Изобретение относится к машиностроению, а именно к конструкции систем управления кузнечно-прессового оборудования.
Известно устройство для автоматического регулирования скорости прессования, содержащее задатчик и измеритель скорости, соединенные с блоком сравнения, датчик давления и последовательно соединенные между собой регулятор и исполнительный двигатель с дросселем [1]
Недостаток этого устройства заключается в том, что регулирование скорости ведется без учета основных технологических параметров, изменяющихся по ходу прессования, а также при отклонениях химического состава и температуры заготовки, что приводит к снижению производительности и качества прессуемых изделий.
Известно устройство для автоматического регулирования, содержащее задатчик и измеритель скорости, соединенные с блоком сравнения, датчик давления и последовательно соединенные между собой регулятор и исполнительный двигатель, блоки ввода технологических параметров и определения максимума давления, интегрирующие и моделирующие элементы, причем выход задатчика скорости подключен к первому входу блока сравнения, выход которого подключен к входу регулятора, а выход измерителя скорости соединен со вторым входом блока сравнения и входом интегрирующего элемента, выход которого подключен к первому входу моделирующего элемента, к второму входу которого подсоединен выход блока ввода технологических параметров, а к третьему входу моделирующего элемента подключен выход блока определения максимума [2]
Целью изобретения является повышение производительности гидравлического пресса и улучшение качества прессуемых изделий.
Это достигается тем, что устройство снабжено обводным клапаном с иcполнительным механизмом и блоком управления обводным клапаном, включающим задатчик давления и блок сравнения давления, причем выход задатчика давления подключен к первому входу блока сравнения давлений, выход датчика давления соединен с вторым входом блока, а выход блока подключен к входу исполнительного механизма обводного клапана.
Наличие обводного клапана в устройстве управления гидропрессом позволяет сократить время подпрессовки заготовок, так как в данный момент основная масса рабочей жидкости поступает в главный цилиндр пресса через этот клапан, пропускная способность которого больше, чем пропускная способность дросселя. Поэтому и скорость подпрессовки будет больше, чем если бы она осуществлялась через дроссель. В тоже время блок управления обводным клапаном позволяет переключать пресс из режима подпрессовки в режим прессования при достижении любого давления в главном цилиндре пресса, которое задается задатчиком давления. Тем самым предотвращается опасность появления на пресс-изделиях трещин, которые могут возникать из-за интенсивного тепловыделения в очаге деформации в начальный момент прессования.
На чертеже представлена блок-схема устройства.
Устройство содержат датчик давления 1, измеритель 2 скорости прессования, блок 3 сравнения скоростей, исполнительный механизм 4 дросселя, дроссель 5, обводной клапан 6, исполнительный механизм 7 обводного клапана, блок 8 сравнения давлений, задатчик 9 давления, задатчик 10 скорости прессования, регулятор 11 скорости прессования 1.
Устройство для автоматического управления гидравлическим прессом работает следующим образом.
В начальный момент прессования, т.е. при подпрессовке заготовки, когда основная масса рабочей жидкости идет в главный цилиндр пресса через открытый обводной клапан 6, сигнал от датчика давления поступает к блоку 8 сравнения давлений и сравнивается с давлением, заданным задатчиком 9 давления.
В процессе подпрессовки происходит возрастание давления в главном цилиндре пресса и при достижении его значения величины, заданной задатчиком 9 давления, блок 8 сравнения давлений подает сигнал на вход исполнительного механизма 7, который закрывает обводной клапан 6. Далее поступление рабочей жидкости в главный цилиндр осуществляется через дроссель 5. Регулирование скорости прессования осуществляется путем открытия или закрытия на определенную величину дросселя 5 с помощью исполнительного механизма 4, который получает соответствующий сигнал от регулятора 11 скорости прессования, получающего, в свою очередь, сигнал от блока 3 сравнения скоростей, который сравнивает значения величин скоростей фактической, полученной от измерителя скорости 2, и заданной задатчиком скорости 10.
