1
Изобретение относится к обработке металлов давлением и может быть использовано в прокатных станах, в частности в роликобарабанных моталках широкополосных станов горячей прокатки.
Известны механизмы формирования моталок горячих полос, содержащие установленные в кассетах на подшипниковых опорах формируюш,ие ролики с приводом от закрепленных на фундаментах электродвигателей, соединенных с роликами карданными валами 1.
Недостаток таких механизмов - низкая работоспособность карданных валов, обусловленная значительными углами перекоса вследствие перемещения механизма формирования при намотке рулонов.
Известен также механизм формирования к устройству для намотки, содержащий кассеты, закрепленные на кассетах оси, установленные на осях формирующие ролики, состоящие из оси и бочки, а механизмы вращения роликов выполнены в виде гидротурбин, имеющих рабочие колеса и направляющие аппараты 2.
Недостатком такого механизма формирования является консольное расположение гидротурбинного привода, что увеличивает габариты механизма и снижает динамическую прочность шеек роликов. Другим недостатком механизма является закрепление на кассете направляющих аппаратов. При изгибе роликов увеличивается угол перекоса рабочих колес относительно направляющих аппаратов, что может привести к разрушению лопастей турбин.
Целью изобретения является повышение надежности механизма и улучшения качества намотки.
Эта цель достигается тем, что гидротурбины расположены внутри бочек роликов, рабочие колеса смонтированы на внутренней поверхности бочек роликов, а направляющие аппараты - на осях, причем оси закреплены в кассетах концевыми участками.
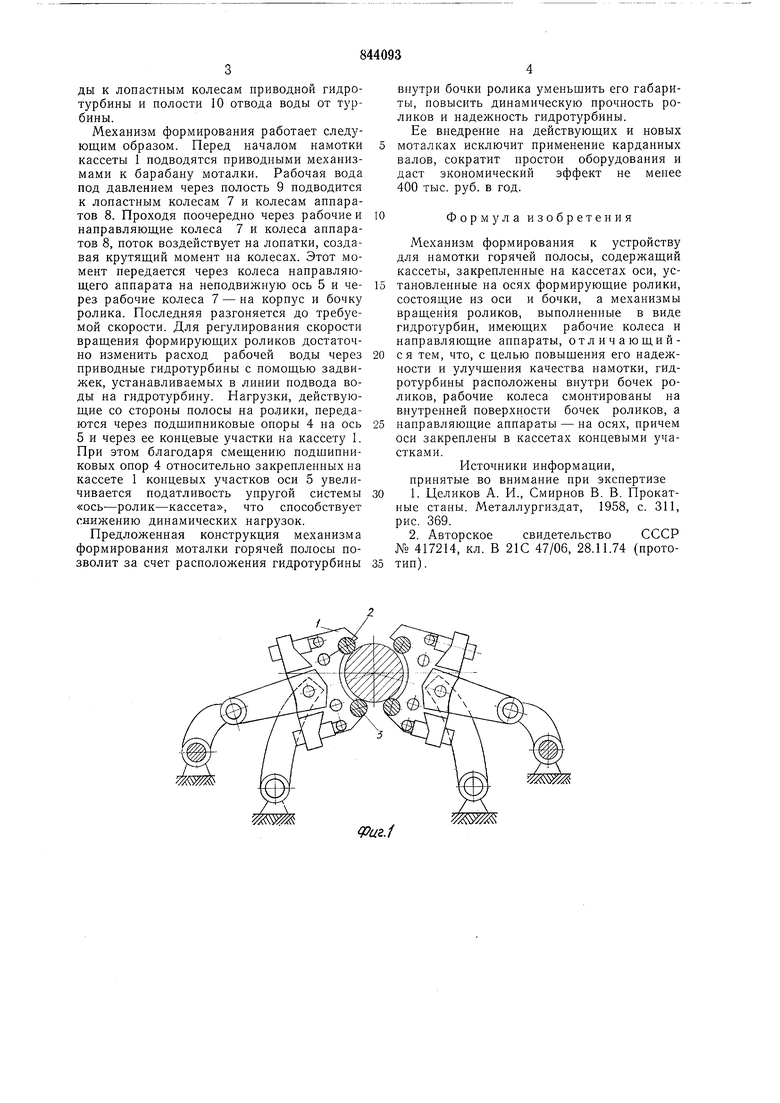
На фиг. 1 показан механизм формирования; на фиг. 2 - один из формирующих роликов моталки, продольный разрез.
Механизм формирования содержит кассету 1, несущую формирующие ролики 2 и 3. Подшипниковые опоры 4 роликов 2 установлены на оси 5, концевые участки которой закреплены на кассете 1, Внутри бочки ролика 2 расположен корпус 6 гидротурбины, являющейся приводным двигателем ролика. В корпусе 6 закреплены лопастные рабочие колеса 7. На оси 5 ролика закреплены направляющие аппараты 8. В оси 5 выполнены полости 9 подвода рабочей воды к лопастным колесам приводной гидротурбины и полости 10 отвода воды от турбины.
