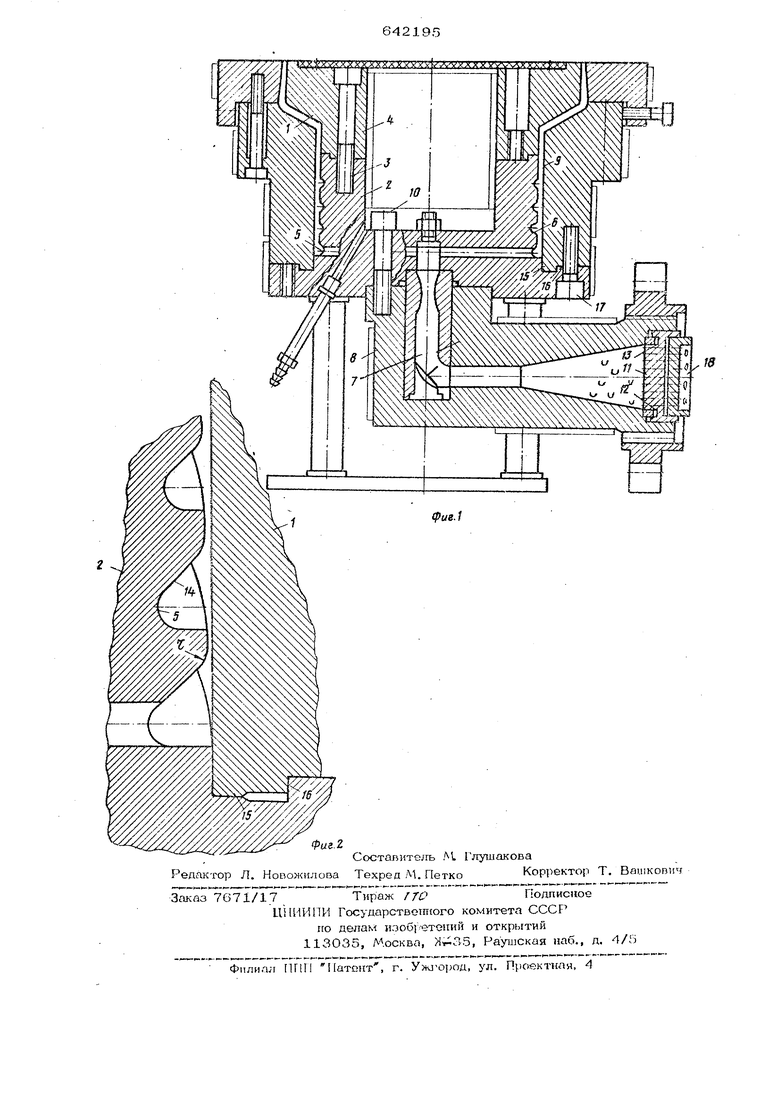
Изобретение относится к области п&реработки полимерных материалов экструзией и может быть использовано при изготовлении термопластичной пленки. Известна экструзионная головка, содержащая установленный в корпусе дорн, на наружной поверхности которого выполн& на многозаходная винтовая нарезка, образующая с корпусом винтовой канал для прохода расплава, сообщаклиийся с no vвошпцим расплав каналом и переходяший в кольцевую формующую щель между корпусом и дорном .l. Недостатком экструзионной головки является значительный расход энергии на преодоление сопротивления проходу расплава по винтовым каналам, низкая производительность. Известна другая экструзионная головка содержащая закрепленный в корпусе дорн, по наружной поверхности которого выполнена винтовая нарезка, образующая с корпусом винтовой канал для прохода раоплава, сообщающийся с подводящим расплав каналом и переходящий в кольцевую формующую щель мужду корпусом и дорном. Данная экструзиотгая головка является наиболее близкой к изобретению по тех нической сущности и достигаемому резул тату f 2.. Недостатком экструзиошюй головки является значительный расход энергии на преодоление сопротивле гая проходу расплава по винтовым каналам, низкая производительность. Целью изобретения является увеличь ние производительности головки за счет уменьщения сопротивления винтовых канавок проходу расплава. Поставленная цель достигается- тем, что образующая профиля винтовой нарезки, расположенная со стороны подвода расплава, выполнена со скосом, переходящим в скругленный участок и .направленным в сторону кольцевой формующей щели. При этом для надежной фиксации дорна относительно корпуса, корпус выполнен с буртом, входящим в выемку, которая выполнена на дорне, а для надежного уплотнения дорна и корпуса, дорн закраплен в корпусе посредством болтов, выпол ненных из материала, имеющего меньший коэффициент линейно-температурного раоширения, чем материал корпуса я дорна. На фиг. 1 показан