1
Изобретение относится к радиотехнической промышленности и может быть использовано для автоматической сортировки радиодеталей с осевыми вьшодами, действительные значения электрических параметров которых лежат вн заданного диапазона допускаемых отклонений, а также для подготовки выводов радиоэлементов для ручной или автоматической , особенно на печатных платах, в устройствах для подготовки радиодеталей с осевыми вьшодами к монтажу.
Известно устройство дпя подготовки радиодеталей с осевыми выводами к монтажу, содержащее механизм гибки вьшолненный в виде неподвижной матРИ1У 1 с профилированными поверхностями и подвижного гибочного элемента, и зажимной механизм, выполненный в виде подвижных диэлектрических ползунов с контактными элементами, расположенными напротив профилированных поверхностей нетюдвижной матрицы
механизма гибки и соединенными с измерительным блоком С I.
Недостаток устройства заключается в том, что контроль и формовка осуществляются отдельными механизмами, расположенными последовательно по технологическому процессу контроля и формовки радиодеталей, что уменьшает производительность, увеличивает габаритные размеры системы, снижает качество контроля радиоэлементов при подготовке «х к монтажу.
Цель изобретения - расширение функциональных .возможностей и повышение производительности.
Указанная цель достигается тем, что в известном устройстве дпя подготовки радиодеталей с осевыми выводами к монг тажу, содержащем механизм гибки, выполненный в виде неподвижной матрицы с профилированными поверхностями и подвижного гибочного элемента, и зажимной механизм, выполненный в виде подвижных диэлектрических ползунов с
I контактными элементами, расположенными напротив профилированных поверх ностей неподвижной матрицы механизма
гибки и соединенными с измерительным блоком, неподвижная матрица механиз- ма гибки выполнена в виде диэлектрической пластины и установленных на ней с зазором токопроводящих полуматриц, а каждый контактный элемент зажимного механизма выполнен в виде пластины с профилированной и режущей рабочей кромкой.