Механизм формирования работает следующим образом. Перед началом намотки кассеты 1 подводятся приводными механизмами к барабану моталки. Рабочая вода под давлением через полость 9 подводится к лопастным колесам 7 и колесам аппаратов 8. Проходя поочередно через рабочие и направляющие колеса 7 и колеса аппаратов 8, поток воздействует на лопатки, создавая крутящий момент на колесах. Этот момент передается через колеса направляющего аппарата на неподвижную ось 5 и через рабочие колеса 7 - на корпус и бочку ролика. Последняя разгоняется до требуемой скорости. Для регулирования скорости вращения формирующих роликов достаточно изменить расход рабочей воды через приводные гидротурбины с помощью задвижек, устанавливаемых в линии подвода воды на гидротурбину. Нагрузки, действующие со стороны полосы на ролики, передаются через подшипниковые опоры 4 на ось 5 и через ее концевые участки на кассету 1. При этом благодаря смещению подшипниковых опор 4 относительно закрепленных на кассете 1 концевых участков оси 5 увеличивается податливость упругой системы «ось-ролик-кассета, что способствует снижению динамических нагрузок.
Предложенная конструкция механизма формирования моталки горячей полосы позволит за счет расположения гидротурбины
внутри бочки ролика уменьшить его габариты, повысить динамическую прочность роликов и надежность гидротурбины.
Ее внедрение на действующих и новых моталках исключит применение карданных валов, сократит простои оборудования и даст экономический эффект не менее 400 тыс. руб. в год.
Формула изобретения
Механизм формирования к устройству для намотки горячей полосы, содержащий кассеты, закрепленные на кассетах оси, установленные на осях формирующие ролики, состоящие из оси и бочки, а механизмы вращения роликов, выполненные в виде гидротурбин, имеющих рабочие колеса и направляющие аппараты, отличающийс я тем, что, с целью повышения его надежности и улучшения качества намотки, гидротурбины расположены внутри бочек роликов, рабочие колеса смонтированы на внутренней поверхности бочек роликов, а
направляющие аппараты - на осях, причем оси закреплены в кассетах концевыми участками.
Источники информации, принятые во внимание при экспертизе
1. Целиков А. И., Смирнов В. В. Прокатные станы. Металлургиздат, 1958, с. 311, рис. 369.
2. Авторское свидетельство СССР № 417214, кл. В 21С 47/06, 28.11.74 (прототип).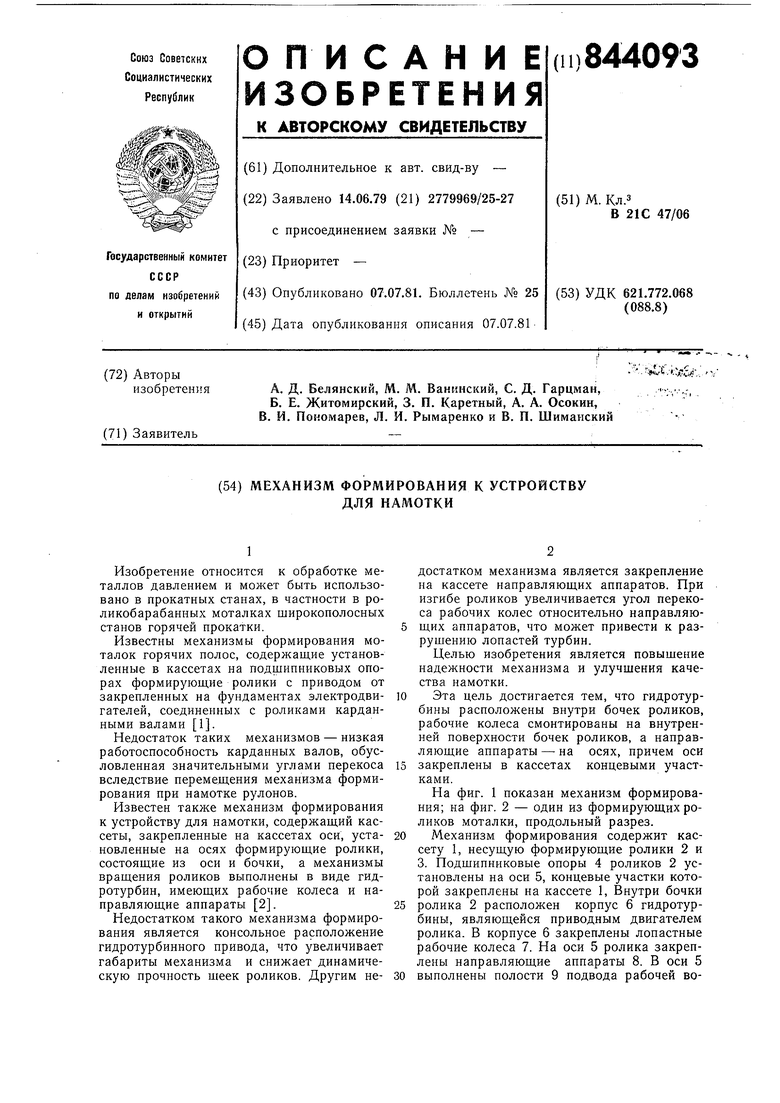
| название | год | авторы | номер документа |
|---|---|---|---|
| Моталка листового стана горячей прокатки | 1975 |
|
SU527227A1 |
| Моталка листового стана горячей прокатки | 1987 |
|
SU1523211A1 |
| Механизм формирования рулона к моталке горячей полосы | 1980 |
|
SU867449A1 |
| Механизм формирования моталки | 1990 |
|
SU1722649A1 |
| Моталка горячей полосы | 1980 |
|
SU902896A1 |
| Моталка листового стана горячейпРОКАТКи | 1979 |
|
SU822944A1 |
| Способ намотки в рулон горячекатаной полосы | 1981 |
|
SU1003956A1 |
| Роликодержатель моталки горячей полосы | 1978 |
|
SU721152A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Проволочная моталка | 1978 |
|
SU766701A1 |

fpuz.1