общий вид головки; на фиг. 2 винтовой канал в увеилченном размере. Головка содержит установленный в корпусе 1 дорн 2, к которому с помощью болтов 3 крепится матрица 4. На наружной поверхности дорна выполнена винтовая нарезка 5, образующая с корпусом 1 винтовой канал б, сообщающийся с подводящим расплав каналом 7 колена 8 и переходящим в кольцевую формующую щель 9 между корпусом- 1 и дорном 2. В колене S, крепящимся к дорну 2 с помощью болтов Ю, установлен фильтрую щий пакет 11 и кольцо 12 с заключенным между тшми компе1гсатором 13 из пластичного металла. Верхняя образующая винтовой нареоки 5 выполнена со скосом 14, переходящим в скругленный участок 1 и направленным в сторону кольцевой формующей щели 9. Корпус 1 выполнен с буртом 15, входящим в выем ку 16 дорна 2, причем корпус крепится дорну с помощью болтов 17. Крепежные болты 3, 10 и 17 выполнены из материа ла. имеющего меньший линейно-температурный коэф(||ициент, чем материал дорна 2 и корпуса 1, Расплав 18 подводят через фи/штрутоцшй пакет 11 в капал 7. Компенсатор 13 служит уплотнетшем от возмолсного проникновения расплава между фильтрующим пакетом и коленом 8 в случае несоосной установки последнего относитель но экструдера (на чертеже не показан). Далее расплав 18 из подводящего канала 7 поступает в йинтовой канал 6 и затем в кольцевую формующую щель 9. Благодаря выполненному скосу 14, переходящему в скругленшлй участок f расплав плавно обтекает винтовую канавк уменьшается ее сопротивление, а также ускоряет:;я переход от движения расплава по винтовой канавке к кольцевой щели. Бурт 15, .входящий в выемку 16 дорна 2 1федотврап1ает смеще ше корпуса относительно дорна при температурном 6 954 асщиретши. При разогреве головки до абочей температуры крепежные болты 3, 10 и 17 удлиняются меньиге, чем скрепляемые детали. 2, 4 и 8, вследствие чего обеспечивается надежное уплотнещте по стыкующимся . плоскостям и отпадает леобходимост :, в затягива нии болтов при разогреве головки. Изобретение позвол5ют увеличить производительность экструзиошюй установки по производству термопластичной пленки на 5-10%. Формула изобретения 1.