(54) СМАЗКА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ Изобретение относится к обработке металлов давлением и может быть использовано для безоправочногр и оправо ного волочений электросвар ных труб из стёШИ углеродистых Применение электросварных труб в ряде случаев предпочтительнее, чем бесшовных. В связи с этим повы шение качества электросварных труб является одной из важнейших задач Оправочное волочение сварных трубнаиболее производительный процесс деформации труб, но он сопровождает ся большими энергетическими затратами на преодоление сил контактного трения. В электросварных трубах структу ры основного металла и сварного со динения (шва) различны. Шов менее пластичен, чем основной металл, пр лизительно на 10%. . Основная функция технических смаз при волочении заключается в снижении сил контактного трения,предотвращени налипания металла на инструмент, и, следовательно, в получении качественной поверхности. ТРУБ В качестве смазки для волочения сварных труб используют машинное масло (ТИ Т-308, 1960, МТЗ). Указанная смазка пригодна только для безоправочного волочения труб и не обеспечивает требуемого качества поверхности труб. Изв-зстна смазка для обработки металлов давлением, представляющая собой раствор гудроновых мыл ll . Указанную смазку используют только с фосфатным покрытием. В связи с этим требуется дополнительная химическая обработка поверхности (обез:1киривание, активация, пассивация, нанесение фосфатного покры ия), что повшиает трудоемкость процесса и ухудшает санитарно-гигиенические условия труда, так как в окружающую среду выделяются пары кислот и щелочей. Кроме того, после нанесения смазки требуется специальная сушка. Наиболее близкой по составу к предлагаемой смазке является смазка, содержащая алкилароматическую фракцию с добавкой -спермацетово- , .го масла, осерненного масла и хлорич рованного парафина 21. .
Такая смазка не оьеспечивает процесса волочения электросварных труб, так как в районе шва происходит налипание металла на инструмент, т.е. не обладает достаточными противоэадирными и антифрикционными свойствами. Использование ароматической фракции в качестве основы приводит к ухудшению санитарногигиенических условий труда, так как смазка имеет резкий запах. Кроме того, в состав смазки входят дефицитные материалы (спермацетовое масло).
Целью изобретения является улучшение противозадирнык и антифрикционных свойств смазки, применяемой для холодного волочения электросварных труб.
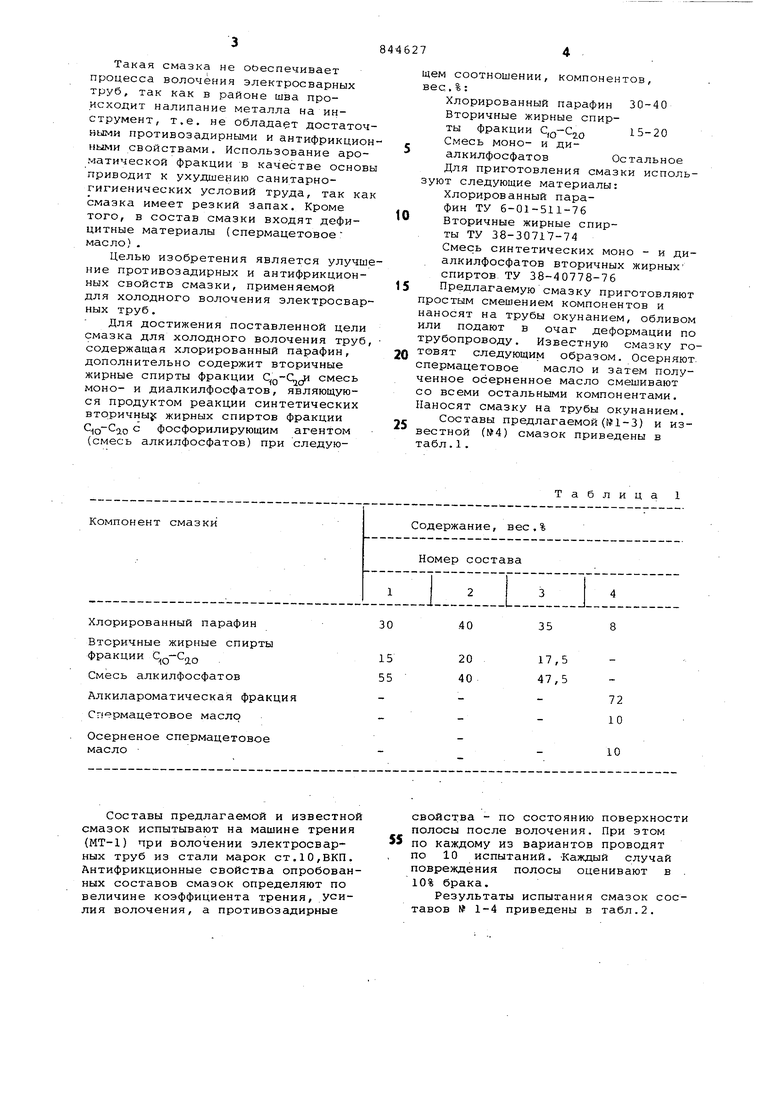
Для достижения поставленной цели смазка для холодного волочения труб, содержащая хлорированный парафин, дополнительно содержит вторичные жирные спирты фракции смесь моно- и диалкилфосфатов, являющуюся продуктом реакдии синтетических вторичны жирных спиртов фракции фосфорилирующим агентом (смесь алкилфосфатов) при следующем соотношении, компонентов, вес.%:
Хлорированный парафин 30-40 Вторичные жирные спирты фракции C,o-CjQ 15-20 Смесь моно- и диалкилфосфатов Остальное Для приготовления смазки используют следующие материалы: Хлорированный парафин ТУ 6-01-511-76 Вторичные жирные спирты ТУ 38-30717-74
Смесь синтетических моно - и диалкилфосфатов вторичных жирных спиртов ТУ 38-40778-76
