(54) МОТАЛКА ГОРЯЧЕЙ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| Моталка листового стана горячейпРОКАТКи | 1979 |
|
SU822944A1 |
| ТЯНУЩЕ-ЗАДАЮЩИЕ РОЛИКИ МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 2001 |
|
RU2226440C2 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Устройство для задачи полосы в моталку | 1972 |
|
SU449754A1 |
| Моталка листового стана горячей прокатки | 1975 |
|
SU527227A1 |
| МОТАЛКА ГОРЯЧЕЙ ПОЛОСЫ | 1973 |
|
SU389861A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМОТКИ ТОНКОЙ АМОРФНОЙ ЛЕНТЫ, СХОДЯЩЕЙ С ЛИТЕЙНОГО БАРАБАНА | 2010 |
|
RU2428277C1 |
| Тянущие ролики моталки горячейпОлОСы | 1979 |
|
SU837455A1 |
I
Изобретение относится к обработке металлов давлением, в частности к производству прокаткой горячекатанного листа.
Известна моталка горячей полосы, содержащая закрепленные на станине проводки, на выходе из которых помещен барабан с расположенными вокруг него ограничительными роликами, связанными с карданными приводами их вращения и поступательного перемещения. От направляющего затвора к барабану моталки смонтированы самостоятельно работающие проводки листового проката 1.
Однако при монтаже, а затем и при эксплуатации между этими проводками образуются зазоры, которые трудно поддаются регулировке. При движении листового проката передний конец его попадает в образовавщийся зазор между проводками, вызывая забуривание полосы в проводковой арматуре, что ведет к выводу из строя механизмов моталки, простою стана и браку листового проката. Кроме того, после забуривания полосы требуется выполнить большой объем ремонтных работ по восстановлению поломанных деталей моталки, что ведет к дополнительному простою стана. Ремонтные работы проводятся в стесненных условиях и при высокой температуре.
Известна также моталка горячей полосы, содержащая закрепленную на станине проводковую арматуру, состоящую из направляющего затвора, средней проводки с ребрами жесткости на ее внещних сторонах и качающейся проводки, на выходе которой установлен барабан с расположенными вокруг него формирующими роликами 2.
За счет выполнения средней проводки с. ребрами жесткости увеличивается долговечность ее работы, однако возможность, забуривания полосы остается очень больщой, что приводит к снижению производительности.
Целью изобретения является повыщение производительности путем исключения забуривания полосы в проводковой арматуре.
Указанная цель достигается тем, что в моталке горячей полосы, содержащей закрепленную на станине проводковую арматуру, состоящую из направляющего затвора, средней проводки с ребрами жесткости на ее внещних сторонах и качающейся проводки, на выходе из которой установлен барабан с расположенными вокруг него формирующими роликами, средняя проводка выполнена с сечением в виде замкнутого прямоугольника, нижняя часть направляющего затвора и верхняя часть средней проводки выполнены в виде гребенок, при этом выступы гребенки направляющего затвора сопряжены с пазами гребенки средней проводки.
