Известны устройства для прокатки изделий переменного по длине профиля, включающие калибрующую плиту, размещенную между верхним и нижним валками прокатного стана.
Отличительная особенность предлагаемого устройства заключается в том, что с целью повышения точности прокатки калибрующая плита снабжена боковыми, симметрично расположенными распорными планками, взаимодействующими с бочкой нижнего валка и боковыми буртами верхнего валка.
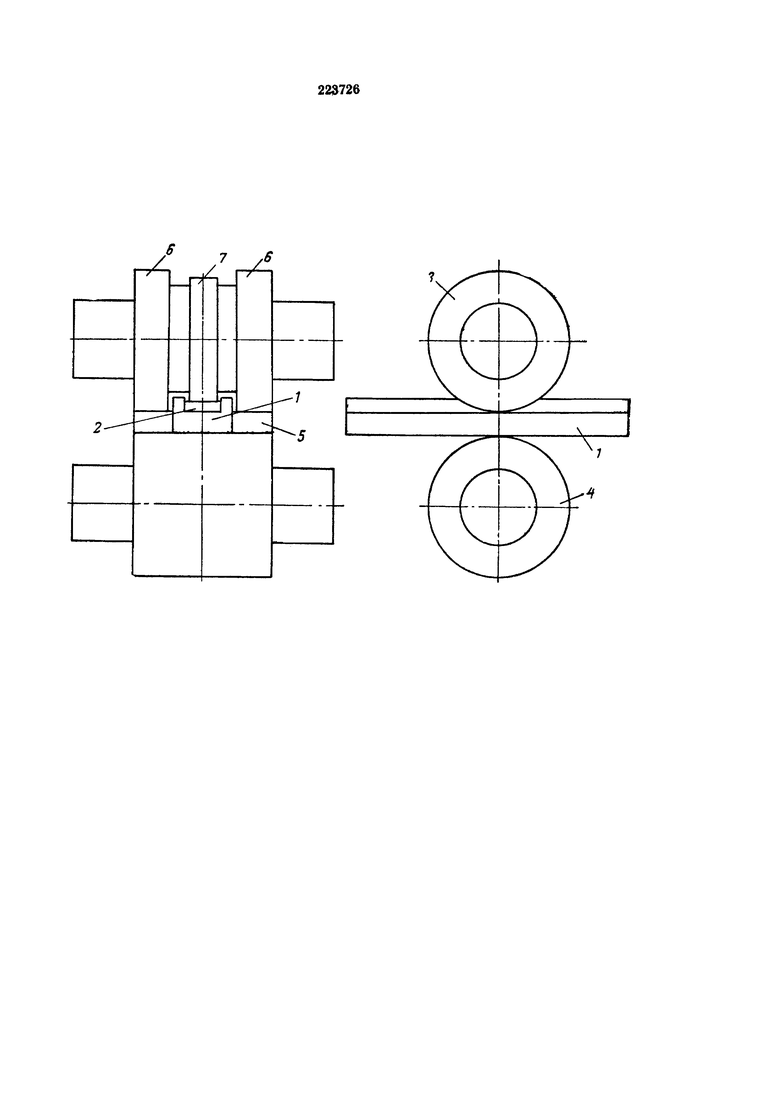
На чертеже изображено описываемое устройство, общий вид.
Устройство включает калибрующую плиту 1, профилированную в соответствии с заданным профилем готового изделия 2.
Она установлена между верхним валком 3 и нижним 4 и имеет боковые, симметрично расположенные распорные планки 5. По этим планкам обкатываются бурты 6 верхнего валка. Диаметры боковых буртов верхнего валка и бочки нижнего больше, чем катающий диаметр 7 верхнего валка. Вследствие этого скорость движения калибрующей плиты превышает окружную скорость верхнего валка, по катающему диаметру, чем устраняется опережение металлом калибрующей плиты.
Зазор между буртами верхнего валка и бочкой нижнего устанавливается перед прокаткой меньшим, чем высота боковых направляющих плиты.
В процессе работы исходная нагретая заготовка закладывается в ручей калибрующей плиты. После этого плита пропускается между валками, и за один проход заготовка раскатывается верхним валком до готового профиля.
Во время прокатки боковые планки плиты выбирают разность между их высотой и раствором валков и создают напряжение валков и клети, действующее в процессе прокатки изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки одностороннихпЕРиОдичЕСКиХ пРОфилЕй | 1979 |
|
SU845891A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Блок валков для прокатки периодических профилей | 1977 |
|
SU743763A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Способ прокатки профилей | 1989 |
|
SU1750826A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| Стан для поперечной прокатки изделий переменного сечения | 1974 |
|
SU483184A1 |
Устройство для прокатки изделия переменного профиля, включающее подвижную калибрующую плиту, размещенную между верхним и нижним валками, отличающееся тем, что, с целью повышения точности прокатки, калибрующая плита снабжена боковыми, симметрично расположенными распорными планками, взаимодействующими с бочкой нижнего валка и боковыми буртами верхнего валка.
