(54) ВАЛОК ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ
ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU768499A1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ КОРОТКИХ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2041758C1 |
1
Изобретение относится к обработке металлов давлением и, в частности,может быть использовано при поперечно-винтовой прокатке тел вращения типа роликов или шариков.
Известен валок для поперечно-винтовой прокатки тел вращения, имеющий деформирующий и калибрующий участки, и расположенную по винтовой линии реборду с изменяющейся на деформирующем участке площадью поперечного сечения по длине развертки винтовой реборды 1.
Однако реборда валка обладает невысокой стойкостью в связи с изготовлением профиля реборды в форме трапеции с плоской вершиной и неравномерностью распределения деформации, выполняемой первым и последним витками реборды на деформирующем участке, что приводит к преждевременному выходу валков из строя.
Цель изобретения - повышение стойкости валка и обеспечение равномерного распределения деформации.
Поставленная цель достигается тем, что у валка для поперечно-винтовой прокатки тел вращения, содержащего деформирующий и калибрующий участки и расположенную по винтовой линии реборду с изменяющейся на деформирующем участке площадью поперечного сечения по длине развертки винтовой реборды, реборда на деформирующем участке по длине ее развертки выполнена из двух рабочих зон, первая из которых образована двумя, а вторая четырьмя расположенными под углом одна к другой гранями, при этом изменение площади поперечного сечения реборды осуществлено по линейному закону.
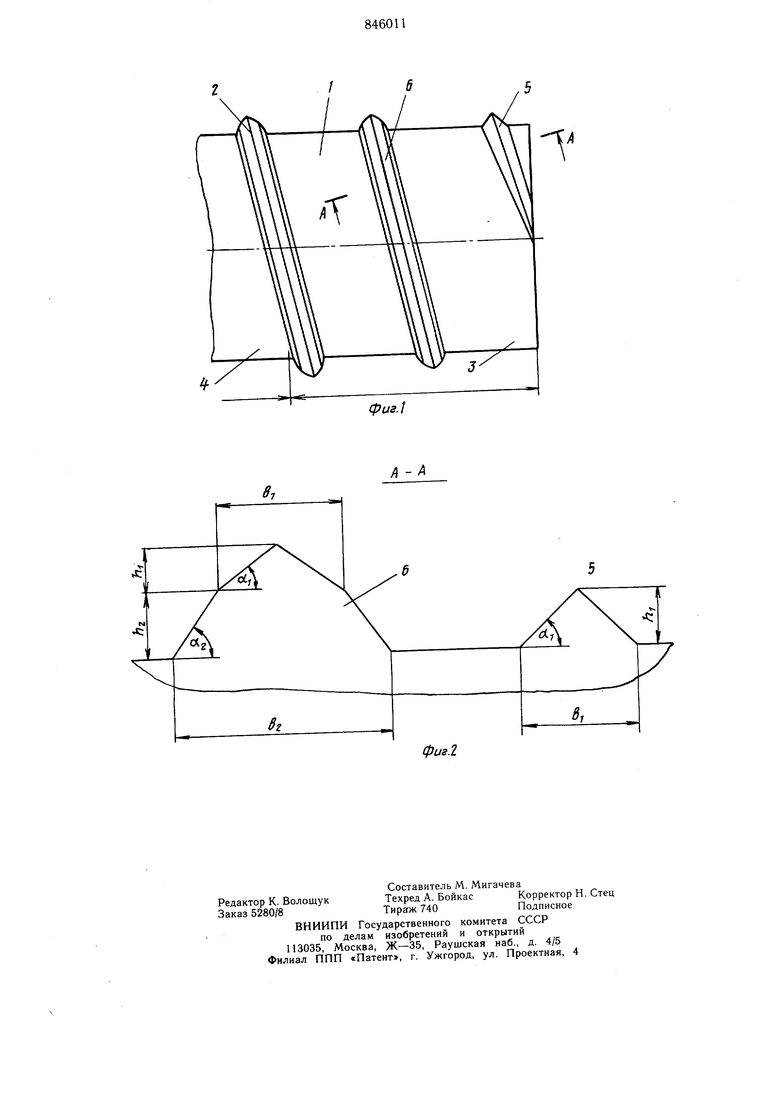
На фиг. 1 изображен валок, общий вид;
10 на фиг. 2 - текущее сечение реборды на деформирующем участке реборды (сечение А-А на фиг. Г).
