Изобретение относится к оборудованию трубопрокатного производства.
Известно вспомогательное устройство трубопрокатного стана, включающее центрователь заготовки с приводом возвратно-поступательного перемещения, механизм вращения и осевой подачи заготовки с оправкой, расположены на линии прокатки, механизм съема прокатанной трубы с оправки и смазочно-зачистные приспособления для оправки. При наличии перечисленного состава механизмов невозможно сократить паузы между операциями прокатки.
Цель изобретения - увеличение производительности стана. Для этого предлагаемое устройство снабжено вторым механизмом вращения и осевой подачи заготовки с оправкой, смонтированным косо симметрично по отношению к первому в общем с ним поворотном от привода корпусе, и вторым центрователем, стационарно установленным на оси второго механизма подачи заготовки, причем на этой же оси размещен механизм съема трубы с оправки, оснащенный смазочно-зачистным приснособлением для оправки.
стичным разрезом; на фиг. 5 - разрез по линии Г-Г на оси, соответствующей положению второго механизма подачи.
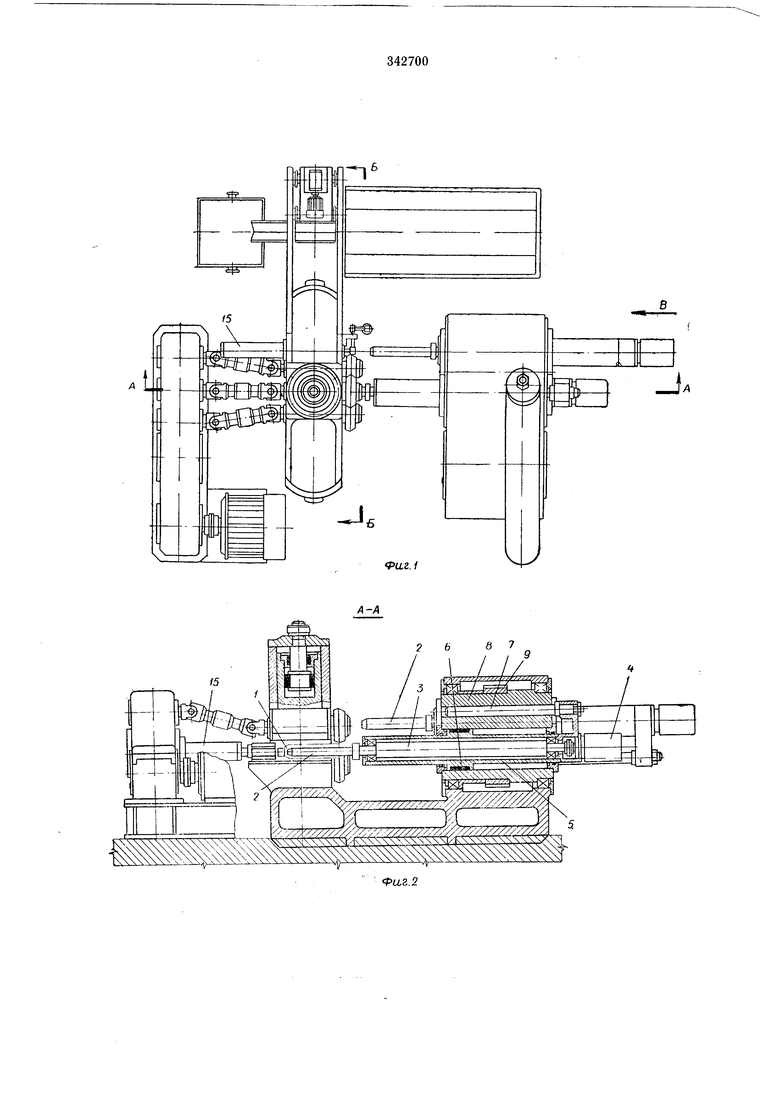
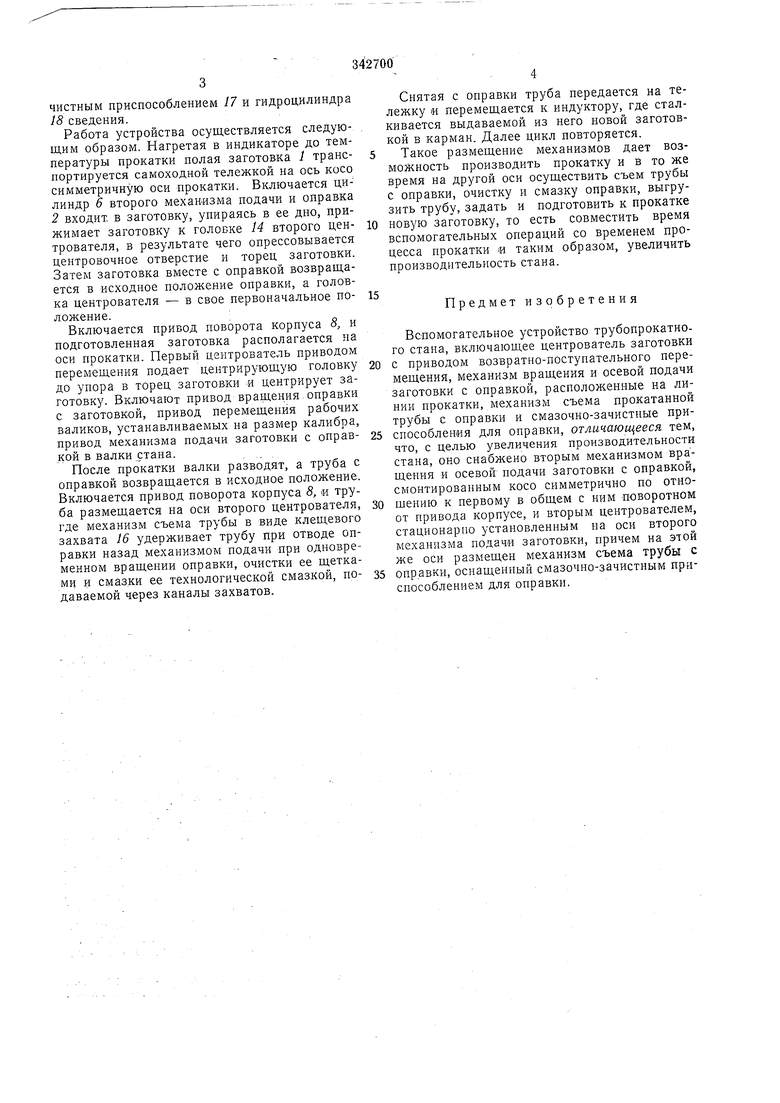
Предлагаемое устройство включает два механизма вращения и осевой подачи заготовки / с оправкой 2, выполненный каждый из держателя в оправки с приводом 4 его вращения, который установлен на подшипниках в полом щтоке 5 с поршнем, размещенным в цилиндре 6, служащим для осевой подачи заготовки с оправкой.
Шток зафиксирован от проворота путем соедннения его с цилиндрическим стержнем 7, перемещающимся в направляющих вдоль оси.
Оба механизма смонтированы косо симметрично в корпусе 8 с приводом через щестерни 9 и 10, приводную шестерню // от рейки 12, установленной на корпусе гидроцилиндра 13. Один механизм совмещен с осью прокатки, и
на этой оси размещен один центрователь заготовки, в то время, как другой центрователь размещен стационарно косо симметрично первому на оси второго механнзма подачи заготовки и механизма съема прокатанной трубы
с оправками. Каждый центрователь заготовки изготовлен в виде центрирующей головки 14 с приводом 15 возвратно-поступательного перемещения. Механизм съема трубы с оправки выполнен
чистным приспособлением 17 и гидроцилиндра 18 сведения.
Работа устройства осуществляется следующим образом. Нагретая в индикаторе до температуры прокатки полая заготовка 1 транспортируется самоходной тележкой на ось косо симметричную оси прокатки. Включается цилиндр 6 второго механизма подачи и оправка 2 входит в заготовку, упираясь в ее дно, прижимает заготовку к головке 14 второго центрователя, в результате чего опрессовывается центровочное отверстие и торец заготовки. Затем заготовка вместе с оправкой возвращается в исходное положение оправки, а головка центрователя - в свое первоначальное положение.