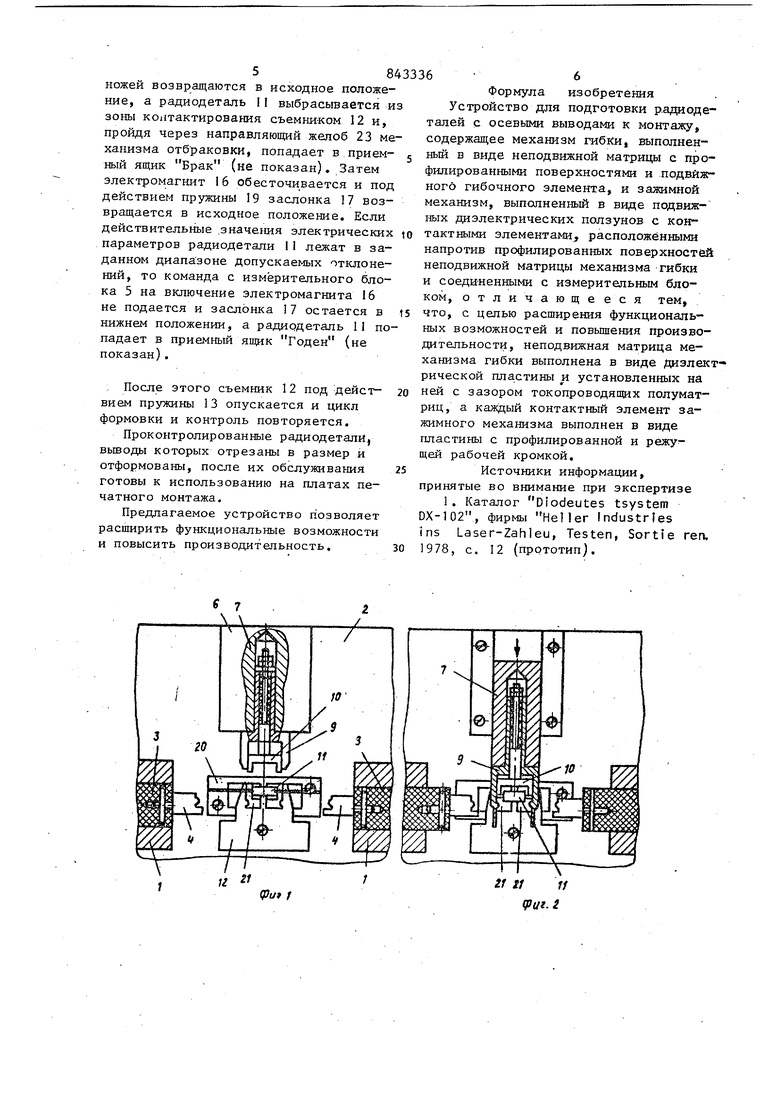
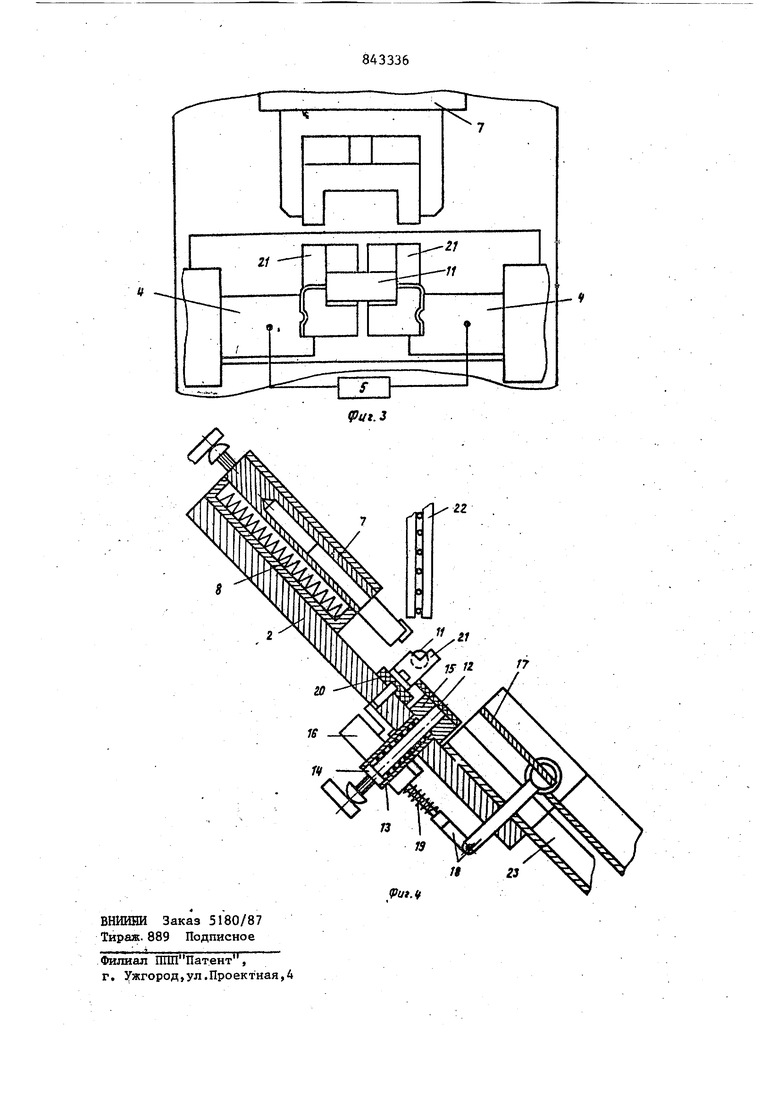
На фиг 1 показано устройство для подготовки радиодеталей с осевыми выводами к монтажу, в исходном положенки; на фиг. 2 - то же, в рабочем положении; на фиг. 3 - то же, вид сверху; на фиг. 4 - то же, вид сбоку. Устройство для подготовки радиодеталей с осевыми выводами к монтажу содержит механизм отрезки выводов радиодеталей, выполненных в виде двух корпусов 1, жестко связанных с основанием 2, в которых установлены подвижные диэлектрические ползуны 3, сое
диненные с приводом горизонтально-поступательного перемещения (не показан) контактные элементы 4, закрепленные в йодвижных диэлектрических ползунах 3 и соединенные с измерительным блоком 5 механизма отбраковки. «
Механизм формовки выводов радиодеталей, выполненный из корпуса 6, в котором расположен ползун 7 и возвратной пружины 8, В ползуне 7 жестко закреплен сменный гибочный элемент 9, соединенный с подпружиненным штоком 10, обеспечивакжщй фиксацию вьшодов радиодетали 11.
Механизм съема радиодеталей 11, выполненный в виде съемника 12, пружины 13, оси }4 и втулки 15. Механизмы формовки и отрезки выводов радиодеталей 11 и механизм съема жестко закреплены на основании 2.
Механизм отбраковки, расположенный на основании 2, выполнен в виде измерительного блока 5, электрически соединенного через контактные элементы 4, выполненные в виде пластин с профилированными режущими рабочими кромками с контролируемой радиодеталью П , электромагнита 16, заслонки 17, жестко связанной с системой 18 рычагов, и пружины J9. Неподвижная матрица жестко закреплена на основании 2 и выполнена в виде диэлектрической пластины 20, на
которой жестко с зазором между собой закреплены две токопроводящие полуматрицы 21, причем токопроводящие полуматрицы 21, контактные элементы 4 и гибочный элемент 9 являются сменными, содержат несколько групп, каждая из которых соответствует радиодеталям 11 определенного типоразмера.
