Известны автоматические линии для раскроя пластин матнитопроводав трансформаторов из рулонно-лолосовой электротехнической стали, состоящие из установленных ;по ходу технологического .процесса механизмов натяжения ленты, отрезки пластин и обрез,ки «уса, механизма подачи пластин и разгрузочно-разделительнаго устройства.
Целью изобретения я вляется сокрандение производственной площади под установку линии, повыщение производительности и качества пластин. Достигается она тем, что механизмы отрезки пластины и обрезки «уса выполнены в виде ПОДВИЖНОЙ в направлении подачи каретки с удлиненным хоботом, на котором установлен электромагнит для захвата отрезанных пластин.
Каретка взаимодействует с установочно-(переставным упором, определяющим требуемую величину пластины.
Разгрузочно-разделительное устройство выполнено передвижным в направлении, перпендикулярном движению лластины. Оно снабжено двумя группами электромагнитов, сблакирО|Ванных с электромагнитом, установленным на хоботе каретки подачи.
секций, смещенных ,к краям станины, имеющей выемку для ввода удлиненного хобота.
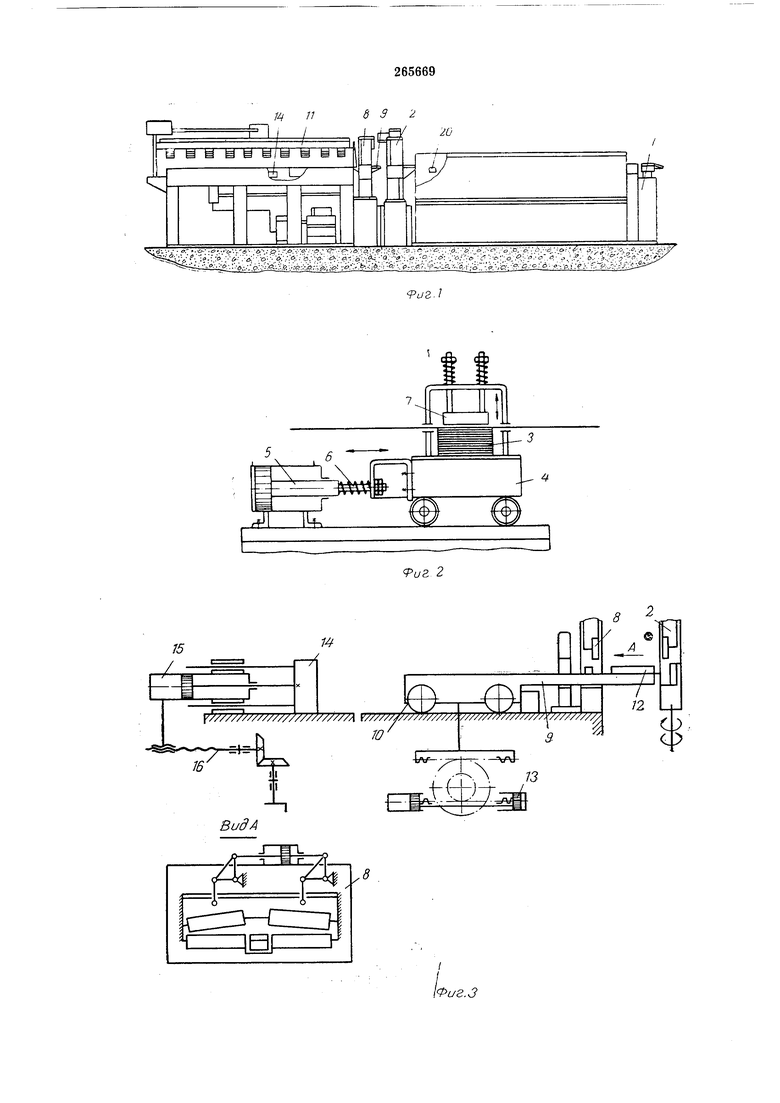
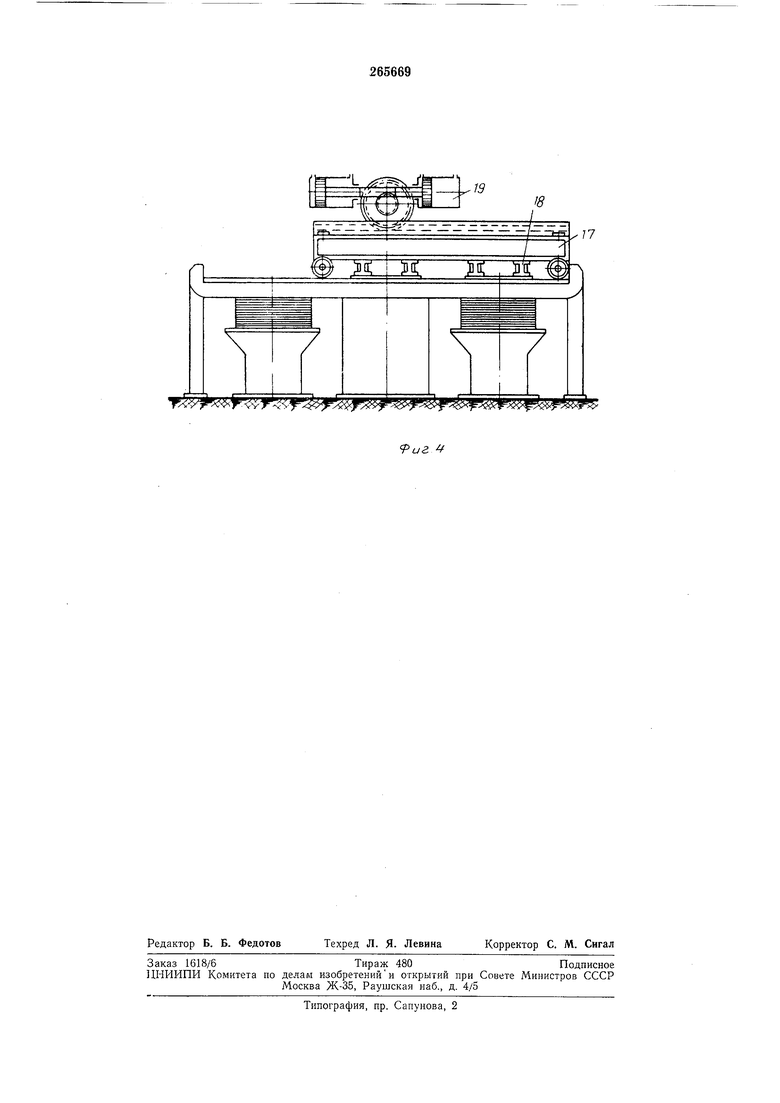
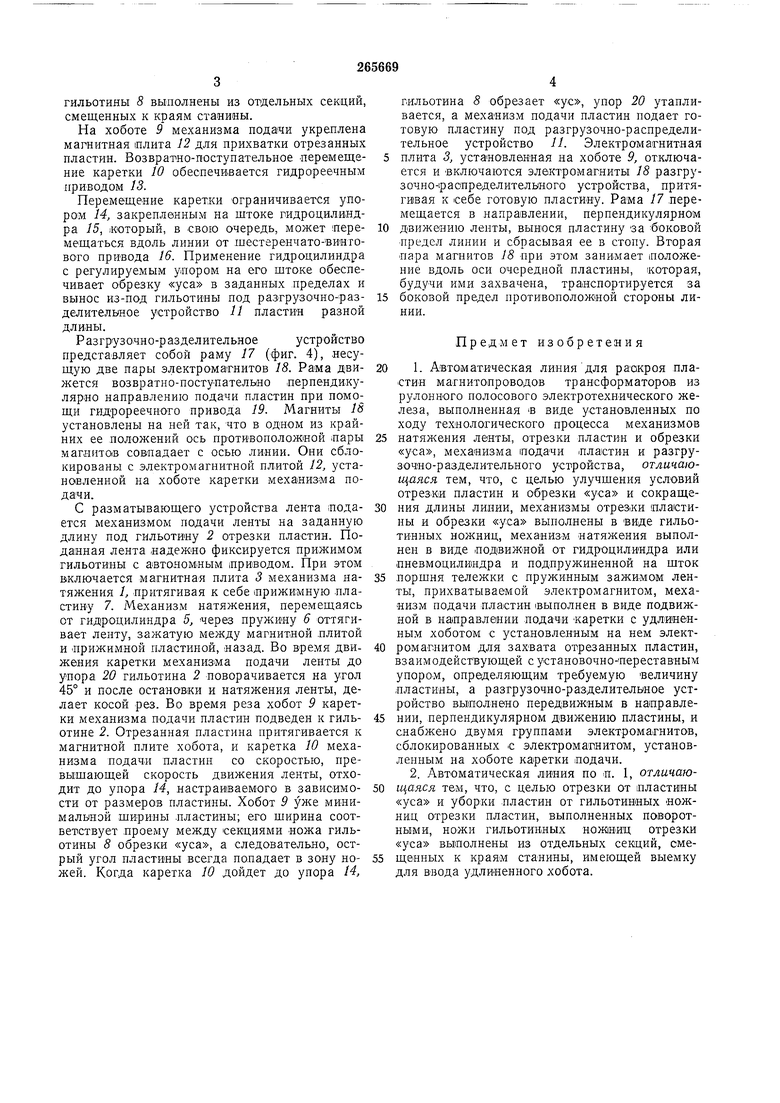
На фиг. 1 показан общий вид автоматической линии; на фиг. 2 - механизм натяжения; на фиг. 3 - механизм подачи пластин и обрезки на фиг. 4 - разгрузочно-разделительное устройство.
Механизм натяжения 1 служит для натяжения ленты после его подачи под гильотинные
ножницы 2 обрезки пластин. Он представляет собой электромагнитную плиту 3 (фиг. 2), перемещающуюся на каретке 4 возвратно-поступательно от гидроцилиндра 5, соединенного с кареткой через нружину 6, которая обеспечивает заданное усилие натяжения ленты при отрезке пластины.
Лента удерживается в механизме натяжения прижимной пластиной 7, которая расположена над .магнитной плитой 3.
Гильотинные ножницы 2 отрезки пластин выполнены поворотными.
Гильотина 8 для обрезки «уса имеет в нижней ножевой балке прорезь, в которую проходит хобот 9 каретки W механизма подачи пластин (фиг. 3), максимально приближаясь к поБюротной гильотине отрезки пластин, что обеспечивает захват и подачу коротких пластин |Под гильотину обрезки «уса 8 и под разгильотины 8 выполнены из отдельных секций, смещенных к краям станины. На хоботе 9 механизма подачи укреплена магнитная плита J2 для прихватки отрезанных пластин. Возвратно-поступательное перемещение каретки 10 обеспечивается гидрореечным приводом 13. Перемещение каретки ограничивается упором 14, закрепленным на щтоке гидроцилиндра 15, который, в свою очередь, может перемещаться вдоль линии от шестеренчато-виитового привода 16. Применение гидроцилиндра с регулируемым упором на его штоке обеспечивает обрезку «уса в заданных пределах и вынос из-под гильотины под разгрузочно-разделительное устройство 11 пластин разной Разгрузочно-разделительноеустройство представляет собой раму 17 (фиг. 4), несущую две пары электромагнитов 18. Рама движется возвратно-поступательно перпендикулярно направлению подачи пластин при помощи гидрореечного привода 19. Магниты IS установлены на ней так, что в одном из крайних ее положений ось противоположной пары магнитов совпадает с осью линии. Они сблокированы с электромагнитной плитой 12, установленной на хоботе каретки механизма подачи. С разматывающего устройства лента подается механизмом подачи ленты на заданную длину под гильотину 2 отрезки пластин. Поданная лента надежно фиксируется прижимом гильотины с автономным приводом. При этом включается магнитная плита 3 механизма натяжения 1, притягивая к себе прижимную пластину 7. Механизм натяжения, перемещаясь от гидроцилиндра 5, через пружину 6 оттягивает ленту, зажатую между магнитной плитой и прижимной пластиной, назад. Во время движения каретки механизма подачи ленты до упора 20 гильотина 2 поворачивается на угол 45° и после остановки и натяжения ленты, делает косой рез. Во время реза хобот 9 каретки механизма подачи пластин подведен к гильотине 2. Отрезанная пластина притягивается к магнитной плите хобота, и каретка 10 механизма подачи пластин со скоростью, превышающей скорость движения ленты, отходит до упора 14, настраиваемого в зависимости от размеров пластины. Хобот 9 уже минимальной ширины пластины; его ширина соответствует проему между секциями ножа гильотины 8 обрезки «уса, а следовательно, острый угол пластины всегда попадает в зону ножей. Когда каретка 10 дойдет до упора 14, гильотина 5 обрезает «ус, упор 20 утапливается, а механизм подачи пластин подает готовую пластину под разгрузочно-распределительное устройство 11. Электромагнитная плита 3, установленная на хоботе Я отключается и включаются электромагниты 18 разгрузочно-распределителвного устройства, притягивая к себе готовую пластину. Рама 17 .перемещается в направлении, перпендикулярном движению лепты, вынося пластину -за боковой предел линии и сбрасывая ее в стопу. Вторая пара магнитов 18 при этом занимает положение вдоль оси очередной пластины, которая, будучи ими захвачена, транспортируется за боковой предел противоположной стороны линии. Предмет изобретения 1. Автоматическая линиядля раакроя пластин магнитопроводов трансформаторов из рулонного полосового электротехнического железа, выполненная в виде установленных по ходу технологического процесса механизмов натяжения ленты, отрезки пластин и обрезки «уса, механизма иодачи пластин и разгрузочно-разделительного устройства, отличающаяся тем, что, с целью улучшения условий отрезки пластин и обрезки «уса и сокращения длины линии, механизмы отрез ки пластины и обрезки «уса выполнены в виде гильотинных ножниц, механизм натяжения выполнен в виде подвижной от гидроцилиндра или пневмоцилиидра и подпружиненной на шток поршня тележки с пружинным зажимом ленты, прихватываемой электромагнитом, механизм подачи пластин выполнен в виде подвижной в на1правлении подачн каретки с удлиненным хоботом с установленным на нем электромагнитом для захвата отрезанных пластин, взаимодействующей с установочно-переставньга упором, определяющим требуемую величину пластины, а разгрузочно-разделительное устройство выполнено передвижным в направлении, перпендикулярном движению пластины, и снабжено двумя группами электромагнитов, сблокированных с электромалнитом, установленным на хоботе каретки подачи. 2. Автоматическая линия по п. 1, отличающаяся тем, что, с целью отрезки от пластины «уса и уборки пластин от гильотинных ножниц отрезки пластин, выполненных поворотными, ножи гильотинных ножниц отрезки «уса выполнены из отдельных секций, смещенных к краям станины, имеющей выемку для ввода удлиненного хобота.