5 Предлагаемую смазку приготовляют простым смешением компонентов и наносят на трубы окунанием, обливом или подают в очаг деформации по трубопроводу. Известную смазку готовят следующим образом, Осерняют.
0 спермацетовое масло и затем полученное осерненное масло смешивают со всеми остальными компонентами. Наносят смазку на трубы окунанием.
Составы предлагаемой(№1-3) и из5вестной (№4) смазок приведены в табл.1.

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодного волочения металлов | 1987 |
|
SU1447844A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для волочения металлов | 1977 |
|
SU667587A1 |
| Смазка для холодной деформации металлов | 1983 |
|
SU1129229A1 |
| Смазка для холодной обработки металлов давлением | 1982 |
|
SU1062246A1 |
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136725C1 |
Составы предлагаемой и известной смазок испытывают на машине трения (МТ-1) при волочении электросварных труб из стали марок ст.10,ВКП. Антифрикционные свойства опробованных составов смазок определяют по величине коэффициента трения, усилия волочения, а противозадирные
Таблица 1
свойства - по состоянию поверхности полосы после волочения. При этом 55 по каждому из вариантов проводят по 10 испытаний. -Каждый случай повреждения полосы оценивают в 10% брака.
Результаты испытания смазок составов № 1-4 приведены в табл.2.
Коэффициент трения Усилие волочения, кг
Качество поверхности труб
Класс чистоты, у
Характеристика волочения
Процент брака Сравнительные испытания показали .что предлагаемая смазка в отличие от известной обладает лучшими противозадирными свойствами - отсутств налипание металла на инструмент и антифрикционными свойствами - коэффициент трения предлагаемой смазки равен 0,029-0,044, а известной 0,08-2, усилие волочения на предлага мой смазке равно 310-345 кг, на известной - 420 кг. Установлено, что образцы, протянутые на смазках состава № 1-3 имеют класс .чистоты 10, на смазке hP 4 класс чистоты 9, На смазках состава №.1-3 протяну по 200 м труб из стали марки ст. 8К по маршруту 57x2 46x1,5. Процесс волочения на смазках состава № 3 пр шел удовлетворительно: дрожание и обрывы труб не наблюдались, налипание металла отсутствовало. При волочении труб .на смазке состава № наблюдались дрожание, обрывы труб и налипание металла на инструмент. Формула изобретения Смазка для холодного волочения труб, содержащая хлорированный па3
0,044
0,029
.0,082 345 310 420
Нет налипания
Налипание 10 10 9
Плавное. Плавное Слабое трения
ное 000 рафин, отличающая ся тем, что, с целью повыпения антифрикционных и противозадирных свойств, смазка дополнительно содержит вторичные жирные спирты фракции С,о-С;0И смесь моно-.и диалкилфосфатов, являющуюся продуктом реакции синтетических вторичных жирных спиртов фракции QQ-С/ дС фосфорилирующим агентом, при следующем соотношении компонентов, вес.%: Хлорированный парафин 30-40 Вторичные жирные спирты фракции Сда-Сад 15-20 Смесь моно- и диалкилфосфатов, являющаяся продуктом реакции синтетических вторичных жирных спиртов фракции С о-СадС фосфорилирующим агентом Остальное Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство сССР 472150, кл. С 10 М 5/14, 197Ь. 2.Патент Франции № 1408358, кл. С 10гп , опублик. 1965 (прототип) .