Экструзиошшя 1Х лоБка, содержащая закрегшешшгй в корпусе дорн, по наружной поверхности- которого выполнена винтовая нарезка, образующая с кор- пусом винтовой кана для прихода расплава, сообщающийся с подводящим расплав каналом и переходящий в кольцевую формующую щельмежду корпусом и дорном, отличающаяся тем, что, с цепью увеличения производительности головки за счет уменьшения сопротивления винтовых канавок проходу расплава, образующая профиля винтовой натресжи, расположенная со стороны подвода расплава, вьатолиена со скосом, переходящим в скруглетшпТ участок и направленным в сторону кольцевой формующей щели. 2.Экструзиош1ая головка по п. 1, отличающаяся тем, что, с цельк надежной фиксации дорна относительно корпуса, корпус выполнен с бу(э- том, входящим в выемку, которая выполнена на дорне. 3.Экструзиошшя головка по п, 1, отличающаяся тем, что с целью уплотнения дорпа и корпуса, дорн закреплен в корпусе посредством болтов, выполне ППз1х из материала имеющего меньщий коэффициент гашейно температур- ного расширения, чем материал корпуса дорна. Источники инфoyJмaции, принятые во вга1мание при экспертизе: 1,Авторское свидетельство СССР N3 396270, кл. В 29 F 3/04, 1971. 2.Питеот ФРГ К 2ОО9914, кл. В 29 D 7/О4, 1974.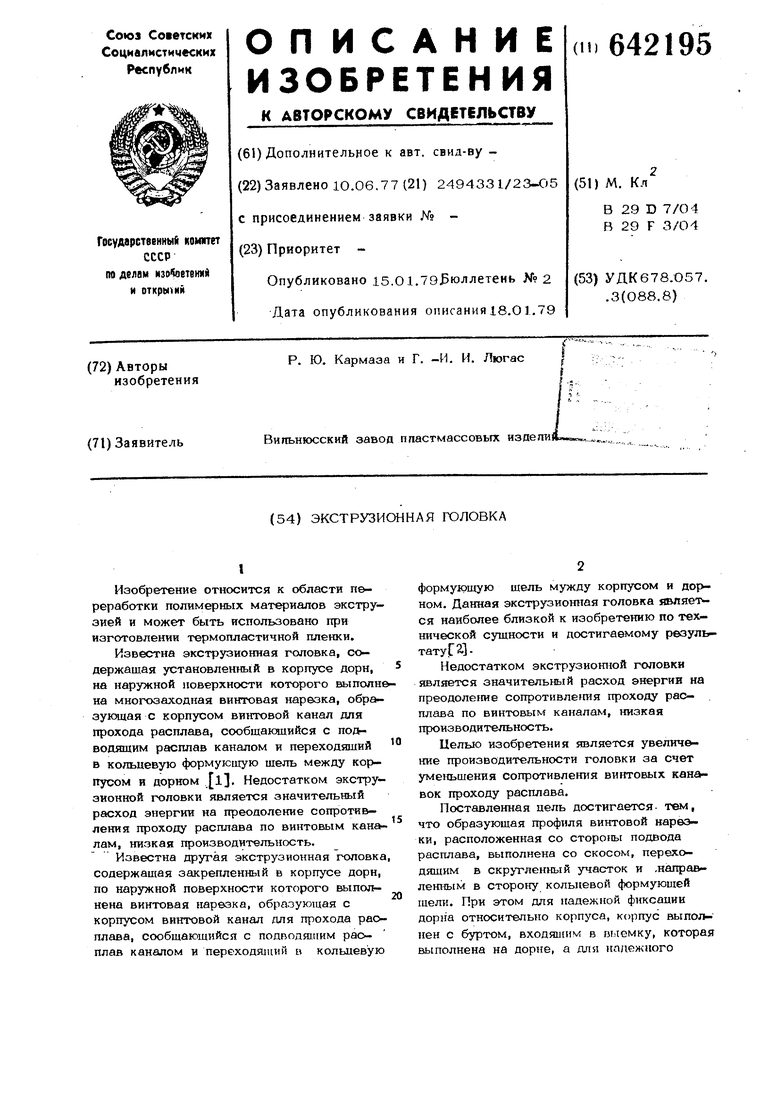
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| ЙСЕСОЮЗНАЯ | 1973 |
|
SU396270A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| Экструзионная головка для формования изделий из полимерных материалов | 1978 |
|
SU729082A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
| Дорнодержатель экструзионных головок для полимеров | 1977 |
|
SU870171A1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| Угловая экструзионная головка дляизгОТОВлЕНия цилиНдРичЕСКиХ издЕлийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1976 |
|
SU844359A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |