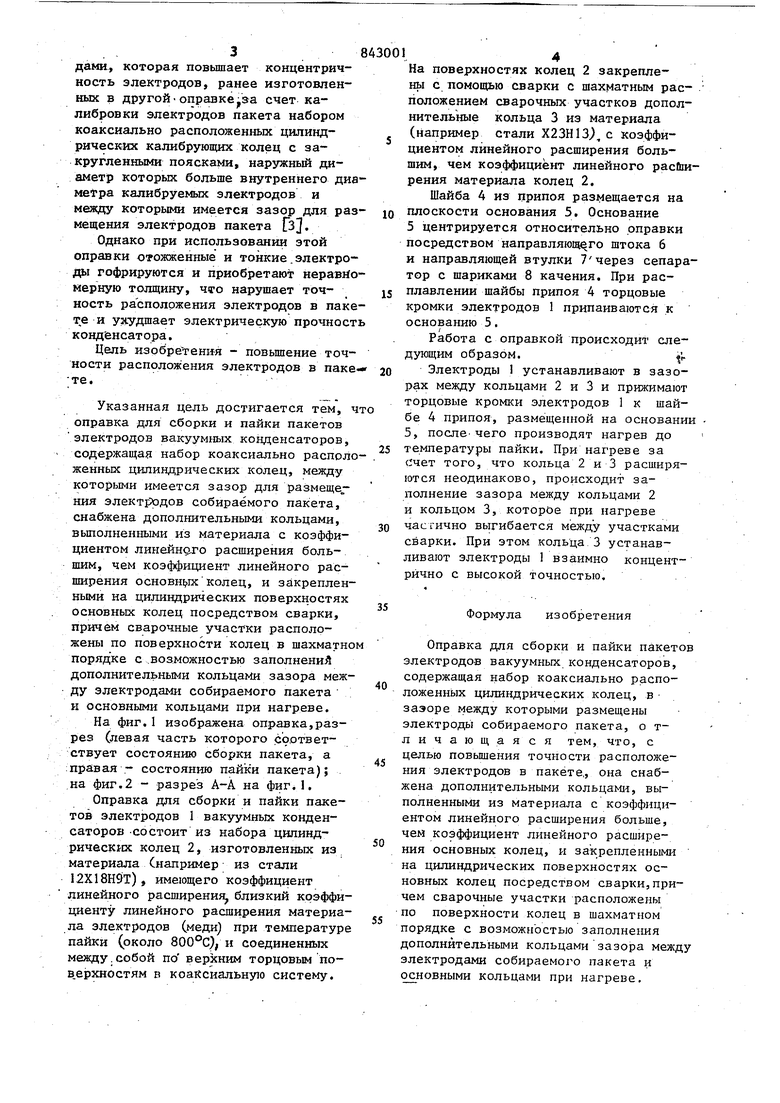
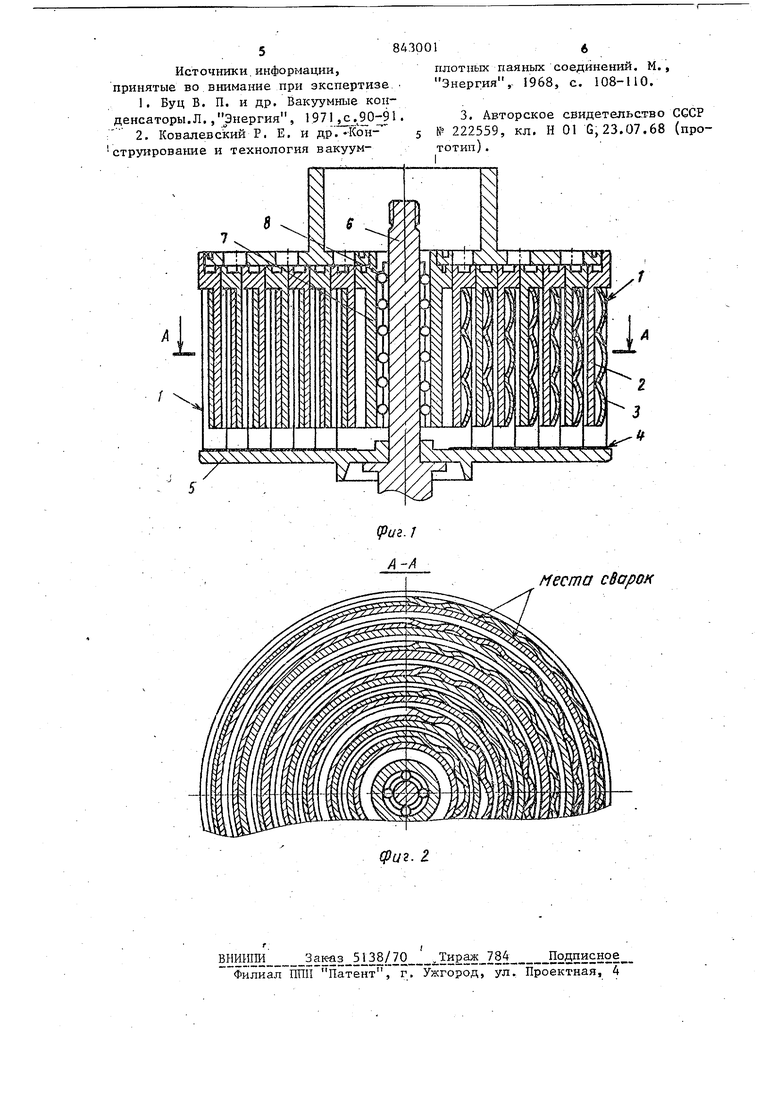
- . , Изобретение относится к производству конденсаторов и может быть использовано при сборке и пайке пакетов электродов вакуумных конденса торов . Известна оправка для изготовлен пакетов электродов вакуумных конден саторов j содержащая набор цшшндричес1 их колец, соединенных между собой по верх1шм торцовым поверхнос- . тям в коаксиальную систему 01 Недостатком известной оправки является то, что такая система в ви де строго концентричных направляющих колец, диаметры которых выполне несколько меньшими соответствующих номинальных диаметров электродов пакета (например на 0,03 мм) для легкой электродов и легкого съема пакетов после пайки из-за раз ,броса допусков на диаметры электродов (до 0,06 мм) не позволяет получать концентричность электродов, рав ную концентричности направляющих колец. Известна оправка, в которой для I исклю11ёния . зазора между направляющим кольцом и электродом при температуре пайки используется материал кольца с коэффициентом температурного расширения большим, чем у электрода 2}. . Однако изменение размеров направляющих колец и электродов пропорционально изменению температуры, диаметру и коэффициенту линейного расширения материала. Температура пайки и разность коэффициентов линейного расширения направляющих колец и электродов-величина постоянная, а размеры диаметров различных пар отличаются в несколько раз. Это ведет к неравномерному выбору и изменению электродных зазоров при пайке. Известна Taicsce оправка для изготовления вакуумных конденсаторов с коаксиально расположенными электро3дами, которая повьшает концентричность электродов, ранее изготовленных в другой-оправке за счет калибровки электродов пакета набором коаксиально расположенных цилиндрических калибрующих колец с закругленными поясками, наружный диаметр которых больше внутреннего ди метра калибруемых электродов и между которыми имеется зазор для ра мещения электродов пакета Гз}. Однако при использовании этой оправки отожженные и тонкие.