Включается привод поворота корпуса 8, и подготовленная заготовка располагается на оси прокатки. Первый центрователь приводом перемещения подает центрирующую головку до упора в торец заготовки и центрирует заготовку. Включают привод вращения оправки с заготовкой, привод перемещения рабочих валиков, устанавливаемых на размер калибра, привод механизма подачи заготовки с оправкой в валки стана.
После прокатки валки разводят, а труба с оправкой возвращается в исходное положение. Включается привод поворота корпуса 8, и труба размещается на оси второго центрователя, где механизм съема трубы в виде клещевого захвата 16 удерживает трубу при отводе оправки назад механизмом подачи при одновременном вращении оправки, очистки ее щетками и смазки ее технологической смазкой, подаваемой через каналы захватов.
Снятая с оправки труба передается на тележку и перемещается к индуктору, где сталкивается выдаваемой из него новой заготовкой в карман. Далее цикл повторяется.
Такое размещение механизмов дает возможность производить прокатку и в то же время на другой оси осуществить съем трубы с оправки, очистку и смазку оправки, выгрузить трубу, задать и подготовить к прокатке
новую заготовку, то есть совместить время вспомогательных операций со временем процесса прокатки « таким образом, увеличить производительность стана.
Предмет изобретения
Вспомогательное устройство трубопрокатного стана, включающее центрователь заготовки
с приводом возвратио-поступательного перемещения, механизм вращения и осевой подачи заготовки с оправкой, расположенные на линии прокатки, механизм съема прокатанной трубы с оправки и смазочно-зачистные приспособления для оправки, отличающееся тем, что, с целью увеличения производительности стана, оно снабжено вторым механизмом вращения и осевой подачи заготовки с оправкой, смонтированным косо симметрично по отношению к первому в общем с ним поворотном от привода корпусе, и вторым центрователем, стационарно установленным на оси второго механизма подачи заготовки, причем на этой же оси размещен механизм съема трубы с
онравки, оснащениый смазочно-зачистным приспособлением для оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм вращения оправки станапОпЕРЕчНОй пРОКАТКи | 1979 |
|
SU845900A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| Вспомогательное устройство к трубопрокатному стану | 1975 |
|
SU544481A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |