1
Изобретение относится к обработке металлов давлением и, в частности к оснастке для листовой холодной штамповки,и может найти применение, например, в приборостроении и радиопромышленности.
Известен штамп для последовательной пробивки отверстий, содержащий матрицу, съемник и, по меньшей мере, два пуансона для пробивки, расположенные друг от друга на расстоянии, кратном шагу раскроя 1.
Недостатком известного штампа является невозможность пробивки отверстий с малыми перемычками между ними.
Цель изобретения - сокращение расхода материала путем уменьшения величины перемычек между пробиваемыми отверстиями.
С этой целью штамп, содержащий матрицу, съемник и, по меньшей мере, два пуансона для пробивки, расположенные друг от друга на расстоянии, кратном шагу раскроя, снабжен прижимом, размещенным внутри съемника и охватывающим пуансоном, расположенным со стороны штампа, противоположной подаче материала, на торце прижима, обращенном к матрице, выполнены два выступа, имеющие ширину, по меньшей мере, равную ширине перемычки, и р
сположенные один от другого на расстоя и. равном расстоянию между перемычками, сота выступов равна 0,8-0,9 толщины ш
мпуемого материала.
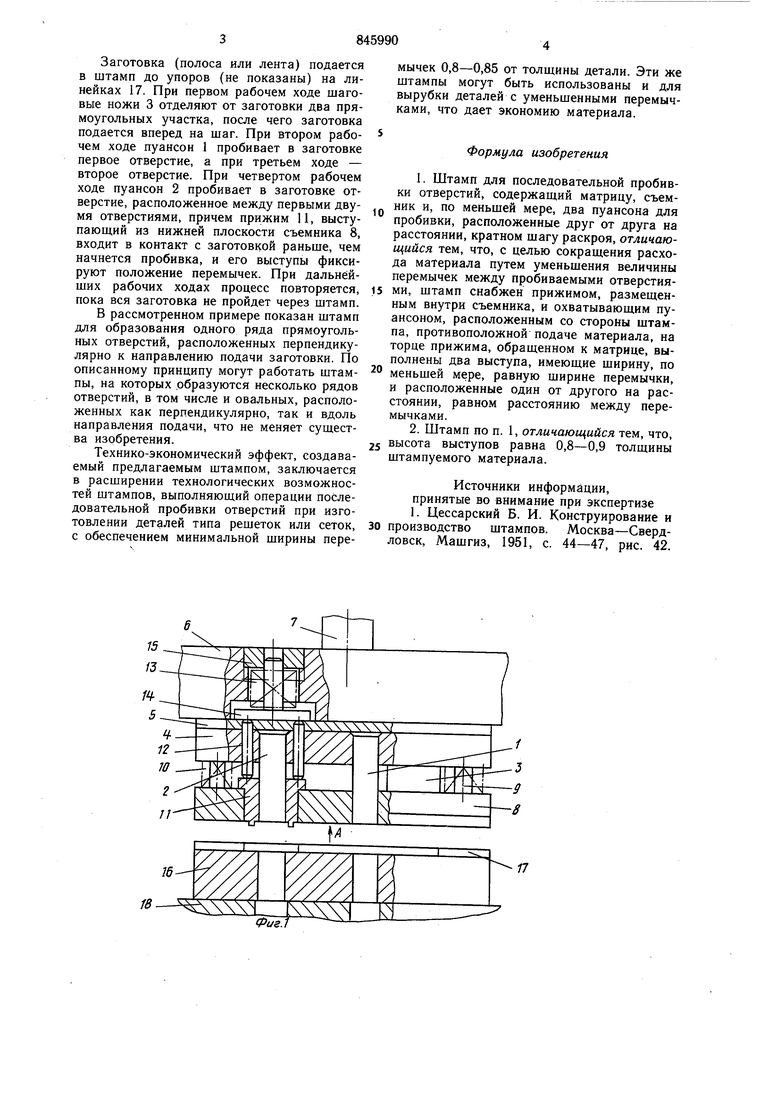
На фиг. 1 представлен штамп, обц
ий вид, продольный разрез; на фиг. 2 -
ид еА на фиг. 1; на фиг. 3 - часть детали шетки, образованной в штампе.
