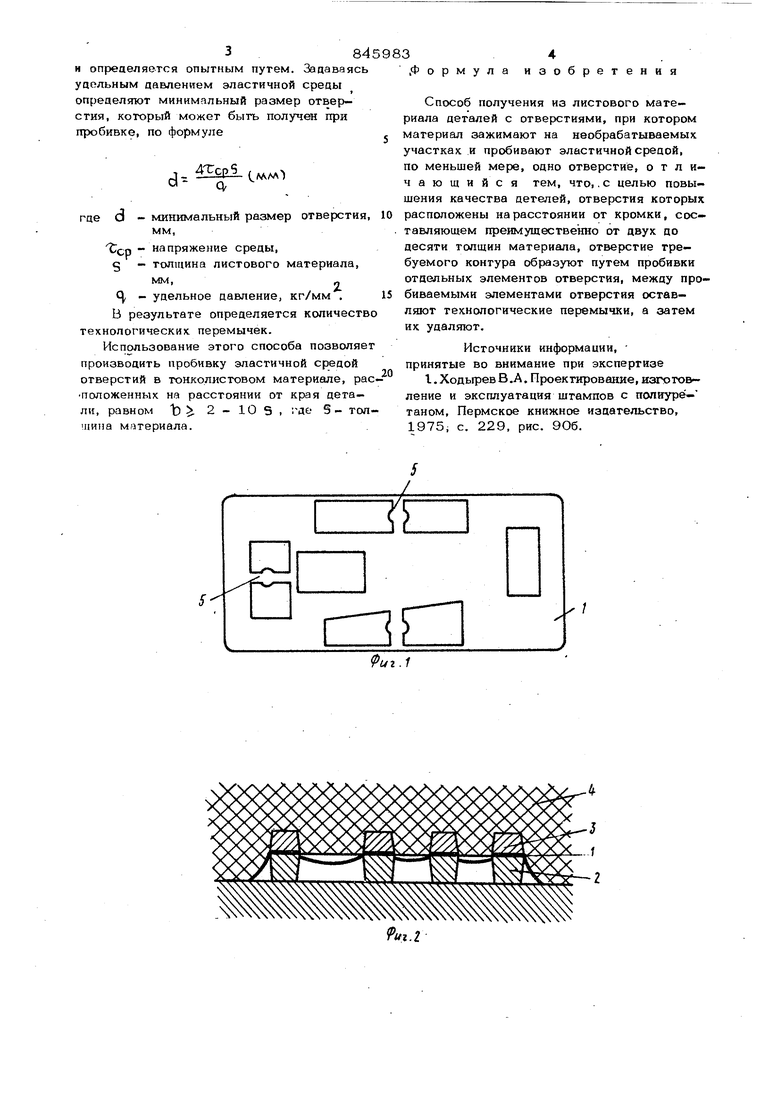
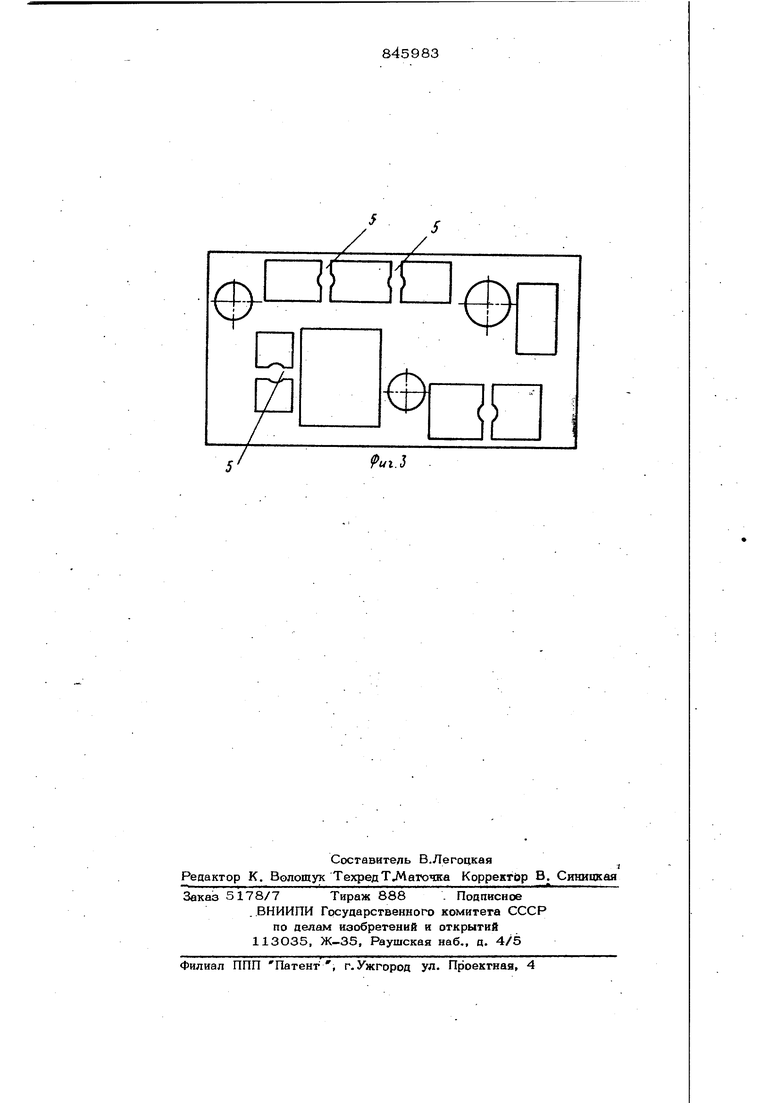
Изобретение относится к обработке ме галлов давлением, в частности к способам получения деталей из листового материала с отверстиями . Известен способ получен-ия из листового материала деталей с отверстиями, при котором материал зажимают на необрабатываемых участках и пробивают эластичной средой, по меньшей мере, одно отверстие 1 Недостатком данного способа является невысокое качество изготовляемых деталей, так как перемычки между отверстиями, расположенными близко от кромки детали, часто разрушаются. Цель изобретения - повышение качест деталей с отверстием., которое расположено на расстоянии от кромки, составляю щем преимущественно от двух до десяти толщин материала. Цель достигается тем, что отверстие требуемого контура образуют путем пробивки отдельных элементов отверстия с сохранением между пробиваемыми элемент ми, отверстия технологических перемыче|{ и их последующим удалением. На фиг. 1 показана схема осуществлр- ния способа; на фиг. 2. - схема штампа для осуществления способа; на фиг. 3 пример осуществления способа, при KOTI - ром между пробиваемыми элементами о ;- две перемычки. Предлагаемый способ осуществляете следующим образом. Пример 1. Заготовку I из листово материала устанавливают на копир- nyahсон 2, на котором выполнены технолоп ческие перемычки, прижимают прижимо:л 3 и деформируют эластичной средой 4. После штамповки технологические пере-мычки 5 удаляют вырубным инструмент П р и м е р 2. Способ осуществляе аналогично примеру 1, но в зависимости от размеров пробиваемого контура деле ют две или более технологических перемы Количество вводимых технологическ перемычек зависит от длины и толщинь заготовки, свойств листового материал и опрецеляется опытным путем. Задаваясь удельным цавленнем эластичной срецы определяют минимальный размер отверстия, который может быть получен при пробивке, по формуле d - минимальный размер отверстия - напряжение среды, 5 - толщина листового материала, мм, С удельное давление, кг/мм . В результате определяется количест текнологических. перемычек. Использование этого способа позволяе производить пробивку эластичной средой отверстий в тонколистовом материале, ра псхложенных на расстоянии от края детали, равном Ъ 5- 2 - 10 S , ДЬ S- то щина материала. «Формула изобретения Способ получения из листового материала деталей с отверстиями, при котором материал зажимают на необрабатываемых участках и пробивают эластичной средой, по меньшей мере, одно отверстие, отличающийся тем, что,. с целью повышения качества цетелей, отверстия которых расположены на расстоянии от кромки, составляющем преимущественно от двух цо десяти толщин материала, отверстие требуемого контура образуют путем пробивки отдельных элементов отверстия, между пробиваемыми элементами отверстия оставляют технологические перемычки, а затем их удаляют. Источники информации, принятые во внимание при экспертизе 1.Ходьфев В.А. Проектирование, изготовление и эксплуатация штампов с полиурё- таном. Пермское книжное издательство, 1975, с. 229, рис. 9Об.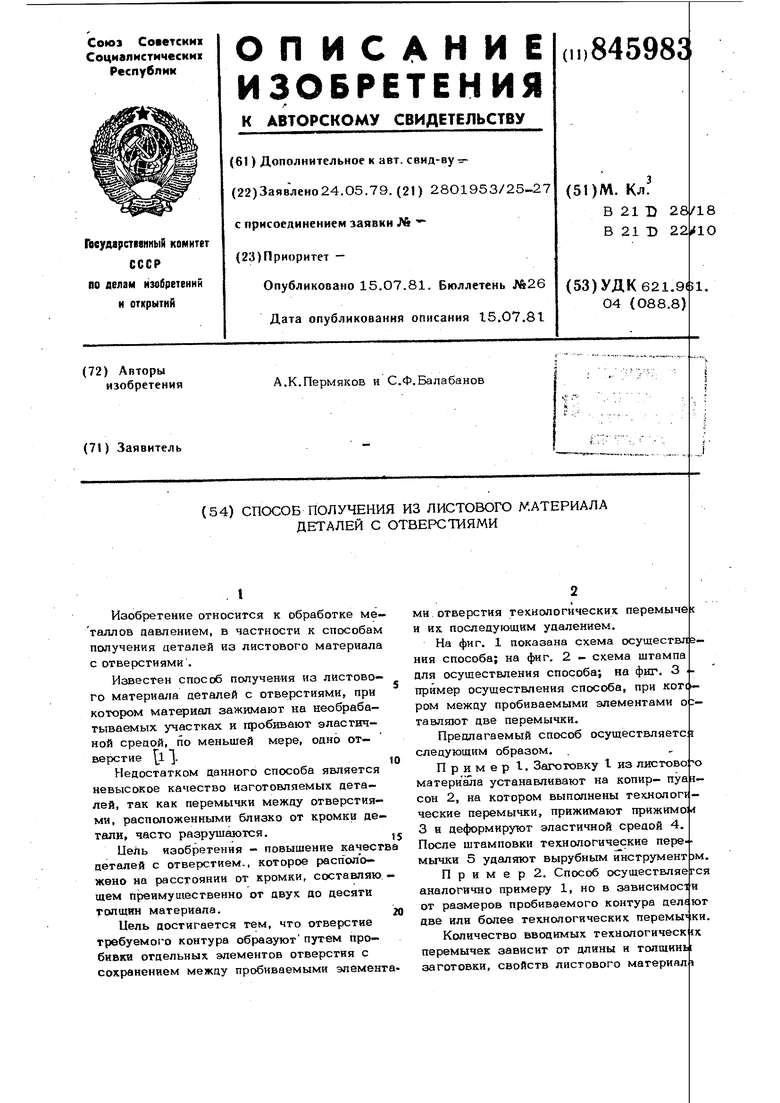
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| Способ электрогидроимпульсной пробивки отверстий в листовом материале | 1990 |
|
SU1719131A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для последовательной пробивкиОТВЕРСТий | 1979 |
|
SU845990A1 |
| Способ последовательной штамповки | 1981 |
|
SU1015977A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2547063C2 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| Способ изготовления полых деталей | 1984 |
|
SU1240489A1 |
II
аа
/ /
lOl
/
./
9иг.1