Использование устройства автоматического управления гидравлическим прессом позволяет повысить его производительность и улучшить качество пресс-изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоРЕгулиРОВАНия СКОРОСТи пРЕССОВАНия | 1979 |
|
SU846314A1 |
| Способ определения начала прессования | 1980 |
|
SU893279A1 |
| Устройство автоматического контроля прессования на гидравлических прессах с дросельным управлением | 1979 |
|
SU863423A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU870190A1 |
| Устройство управления гидравлическимпРЕССОМ | 1979 |
|
SU804529A1 |
| Система управления машиной литья под давлением | 1989 |
|
SU1650340A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2006 |
|
RU2334619C2 |
| Устройство автоматического контроля процесса прессования на гидравлических прессах с дроссельным управлением | 1985 |
|
SU1284845A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПРЕССОВАНИЯ | 1970 |
|
SU277055A1 |
| Система управления горячим прессованием | 1978 |
|
SU725906A1 |
Изобретение относится к машиностроению, а именно к конструкции систем управления кузнечно-прессового оборудования. Сущность: устройство содержит задатчик 10 и измеритель 2 скорости прессования, соединенные с блоком 3 сравнения, датчик 1 давления и последовательно соединенные между собой регулятор, испольнительный механизм 4, дроссель 5. Новым является то, что устройство снабжено блоком 6 управления обсадного клапана, состоящим из задатчика 9 давления и блока 8 сравнения. Выход задатчика 9 давления подключен к первому входу блока 8 сравнения, а выход датчика давления соединен с вторым входом блока давления, выход которого подключен к входу исполнительного механизма обводного клапана 7. 1 ил.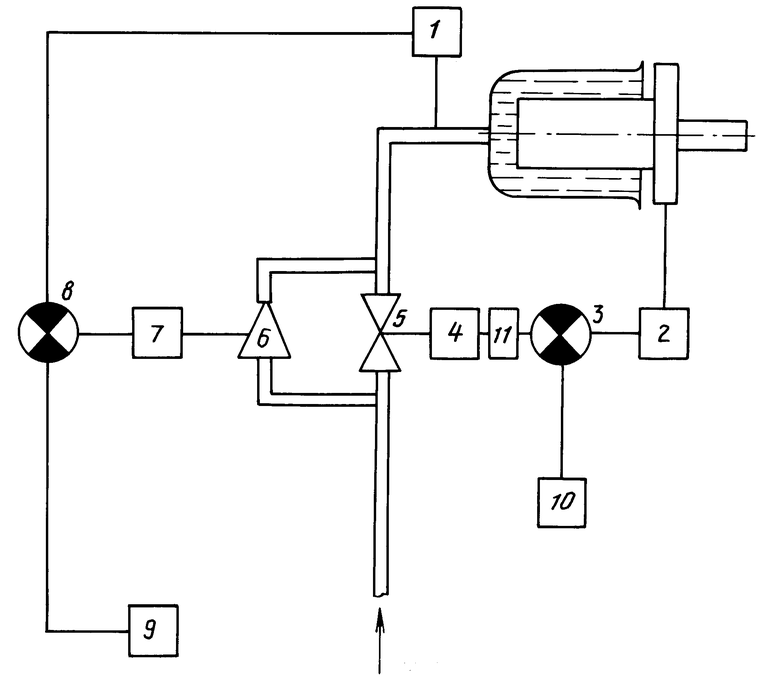
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ, содержащее последовательно соединенные регулятор, исполнительный механизм и дроссель для регулирования скорости прессования, а также задатчик и иизмеритель скорости прессования, соединенный с упомянутыми задатчиком и измерителем, блок сравнения скорости и датчик давления, отличающееся тем, что оно снабжено обводным клапаном с исполнительным механизмом и блоком управления обводным клапаном, включающим задатчик давления и блок сравнения давлений, причем выход задатчика давления подключен к первому входу блока сравнения давлений, выход датчика давления соединен с вторым входом блока, а выход блока подключен к входу исполнительного механизма обводного клапана.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматическогоРЕгулиРОВАНия СКОРОСТи пРЕССОВАНия | 1979 |
|
SU846314A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
