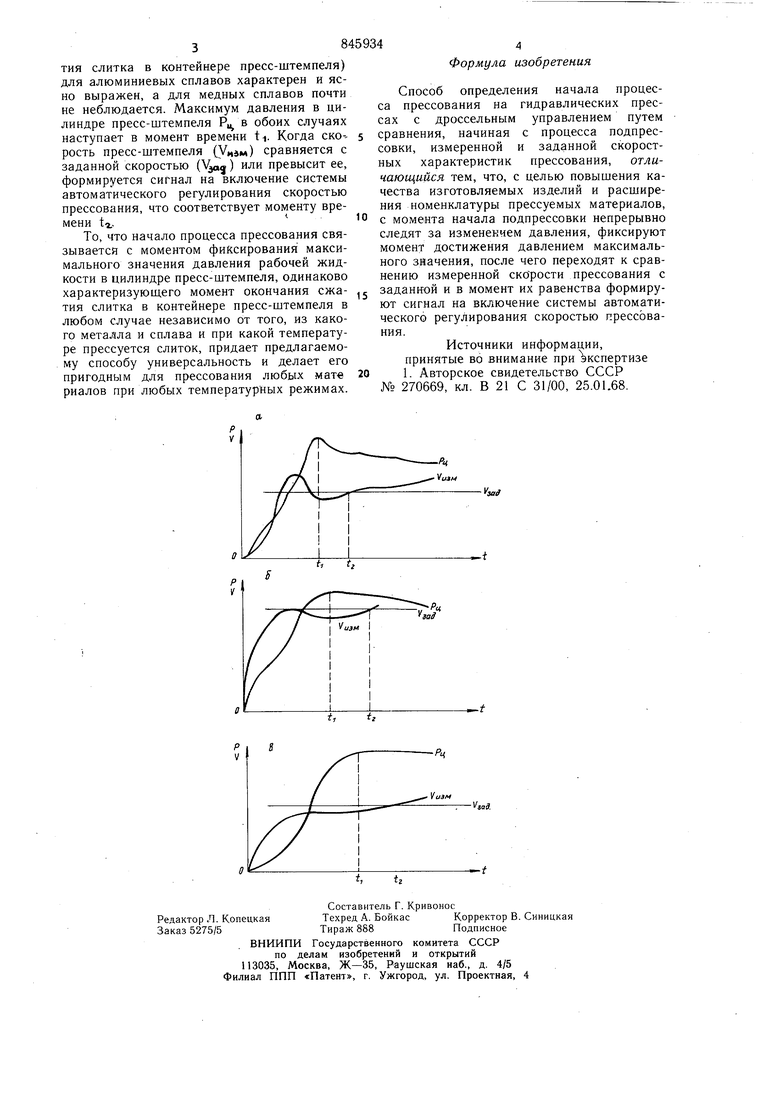
(54) СПОСОБ ОПРЕДЕЛЕНИЯ НАЧАЛА ПРОЦЕССА Изобретение относится к получению издеелий методом прессования и может быть реализовано в работе устройств для автоматического прессования на гидравлических прессах с дроссельным управлением. Известен способ определения начала процесса прессования на гидравлических прессах с дроссельным управлением путем сравнения, начиная с процесса подпрессовки, измеренной и заданной скоростных характеристик прессования 1. Однако для ряда материалов, например для меди и ее сплавов, эпюра скорости не имеет ярко выраженного минимума. Кроме того, на форму эпюры скорости оказывает большое влияние температурный режим прессования.. Когда эпюра скорости прессуемого материала не имеет характерного минимума в процессе подпрессовки из-за невозможности фиксации минимума скорости, своевременно не подается команда на включение системы автоматического регулирования скоростью прессования. В результате не происходит переход из режима подпрессовки в режим прессования, что приводит к появлению некачественных изделий или ПРЕССОВАНИЯ к браку. Этот способ применим лишь д ограниченной номенклатуры прессуемь материалов и не всегда удовлетворяет тр буемому качеству прессуемых издели Цель изобретения - повышение качес ва изготовляемых изделий и расширение н менклатуры прессуемых материалов. Поставленная цель достигается тем, ч с момента начала подпрессовки непрерыв следят за изменением давления, фиксиру момент достижения давлением максима/ ного значения, после чего производят сравнение измеренной скорости с заданной и момент их равенства формируют сигнал включение системы автоматического per лирования скоростью прессования (под ют команду на начало процесса прессов ния). На чертеже приведены типичные эпю давления в цилиндре пресс-штемпеля (Р и скорости пресс-штемпеля (Уи1м) Для спл ва D1 (а), бронзы БрОФ 7-04 (б) и v Ди (в). Из сравнения эпюр видно, что миним измеренной скорости пресс-штемпеля ( в момент времени t (момент окончания сха
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ НЛЧЛЛЛ ПРОЦЕССА ПРЕССОВАНИЯ | 1970 |
|
SU270669A1 |
| Способ определения начала прессования | 1980 |
|
SU893279A1 |
| Устройство автоматического контроля прессования на гидравлических прессах с дросельным управлением | 1979 |
|
SU863423A1 |
| Система управления гидравлическим прессом | 1975 |
|
SU624207A1 |
| Устройство для автоматическогоРЕгулиРОВАНия СКОРОСТи пРЕССОВАНия | 1979 |
|
SU846314A1 |
| Гидравлический трубный пресс | 1975 |
|
SU556861A1 |
| Устройство для получения длинномерных изделий на горизонтальном гидравлическом прессе | 1990 |
|
SU1779426A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1992 |
|
RU2035312C1 |
| Способ изготовления прутков и профилей из жаропрочных труднодеформируемых сплавов на никелевой основе | 1973 |
|
SU473538A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТОЧНЫХ ТРУБ | 2010 |
|
RU2448792C1 |