T. V™-- v r
VV 7 Vy
- O 5 VSVyvbV VV 9v y J
fua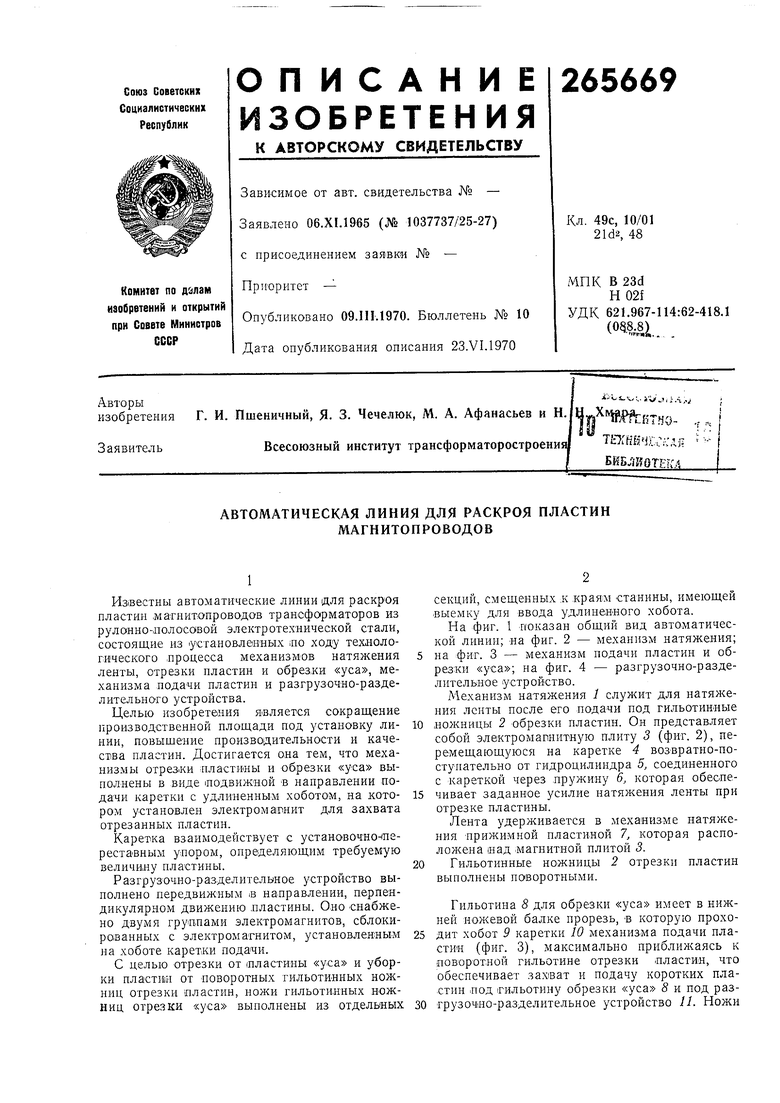
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия поперечного раскроя рулона | 1974 |
|
SU512870A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Автоматическая линия поперечного раскроя рулона | 1983 |
|
SU1184626A1 |
| Устройство для штучной подачи листовых заготовок | 1987 |
|
SU1479219A2 |
| Установка для изготовления теплоизоляционных минераловатных изделий с вертикальной слоистостью | 1982 |
|
SU1043136A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Механизированный комплекс для раскроя листового проката | 1981 |
|
SU941033A1 |
| Устройство для штучной подачи листовых заготовок | 1989 |
|
SU1696187A2 |
| Устройство для подачи листового материала | 1977 |
|
SU733890A1 |