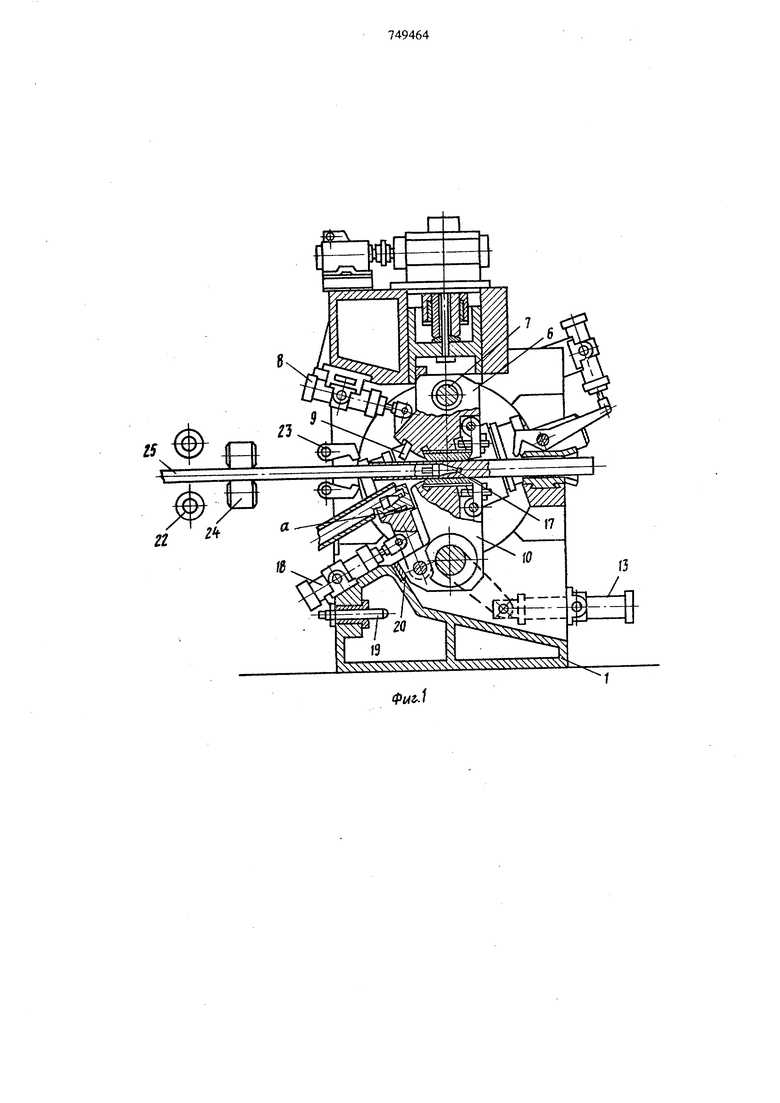
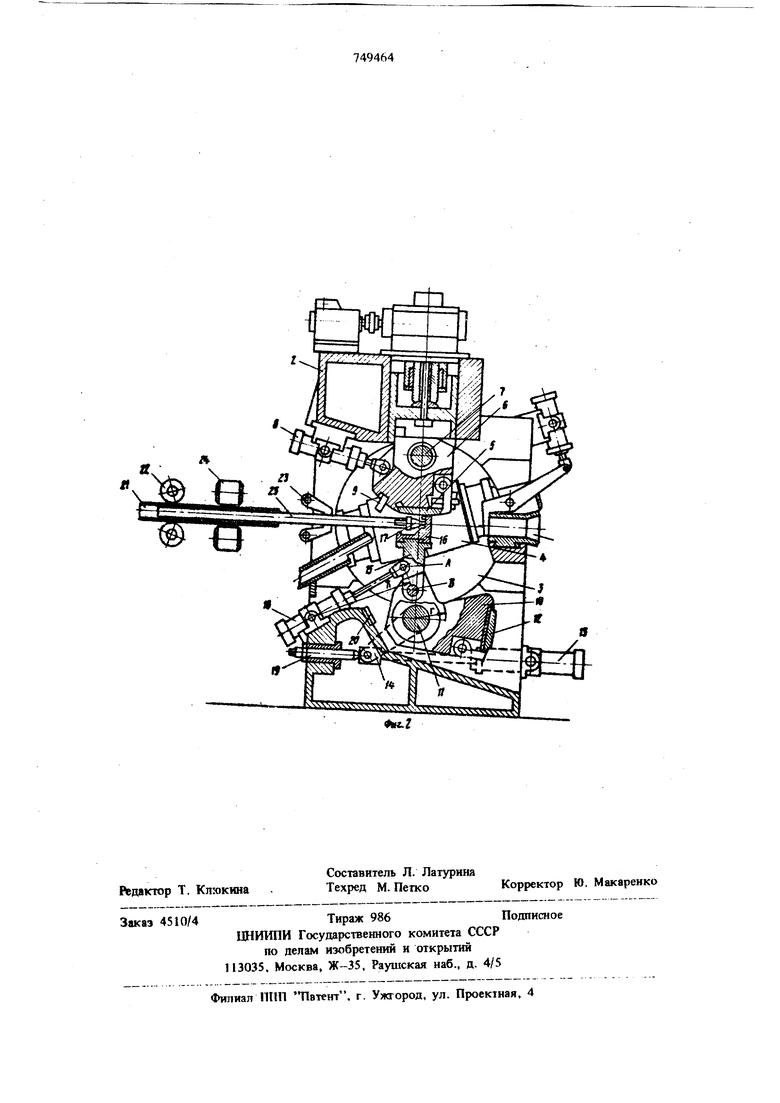
Изобретение относится к трубопрокатному производству, а точнее к рабочим клетям поперечно-винтовой прокатки, осуществляющим процесс прокатки на короткой сменяемой оправке, например на прошивных и обкатных станах В настоящее время в новейших отечественных трубопрокатных агрегатах получили подавляющее распространение прощивные и обкатные станы с осевой выдачей гильзы - трубы при работе на несменяемых оправках. В то же время за рубежом распространение получили станы с боковой выдачей. Главным преимуществом станов с осевой выдачей является их высокая производительность за счет малого вспомогательного времени цикла. Однако зто преимущество на станах с ос вой выдачей теряется при работе на сменяемых оправках, что требуется при прокатке легированных, нержавеющих труб и тд. Известна клеть поперечно-винтовой прокатки предназначенная для прокатки на сменяемых оправках при осевой выдаче (1.Эта клеть содержит станину, крышку, поворотные барабаны с валками, механизмы установки, монтированный в станине поворотный диск с установленными на нем линейкой, подпружиненным рычагом-отбойником и щарнирно закрепленными качающимися рычагами, на которых закреплена люлька, а также упор в станине, взаимодействующий с щарнирно закрепленным рычагом. Недостаток этой конструкции клети стана поперечно-винтовой прокатки заключается в том, что она имеет значительное количество деталей (рычагов, осей и т.д.), которые предопределяет сложность кинематики и недостаточную долговечность всей клети. Из известных клетей поперечно-винтовой прокатки наиболее близкой к изобретению по технической сущности является клеть короткооправочного стана вннтовой прокатки, которая содержит станину, рабочие- валки, направляющие верхнюю и нижнюю линейки, несущие их верхний и нижний секторы с горизонтальной осью качания и их привод поворота 2. Известная клеть не имеет механизма смены оправки, что делает обслуживание ее очень трудоемким, к тому же, много времени затрачивается на вспомогательные операции, что снижает производительность. Целью изобретения является увеличение производительности за счет сокращения вспомогательного времени цикла, ускорения и облегчения смены оправки. Это достигается тем, что рабочая клеть короткооправочного стана винтовой прокатки, содержащая станину, рабочие валки, направляющие верхнюю и нижнюю линейки, несущие их верхний и нижний секторы с горизонтальной осью качания и их привод поворота, снабжена упором-отбойником, закрепленным на верхнем секторе за линейкой, и одноплечим рычагом .