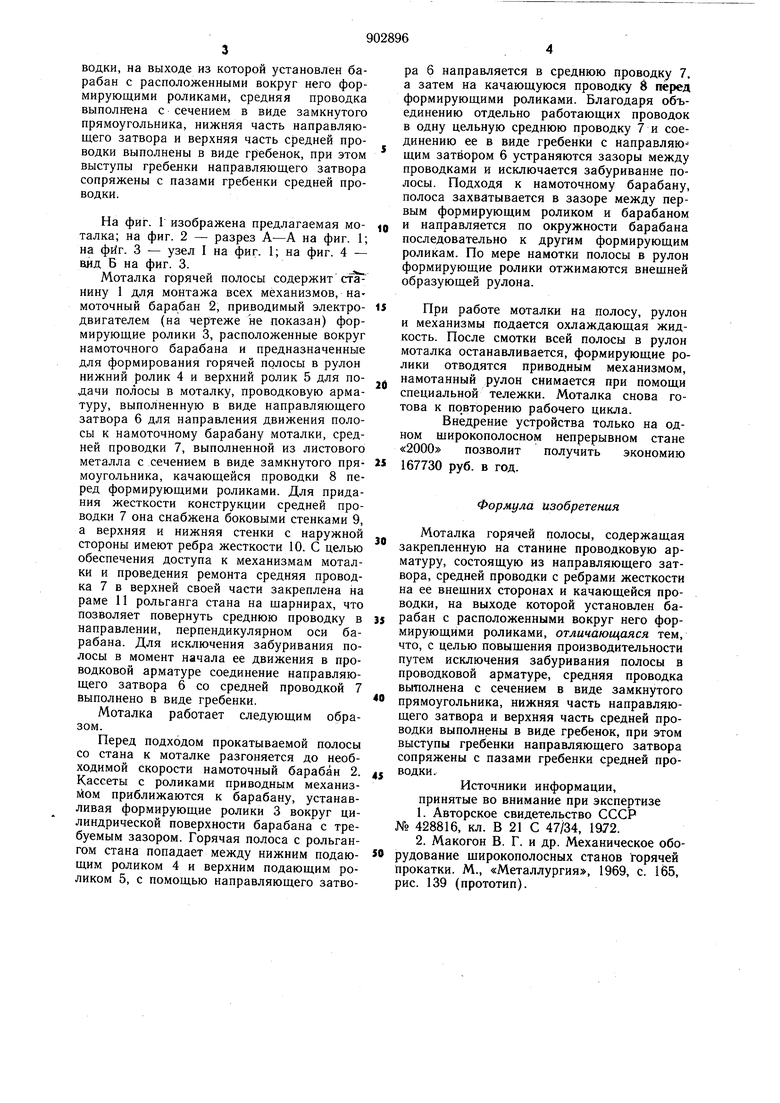
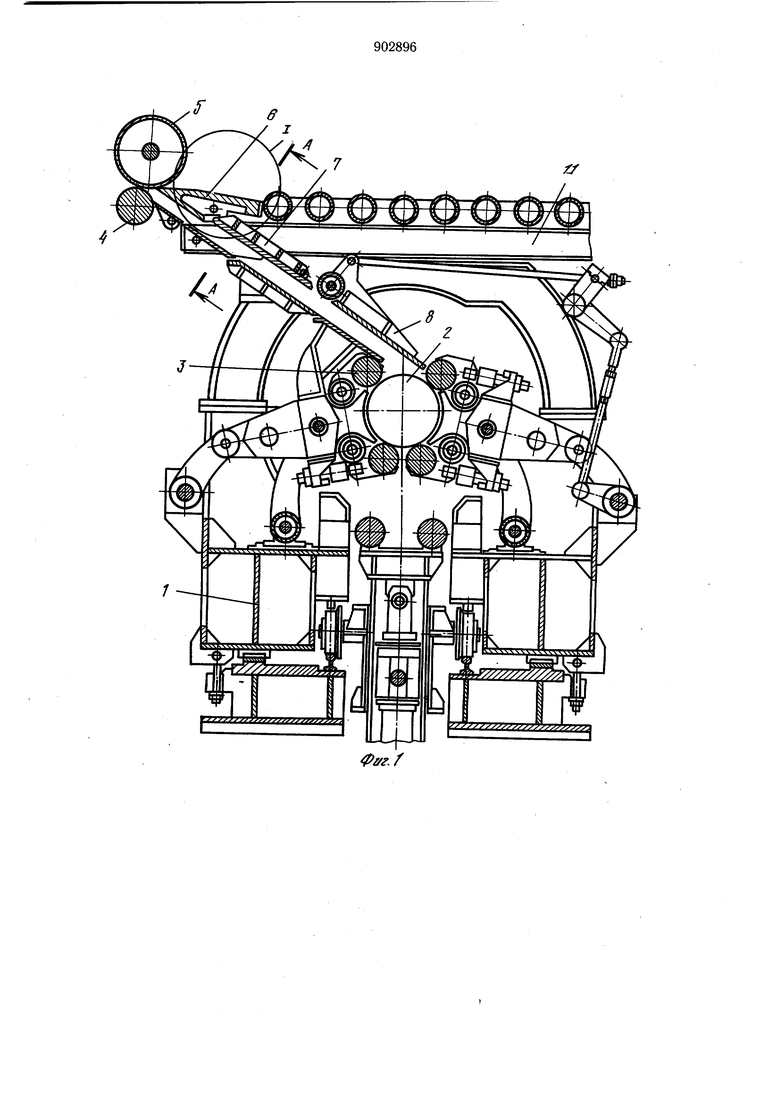
На фиг. 1 изображена предлагаемая моталка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид Б на фиг. 3.
Моталка горячей полосы содержит станину 1 д.л монтажа всех механизмов, намоточный барабан 2, приводимый электродвигателем (на чертеже не показан) формирующие ролики 3, расположенные вокруг намоточного барабана и предназначенные для формирования горячей полосы в рулон нижний ролик 4 и верхний ролик 5 для подачи полосы в моталку, проводковую арматуру, выполненную в виде направляющего затвора 6 для направления движения полосы к намоточному барабану моталки, средней проводки 7, выполненной из листового металла с сечением в виде замкнутого прямоугольника, качающейся проводки 8 перед формирующими роликами. Для придания жесткости конструкции средней проводки 7 она снабжена боковыми стенками 9, а верхняя и нижняя стенки с наружной стороны имеют ребра жесткости 10. С целью обеспечения доступа к механизмам моталки и проведения ремонта средняя проводка 7 в верхней своей части закреплена на раме 11 рольганга стана на щарнирах, что позволяет повернуть среднюю проводку в направлении, перпендикулярном оси барабана. Для исключения забуривания полосы в момент начала ее движения в проводковой арматуре соединение направляющего затвора 6 со средней проводкой 7 выполнено в виде гребенки.
Моталка работает следующим образом.
Перед подходом прокатываемой полосы со стана к моталке разгоняется до необходимой скорости намоточный барабан 2. Кассеты с роликами приводным механизйом приближаются к барабану, устанавливая формирующие ролики 3 вокруг цилиндрической поверхности барабана с требуемым зазором. Горячая полоса с рольгангом стана попадает между нижним подающим роликом 4 и верхним подающим роликом 5, с помощью направляющего затвора б направляется в среднюю проводку 7. а затем на качающуюся проводку 8 перед формирующими роликами. Благодаря объединению отдельно работающих проводок в одну цельную среднюю проводку 7 и соединению ее в виде гребенки с направляющим затвором 6 устраняются зазоры между проводками и исключается забуривание полосы. Подходя к намоточному барабану, полоса захватывается в зазоре между первым формирующим роликом и барабаном и направляется по окружности барабана последовательно к другим формирующим роликам. По мере намотки полосы в рулон формирующие ролики отжимаются внещней образующей рулона.
При работе моталки на полосу, рулон и механизмы подается охлаждающая жидкость. После смотки всей полосы в рулон моталка останавливается, формирующие ролики отводятся приводным механизмом, намотанный рулон снимается при помощи специальной тележки. Моталка снова готова к повторению рабочего цикла.
Внедрение устройства только на одном широкополосном непрерывном стане «2000 позволит получить экономию 167730 руб. в год.
Формула изобретения
Моталка горячей полосы, содержащая закрепленную на станине проводковую арматуру, состоящую из направляющего затвора, средней проводки с ребрами жесткости на ее внещних сторонах и качающейся проводки, на выходе которой установлен барабан с расположенными вокруг него формирующими роликами, отличающаяся тем, что, с целью повыщения производительности путем исключения забуривания полосы в проводковой арматуре, средняя проводка выполнена с сечением в виде замкнутого прямоугольника, нижняя часть направляющего затвора и верхняя часть средней проводки выполнены в виде гребенок, при этом выступы гребенки направляющего затвора сопряжены с пазами гребенки средней проводки.
Источники информации,
принятые во внимание при экспертизе
фуг.
/27
77
/I-/I
//