электро да гофрируются и приобретают неравй мерную толщину, что нарушает точность расположения электродов в пак т,е и ухудшает электрическую прочнос конденсатора. Цель изобретения - повьшение точ ности расположения электродов в пак ;те. Указанная цель достигается тем, оправка для сборки и пайки пакетов электродов вакуумных конденсаторов, содержащая набор коаксиально распол женных цилиндрических колец, между которыми имеется зазор для размещения электродов собираемого пакета, снабжена дополнительными кольцами, выполненными из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения ocHOBH ix колец, и закреплен ными на цилиндрических поверхностях основных колец посредством сварки, причем сварочные участки расположены по поверхности колец в шахматн порядке с .возможностью заполнений дополнительными кольцами зазора меж ду электродами собираемого пакета и основными кольцами при нагреве. На фиг.1 изображена оправка,разрез (левая часть которого соответствует состоянию сборки пакета, а правая - состоянию пайки пакета); на фиг.2 - разрез А-А на фиг.1. Оправка для сборки и пайки пакетов электродов 1 вакуумных конденсаторов -состоит из набора цилиндрических колец 2, изготовленных из материала (например из стали 12X18Н9Т), имеющего коэффициент линейного расширения, близкий коэффи циенту линейного расширения материа ла электродов (меди) при температур пайки (около 800°С), и соединенных между.собой по верхним торцовым пов.ерхностям в коаксиальную систему. На поверхностях колец 2 закреплень1 с помощью сварки с шахматным расположением сварочных участков дополнительные кольца 3 из материала (например стали Х23Н13, с коэффициентом линейного расширения большим, чем коэффициент линейного расйирения материала колец 2. Шайба 4 из припоя размещается на плоскости основания 5. Основание 5 центрируется относительно оправки посредством направляющего штока 6 и направляющей втулки 7через сепаратор с шариками 8 качения. При расплавлении шайбы припоя 4 торцовые кромки электродов 1 припаиваются к основанию 5. Работа с оправкой происходит следующим образом. Электроды 1 устанавливают в зазорах между кольцами 2 и 3 и прижимают торцовые кромки электродов 1 к шайбе 4 