Штамп содержит в верхней части i
эобивные пуансоны 1 и 2 и шаговые нож
3,
10 пуансондержатель 4, прокладку 5, верхь.-.
ою плиту 6, снабженную хвостовиком 7. Стемник 8 связан с верхней плитой 6 винтаис надетыми на них пружинами 10. В отв тии съемника 8 Помещен прижим 11, оз
аJ5 тывающий пуансон 2 и находящийся од действием стержней 12, воспринимаю усилие комплекта сильных, например тар
ьчатых пружин 13, сидящих на штоке то/ а- 5. теля 14 и поджатых резьбовой пробкой На нижнем торце прижима 11 предусмо е20 ны два параллельных выступа. В ниж ей вчасти штамп содержит матрицу 16, напр ляющие линейки 17 и нижнюю плиту Штамп работает следуюшим обра;
м.
Заготовка (полоса или лента) подается в штамп до упоров (не показаны) на линейках 17. При первом рабочем ходе шаговые ножи 3 отделяют от заготовки два прямоугольных участка, после чего заготовка подается вперед на шаг. При втором рабочем ходе пуансон 1 пробивает в заготовке первое отверстие, а при третьем ходе - второе отверстие. При четвертом рабочем ходе пуансон 2 пробивает в заготовке отверстие, расположенное между первыми двумя отверстиями, причем прижим 11, выступающий из нижней плоскости съемника 8, входит в контакт с заготовкой раньше, чем начнется пробивка, и его выступы фиксируют положение перемычек. При дальнейших рабочих ходах процесс повторяется, пока вся заготовка не пройдет через штамп.
В рассмотренном примере показан штамп для образования одного ряда прямоугольных отверстий, расположенных перпендикулярно к направлению подачи заготовки. По описанному принципу могут работать штампы, на которых образуются несколько рядов отверстий, в том числе и овальных, расположенных как перпендикулярно, так и вдоль направления подачи, что не меняет сушества изобретения.
Технико-экономический эффект, создаваемый предлагаемым штампом, заключается в расширении технологических возможностей штампов, выполняющий операции последовательной пробивки отверстий при изготовлении деталей типа решеток или сеток, с обеспечением минимальной ширины перемычек 0,8-0,85 от толщины детали. Эти же штампы могут быть использованы и для вырубки деталей с уменьшенными перемычками, что дает экономию материала.
Формула изобретения
1.Штамп для последовательной пробивки отверстий, содержащий матрицу, съемник и, по меньшей мере, два пуансона для пробивки, расположенные друг от друга на расстоянии, кратном шагу раскроя, отличающийся тем, что, с целью сокращения расхода материала путем уменьшения величины перемычек между пробиваемыми отверстиями, штамп снабжен прижимом, размещенным внутри съемника, и охватывающим пуансоном, расположенным со стороны штампа, противоположной подаче материала, на торце прижима, обращенном к матрице, выполнены два выступа, имеющие ширину, по
меньшей мере, равную ширине перемычки, и расположенные один от другого на расстоянии, равном расстоянию между перемычками.
2.Штамп по п. 1, отличающийся тем, что, высота выступов равна 0,8-0,9 толщины
штампуемого материала.
Источники информации, принятые во внимание при экспертизе 1. Цессарский Б. И. Конструирование и производство штампов. Москва-Свердловск, Машгиз, 1951, с. 44-47, рис. 42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
| Штамп для пробивки отверстий | 1983 |
|
SU1204299A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| Штамп для пробивки отверстия в штучных заготовках | 1979 |
|
SU871909A1 |

Ю/ А
17
Г Фие.1