Устройство работает следующим образом.
Радиодеталь 1 1 из механизма 22 заг рузки подается на опорные поверхности токопроводящих полуматриц 21. Ползун 7, в котором жестко закреплены гибочный элемент 9 с подпружиненным штоком 10, от привода (не показан) перемещается в направлении, указанном стрелкой (фиг. 2).
Подпружиненный шток 10 прижимает выводы радиодетали 11 к опорным поверхностям токопроводящих полуматриц 21, а при дальнейшем перемещении гибочный элемент 9 формует выводы . радиодетали 1 (фиг. 2).
После окончаршя формовки ползун 7 под действием возвратной пружины 8 отходит в исходное положеьше, а контактные элементы 4, выполняющие функцию формовочных отрезных ножей, подводятся к радиодетали 11, находящейся на опорных поверхностях токопроводящих полуматриц 21, отрезают в размер выводы радиодетали 11 и поджимают своими формовочными поверхностями,профилированными режушлми рабочими кромками, выводы радиодетали 1 1 к формовочным плоскостям, профилированным поверхностям,токопроводящих полуматриц 21, обеспечивая надежный контакт
для контроля. Таким образом, одновре менно производится формовка, отрезка и контактирование выводов радиодетали 11, причем конфигурация обработанных выводов будет соответствовать
форме профилированных поверхностей токопроводящих полуматриц. Контроль электрических параметров радиодетали 11 производится при помощи измерительного блока 5. Если действительные значения электрических параметров радиодетали 11 лежат вне заданного диапазона допускаемых отклонений, то из.мерительный блок 5 подает команду на включение электромагнита 16, который
через систему 18 рычагов поворачивает заслонку 17 в верхнее положение, при этом контактные элементы 4, выполняющие функцию формовочных отрезных
ножей возвращаются в исходное положение, а радиодеталь II выбрасывается и зоны контактирования съемником 12 и, пройдя через направляющий желоб 23 механизма отбраковки, попадает в приемный ящик Брак (не показан). Затем электромагнит 16 обесточивается и под действием пружины 19 заслонка 17 возвращается в исходное положение. Если действительные .значения электрических параметров радиодетали I1 лежат в заданном диапазоне допускаемых отклонений, то команда с измерительного блока 5 на включение электромагнита 16 не подается и заслонка 17 остается в нижнем положении, а радиодеталь II попадает в приемный ящик Годен (не показан),
После этого съемник 12 под -деиствием пружины 13 опускается и цикл формовки и контроль повторяется.
Проконтролированные радиодетали, вьшоды которых отрезаны в размер и отформованы, после их обслуживания готовы к использованию на платах печатного монтажа.
Предлагаемое устройство пЪзволяет расширить функциональные возможности и повысить производительность.
Формула изобретения Устройство для подготовки радиодеталей с осевыми выводами к монтажу, содержащее механизм гибки, выполненньш в виде неподвижной матрицы с профилированными поверхностями и подвижного гибочного элемента, и зажимной механизм, выполненный в виде подвижных диэлектрических ползунов с контактными элементами, расположенными напротив профилированных поверхностей неподвижной матрицы механизма гибки и соеди-ненными с измерительным блоком, отличающееся тем, что, с целью расширения функциональных возможностей и повьшения производительности, неподвижная матрица механизма гибки выполнена в виде диэлекрической пластины и установленных на ней с зазором токопроводящих полуматриц, а каждый контактный элемент зажимного механизма выполнен в виде пластины с профилированной и режу щей рабочей кромкой.
Источники информации, принятые во внимание при экспертизе
1. Каталог Diodeutes tsystem DX-102, фирмы Heller Industries ins Laser-Zahleu, Testen, Sortie ran, 1978, c. 12 (прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки выводов радиодеталей к монтажу | 1981 |
|
SU999187A1 |
| Устройство для формовки выводов радиодеталей | 1987 |
|
SU1499539A1 |
| Штамп совмещенного действия для гибки и отрезки выводов | 1978 |
|
SU752840A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами к измерительному блоку | 1984 |
|
SU1220149A1 |
| Устройство для подготовки выводов радиодеталей | 1982 |
|
SU1026332A1 |
| Устройство для контроля электрических параметров радиодеталей | 1983 |
|
SU1264247A1 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
| Устройство для установки радиодеталей на платы с печатным монтажом | 1960 |
|
SU133932A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И ОБРЕЗКИ ПЛОСКИХ ВЫВОДОВ РАДИОДЕТАЛЕЙ | 1972 |
|
SU349127A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1989 |
|
SU1734252A1 |
iput.i
