(54) УСТРОЙСТВО ДЛЯ ПРОКАТКИ ОДНОСТОРОННИХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ
I
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении прокаткой различных односторонних как периодических, так и простых профилей.
Известно устройство для прокатки изделий переменного по длине профиля, содержащее калибрующую плиту, размещенную между верхним и нижним валками прокатного стана, снабженную боковыми распорными планками, взаимодействующими с бочкой нижнего валка и боковыми буртами верхнего валка 1.
Недостатками этого устройства являются его небольщая производительность, а также наличие изгиба профиля при выходе из валков, что ухудщает качество поверхности изделия.
Наиболее близким рещением к изобретению является устройство для прокатки односторонних периодических профилей, содержащее рабочие валки и гладкую, установленную между валками с зазором калибрующую плиту, выполненную с боковыми распорными планками, взаимодействующими с бочкой нижнего валка и боковыми буртами верхнего валка 2.
Недостатками указанного устройства являются его небольшая производительнс и наличие утяжки металла по дну калибра при прокатке профилей с большими перепадами высот по сечению профиля.
Цель изобретения - повышение прс|изводительности и качества изделий пу
ем создания постоянного усилия подпора готовок в процессе прокатки.
Поставленная цель достигается тем,
1ТО плита выполнена с Т-образным задним к
OHIO цом с высотой выступов Т-образной ча(|ти, равной 0,8-0,9 величины минимального зазора между поверхностями плиты и .
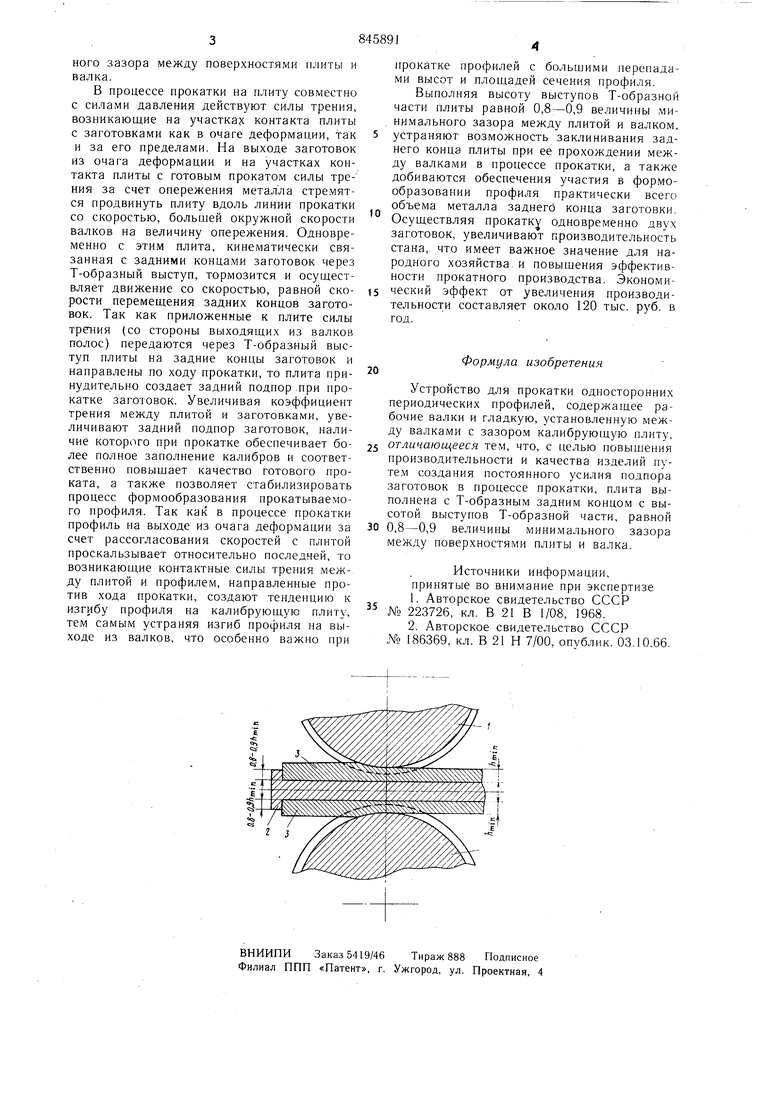
На чертеже схематически изображ
но устройство для прокатки одновременно д
VX односторонних профилей.
Между двумя калиброванными прив
15
)Дными валками 1 установлена гладкая либрующая плита 2, по обе стороны ко
орой размещены заготовки 3, одновреме но деформируемые в процессе прокатки калибрующей плитой 2 и соответстве но
20 верхним и нижним валками 1. Задний сонец плиты 2 выполнен Т-образно, при ем высота выступов Т-образной части пл1 ты 2 составляет 0,8-0,9 величины минима ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки периодических про-филЕй C ОдНОСТОРОННиМ пЕРиОдОМ | 1978 |
|
SU821012A1 |
| Способ прокатки периодическихпРОфилЕй | 1979 |
|
SU816641A1 |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU880593A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ | 1967 |
|
SU223726A1 |
| Способ изготовления Т-образных профилей и прокатная клеть для его осуществления | 1986 |
|
SU1316721A1 |
| Способ прокатки несимметричных пе-РиОдичЕСКиХ пРОфилЕй | 1978 |
|
SU821007A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Прокатный валок | 1981 |
|
SU986527A1 |
| Роликовая проводка сортовогоСТАНА | 1979 |
|
SU816597A1 |
| Составной прокатный валок | 1983 |
|
SU1119747A1 |