с люлькой под оправку, установленным щарнирно на нижнем секторе и имеющим самостоя тельный привод поворота. Такое конструктивное выполнение рабочей клети стана винтовой прокатки позволяет увеличить производительность за счет сокращения вспомогательного времени. Рри такой решении устраняется перемещение стержня в процессе замены оправки и тем самым исключается дополнительная операция возвращения стержня в исходное положение, т.е. уменьшается вспом гательное время. Кроме того, такое конструктивное выполнение позволяет упростить конструкцию клети и повысить ее надежность и долговечность, так как, с одной стороны, уменьшается количество узлов в клети, а с другой стороны, упор-отбойник вынесен из зоны действия воды и окалин На фиг. 1 изображено положение механизмов рабочей клети при прокатке; на фиг. 2 - то же, при смене оправки. Рабочая клеть короткооправочного стана винтовой прокатки содержит станину 1, крыщ ку 2, поворотные барабаны 3 с рабочими валками 4, верхнюю линейку 3, верхний сектор 6 его горизонтальную ось 7 качания, гидроприво 8, закрепленный на нем упор-отОойник 9, ниж ний сектор 10 с осью качания 11, нижней лннейкой 12, приводом поворота 13, с рычагом и ша нирно закрепленным одноплечим рычаго 15, на котором неподвижно смонтирована сме ная люлька 16 для размещения оправки 17 и который имеет самостоятельньш привод в вид пневмоцилиндра 18, шарнирно закрепленного на станине. Пневмоцилинщ) находится всегда под давлением, в результате чего одноплечий рычаг 15 своей торцовой поверхностью о, прижимается к соответствующей плоскости ни него сектора 10, который через рычаг 14 соединен с щарнирно закрепленными на станине гидропилинщюм привода поворота 13. Угол поворота нижнего сектора 10 отраничивается установленными в станине регулируемым упором 19 и жестким упором 20. Непосредственно за рабочей клетью для выдачи гильзы 21 располагаются выдающие ролики 22. Кроме зтого там же располагаются перехват 23 и цёнтрователь 24 оправочного стержня 25. Устройство работает следующим образом. После окончания процесса прошивки гильза 21 выдающими роликами 22 транспортируется за перехват 23 или за первый цёнтрователь 24,после чего перехват 23 либо первый цёнтрователь 24 захватывает оправочный стержень 25.