов, со-держащее станину, ограничитель, соответствующий наружному контуру магнитопровода, сборочньм стол, на котором установлен ограничитель, соответствующий внутреннему контуру магнитопровода DD
Однако в известном устройстве при сборке возможен перекос пластин магнитопровода либо превьшение допустимого зазора в стыках пластин, что снижает качество изготавливаемых изделий .
Цель изобретения - повышение качества изготавливаемых изделий.
Поставленаая цель достигается тем что устройство для сборки магнитопроводов электрических машин содержит оправку с конической внутренней поверхностью прямоугольного сечения, закрепленную на станине, а сборочный стол расположен внутри оправки, при этом ограничитель, соответствующий наружному контуру магнитопровода, установлен внутри оправки.
Кроме того, на внутренней поверхности оправки выполнены продольные пазы, а каждый из ограничителей, соответствующихнаружному контуру магнитопровода, выполнен в виде поворотного рычага, установленного в продольном пазу и снабженного приводом.
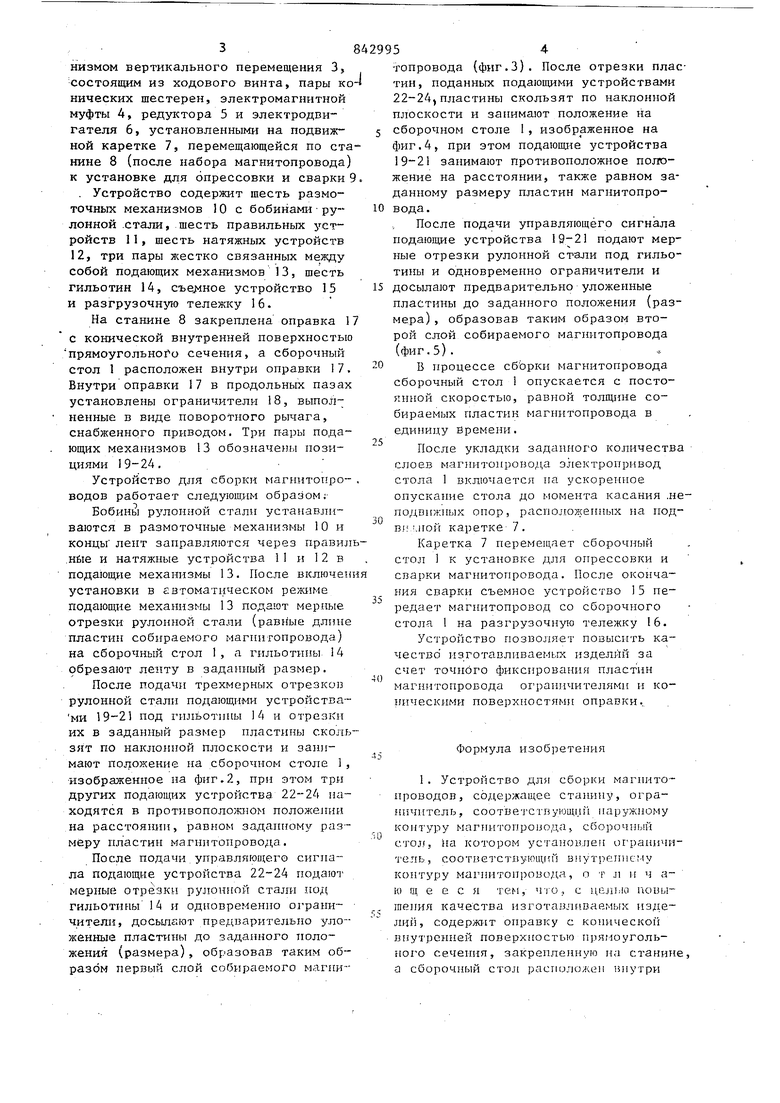
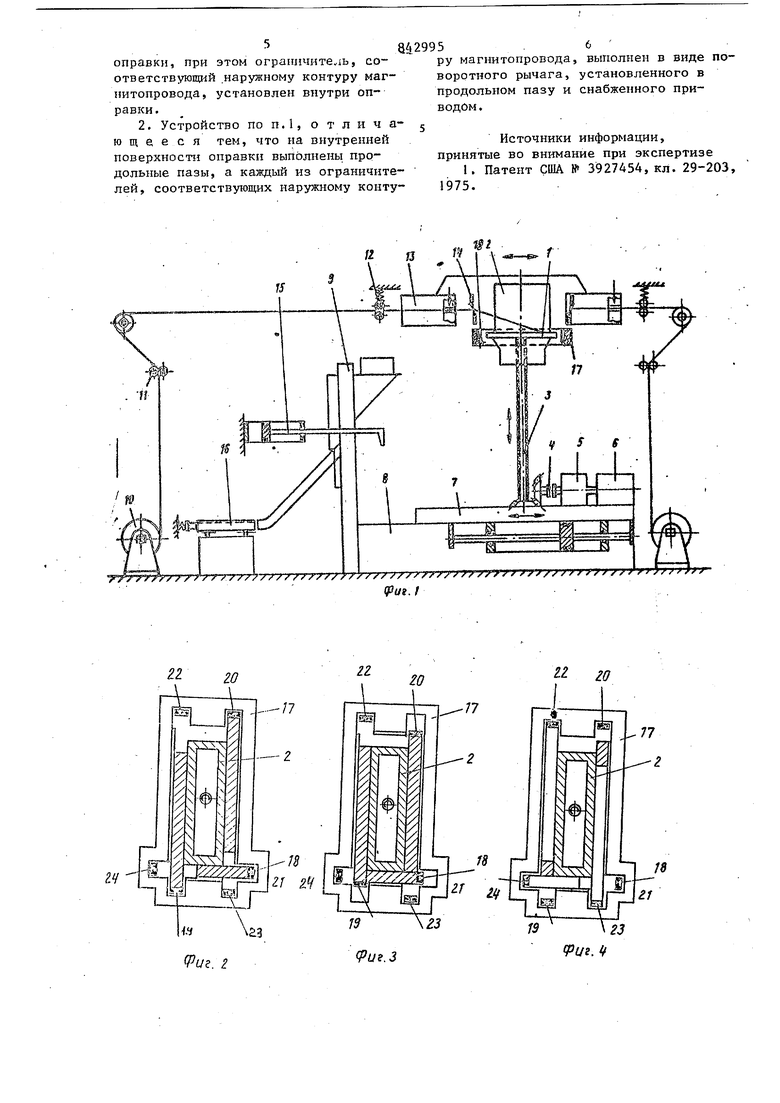
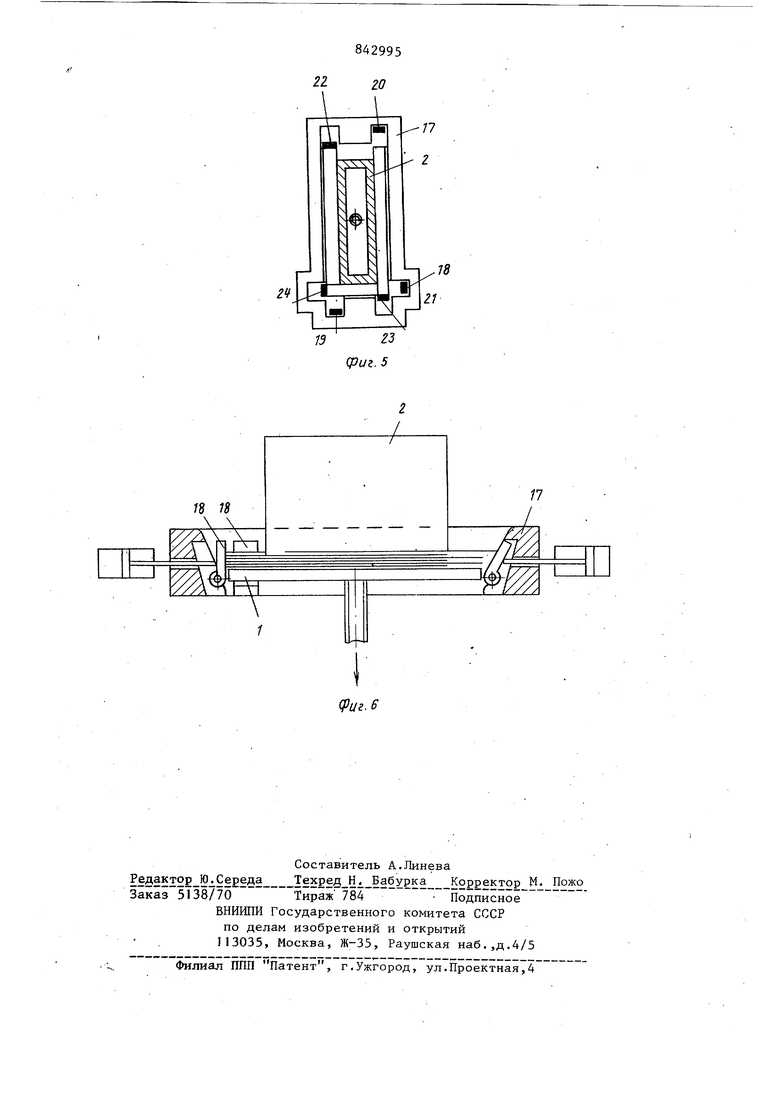
На фиг. 1 изображено устройство для сборки магнитопроводов; на фиг.25 - последовательность сборки магни- топровода; на фиг.6 - сборочный стол с ограничителем, соответствующим наружному контуру магнитопровода.
Устройство для сборки магнитопроводов состоит из сборочного стола I, на котором установлен ограничитель 2, соответствующий внутреннему контуру магнитопровода. Стол I снабжен меха3
низмом вертикального перемещения 3, состоящим из ходового винта, пары ко нических шестерен, электромагнитной муфты 4, редуктора 5 и электродвигателя 6, установленными на подвижной каретке 7, перемещающейся по ста Нине 8 (после набора магнитопровода) к установке для опрессовки и сварки 9
. Устройство содержит шесть размоточных механизмов 10 с бобинами рулонной .стали, шесть правильных устройств 11, шесть натяжных устройств 12, три пары жестко связанных между собой подающих механизмов 13, шесть гильотин 14, устройство 15 и разгрузочную тележку 16.
На станине 8 закреплена оправка 1 с конической внутренней поверхностью прямоугольного сечения, а сборочный стол 1 расположен внутри оправки 17. Внутри оправки 17 в продольных пазах установлены ограничители 18, выполненные в виде поворотного рычага, снабженного приводом. Три пары подающих механизмов 13 обозначены позициями 19-24,
Устройство для сборки aгнитo poводов работает следующим образом ;
Бобины рулопной стали устанавливаются в размоточные механизмы 10 и концы лент заправляютс5 через правил,H6ie и натяжные устройства 1 1 и 12 в подающие механизмы 13. После включен установки в гвтоматическом режиме подающие механизмы 13 подают мерные отрезки рулонной стали (равные длине пластин собираемого магнитопровода) на сборочный стол 1, а гильотины 14 9брезают ленту в заданный размер.
После подачи трехмерных отрезков рулонной стали подающими устройствами 19-21 под гильотины 14 и отрезки их в заданный размер пластины скользят по наклонной плоскости и занимают положение на сборочном столе 1, изображенное на фиг.2, при этом три других подающих устройства 22-24 находятся в ПРОТИВОПОЛО5КНОМ положении на расстоянии, равном заданному размеру пластин магпптопровода.
После подачи.управляющего сигнала подающие устройства 22-24 подают мерные отрезки рулонной стали но;; гильотины14 и одновременно ограничители, досылают предварительно уложенные пластины до заданного иоложени-Я (размера) , образовав таким образом первый слой собираемого магни9954
-гопровода (фиг.З). После отрезки пластин, поданных подающими устройствами 22-24,пластины скользят по наклонной плоскости и занимают положение на
сборочном столе 1, изображенное на фиг.4 , при этом подающие устройства 19-21 занимают противоположное положение на расстоянии, также равном заданному размеру пластин магнитопро0 вода.
После подачи управляющего сигнала подающие устройства 19-21 подают мерные отрезки рулонной стали под гильотины и одновременно ограничители и
5 досылают предварительно уложенные пластины до заданного положения (размера) , образовав таким образом второй слой собираемого магнитопровода (фиг.З).
О Б процессе сборки магнитопровода сборочный стол 1 опускается с постоянной скоростью, равной толщине собираемых пластин магнитопровода в
единицу Времени.
После укладки заданного количества
слоев магпитоировода электропривод стола 1 включается па ускоренное опускание стола до t-юмента касания .неподвижных опор, располол епиых на подви .1гой каретке 7 .
Каретка 7 перемещает сборочный стол 1 к установке для опрессовки и сварки магнитопровода. После окончания сварки съемное устройство 15 передает магиитопровод со сборочного стола 1 на разгрузочную тележку 16.
Устройство позволяет повысить качество изготавливаемых изделий за счет точного фиксирования пластин магнятопровода ограплчителями и коппческими поверхностями оправки..
Формула изобретения
оправки, при этом ограничитель, со-ру магнитопровода, выполнен в виде поответствующий .иаружному контуру маг-воротного рычага, установленного в
питопровода, установлен внутри оп-продольном пазу и снабженного приравки. водом.
ю щ а е с я тем, что на внутреннейИсточники информации,
поверхности оправки выполнены про-принятые во внимание при экспертизе дольные пазы, а каждый из ограничите- I. Патент США № 3927454, кл. 29-203,
лей, соответствующих наружному копту-1975. И П S 10
2i го
1323
(Риг. 5