Валок 1 для поперечно-винтовой прокатки профилирован винтовой ребордой 2, имею-. 15 ш,ей деформирующий и калибрующий участки 3 и 4 соответственно. Реборда 2 на деформирующем участке 3 выполнена из двух рабочих зон 5 и 6, при этом в зоне 5 поперечное сечение реборды представляет собой равнобедренный треугольник с углами при
20 основании di, в зоне б - сочетание равнобедренных треугольников и трапеции, имеющих одно общее основание, с углами при основаниях соответственно cti и d треугольного профиля реборды в зоне 5 переменны и изменяются в пределах: высота О - HI, основание О - В ь в зоне 6 размеры треугольного профиля постоянны, а трапеции - переменны и изменяются в пределах: высота О - Н 2, основание В( - В При этом изменение площади поперечного сечения обеих рабочих зон 5 и 6 реборды 2 осуществлено по линейному закону. Исходя из этого, построение реборды в зоне 5 определяется формулой
h, H,Y
L,
где h I и i( - текущие значения соответственно высоты и длины развертки реборды в первой зоне 5; Н( и LI-конечные величины высоты и длины развертки реборды в первой зоне.
Построение реборды в рабочей зоне 6 после аналитических преобразований определяется формулой
t/Btt 4-4tga,iB.H,-(iB.H,B.H..H)
где d-t- углы при основании трапеции; h 2, tz-текущие значения соответственно
высоты и длины развертки реборды
в рабочей зоне 6; Н г, La- конечные величины соответственно
высоты и длины развертки реборды
в рабочей зоне 6.
Пример. Разработана конструкция валка для поперечно-винтовой прокатки роликов диаметром 2,5 мм с вершиной из двух усеченных конусов, один из которых имеет угол 120° при вершине, другой - 20°. Валок имеет диаметр по дну калибра D 180 мм. На поверхности валка расположена по винтовой линии реборда, содержащая на деформирующем участке две зоны. На первой из них реборда выполнена в поперечном сечении в виде равнобедренного треугольника, на второй - в виде сочетания равнобедренного треугольника и трапеции с углами при основании соответственно 10° к di 60°. Размеры этих фигур изменяются соответственно: высота hi О-0,38 мм, Ьг О - 0,68 мм; основание - bi О- 3,24 мм Ьг 3,24 - 4,04 мм.
Реборда построена с изменением высоты в первой зоне по формуле
h, 0,,
где LI 1,5лО 847 мм-длина развертки первой зоны реборды;
во второй зоне - по формуле
,«(+V2.4.il.ft,Sl
bj.
где L2 2,5jtD 1356 мм - длина разверт0ки второй зоны реборды.
Профиль поперечного сечения винтовой реборды может быть выполнен в виде геометрических фигур с неравными углами при основаниях, а также в виде сочетаний прямых и кривых линий высшего порядка.
Использование предлагаемого изобретения по сравнению с известными повышает стойкость валков на 25 - 30% за счет равномерного распределения деформации и равномерного износа реборды; снижает потребность в валках на 25 - 30% при той же программе выпускаемых изделий; приводит к более плавному процессу формообразования заготовки в калибрах, что улучшает устойчивость процесса прокатки и повышает качество и точность изделий.
Формула изобретения
(j Валок для поперечно-винтовой прокатки тел вращения, содержащий деформирующий и калибрующий участки и расположенную по винтовой линии реборду с изменяющейся на деформирующем участке площадью поперечного сечения по длине развертки винтовой реборды, отличающийся тем, что, с целью повышения его стойкости и обеспечения равномерного распределения деформации, реборда на деформирующем участке по длине ее развертки выполнена из двух рабочих зон, первая из которых образована двумя, а вторая четырьмя расположенными под углом одна к другой гранями, при этом изменение площади поперечного сечения реборды осуществлено по линейному закону.
5Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 461771, кл. В 21 Н 1/18, 29.11.72.