Сразу же включается гищ)опривод 8 верхнего сектора 6. При этом упор-отбойник 9, подходя к оправке 17, стаскивает ее со стержня 25. После стаскивания оправки гидропривод возвращает сектор в положение прокатки. После этого гидроцилиндр привода поворота 13 начинает поворачивает нижний сектор 10, при этом вместе с нижним сектором поворачивается и рычаг 14, так как он все время поджимается пневмоцилиндром 18 к сектору. Поворот рычага 14 вместе с нижним сектором будет происходить до тех пор, пока не будет полностью выбран весь ход щтока пневмоцилиндра. Когда ход щтока будет выбран н он упрется в крышку пневмоцилиндра, одноплечий рычаг 15 начнет совершать сложное движение, при котором точка А будет перемещаться по окружности радиуса R, а точка В - по окружности радиуса г. Когда рычаг 14 коснется упора 19., оправка 17 будет установлена на стержне. Ход одноплечего рычага 15 отраничивается упором 19 и потому сдвиг стержня исключается. Формула изобретения Рабочая клеть короткооправочного стана винтовой прокатки, включающая станину, рабочие валки, направляющие верхнюю и нижнюю линейки, несущие их верхний и нижний секторы с горизонтальной осью качания и их при вода поворота, отличающаяся тем, что, с целью облегчения и ускорения смены оправки и увеличения тем самым производитель: ности, она снабжена упором-отбойником, закрепленным на верхнем секторе за линейкой и одноплечим рьиагом с люлькой под оправку. установленньпи щарнирно на нижнем секторе и имеющим самостоятельный привод поворота. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке P 2457027/22-02, кл. В 21 В 19/02. 1977. 2.Патент США N 2.099.459, кл. 72-97, 1937.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ | 1973 |
|
SU404535A1 |
| Вспомогательное устройство трубопрокатного короткооправочного стана | 1987 |
|
SU1445826A1 |
| Трехроликовый центрователь трубопрокатногоСТАНА | 1979 |
|
SU806178A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |
| Задний стол трубопрокатного стана | 1977 |
|
SU703170A1 |