припоя, размещенной на основании 5, после- чего производят нагрев до температуры пайки. При нагреве за счет того, что кольца 2 и 3 расширяются неодинаково, происходит заполнение зазора между кольцами 2 и кольцом 3, которое при нагреве частично выгибается между участками сварки. При этом кольца 3 устанавливают электроды 1 взаимно концентрйчно с высокой точностью. Формула изобретения Оправка для сборки и пайки пакетов электродов вакуумных конденсаторов, содержащая набор коаксиально расположенных цилиндрических колец, в зазоре между которыми размещены электроды собираемого пакета, о тличающаяся тем, что, с целью повышения точности расположения электродов в пакете,, она снабжена дополнительными кольцами, выполненными из материала с коэффициентом линейного расширения больше, чем коэффициент линейного расширения основных колец, и закрепленными на цилиндрических поверхностях основных колец посредством сварки,причем сварочные участки расположены по поверхности колец в шахматном порядке с возможностью заполнения дополнительными кольцами зазора между электродами собираемого пакета и О новными кольцами при нагреве. Источники.информации, принятые во внимание при экспертизе 1.Буц В. П. и др. Вакуумные конденсаторы. Л. , Энергия, 197 l...,p- 1 2.Ковалевский Р. Е. и др --Конструирова ше и технопогия вакуум84300
Места сВарО}
фиг.г 16 плотных паяных соединений. М., Энергия, 1968, с. 108-110. 3. Авторское свидетельство СССР № 222559, кл. Н 01 G,23.07.68 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для пайки пакетов электродов вакуумных конденсаторов | 1984 |
|
SU1199507A1 |
| Приспособление для пайки | 1980 |
|
SU893430A1 |
| Приспособление для пайки | 1976 |
|
SU580066A1 |
| Способ изготовления вакуумных конденсаторов | 1977 |
|
SU748532A1 |
| Способ изготовления вакуумных конденсаторов | 1977 |
|
SU662985A1 |
| Вакуумный выключатель высокого напряжения | 1977 |
|
SU662991A1 |
| Способ изготовления электрода для контактной точечной сварки | 1990 |
|
SU1748977A1 |
| Способ пайки графита с металлом | 1989 |
|
SU1798071A1 |
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
