(54) МЕХАНИЗМ ВРАЩЕНИЯ ОПРАВКИ СТАНА ПОПЕРЕЧНОЙ .ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСПОМОГАТЕЛЬНОЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1972 |
|
SU342700A1 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| Рабочая клеть дискового стана поперечно-винтовой прокатки | 1987 |
|
SU1405921A1 |
| Передний стол длиннооправочного трубопрокатного стана | 1985 |
|
SU1284622A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Стан поперечной прокатки | 1983 |
|
SU1088821A1 |
| Центрирующее устройство к трубопрокатному стану | 1976 |
|
SU551068A1 |
| Стан поперечной прокатки полых профильных изделий | 1981 |
|
SU977088A1 |
1
Изобретение относится к обработке металлов давлением, а точнее к механизмам враицения оправки станов поперечной прокатки.
Известно вспомогательное устройство трубопрокатного стана, содержащее центрователь заготовок с приводом возвратнопоступательного перемещения, механизм вращения и осевой подачи заготовки с оправкой, механизм съема проката ной трубы с оправки и смазочно-зачистных приспособлений для оправки. Для увеличения производительности стана это вспомогательное устройство оснащено Вторым механизмом вращения и осевой подачи заготовки с оправкой, смонтированным кососимметрично по отнощению к первому в общем с ним поворотном от привода корпусе 1.
Недостатком этого вспомогательного устройства трубопрокатного стана является то, что закрепление держателя оправки на подщипниках выполнено в пустотелом щтоке гидроцилиндра. Перемещение порщня осуществляется по ходовой посадке, и поэтому знакопеременные нагрузки от неравномерности деформации вызывают произвольное смешение щтока на величину радиального
зазора, который существует в соединен поршня и корпуса. При этом знакопереме
пая нагрузка передается на поршень, кот iрый перемешается при прокатке, а это сп собствует быстрому износу поверхност трения и увеличению радиальных зазоре
в. Учитывая это, необходимо увеличение пр пусков на изделиях, что сопряжено с п рерасходом металла в стружку. Кроме того, в механизме врашения оправки осущес влена жесткая связь между приводом вр
10 щения и шпинделем оправки.
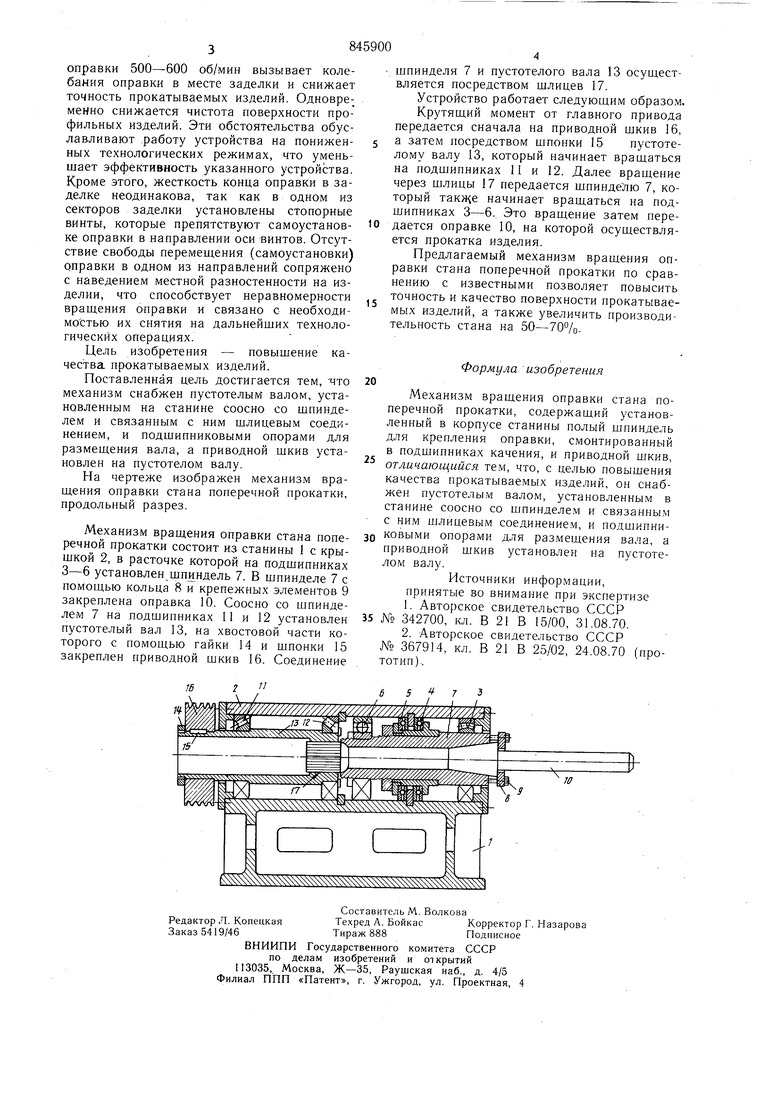
Известен также механизм вращения о равки стана поперечной прокатки, соде жащий установленный в корпусе стант
ы полый щпиндель для крепления оправк смонтированный в подщипниках качения,
tS приводной шкив 2.
Недостаток данной конструкции ус ройства установки оправочного стержь|я заключается в том, что самоустановка о равочного стержня при прокатке связана передачей усилия через стержень оправк
При значительной длине оправки (1м больще) значение знакопеременной возм щающей нагрузки (от разностенности з; готовки) достигает 4-5т, что при оборот
