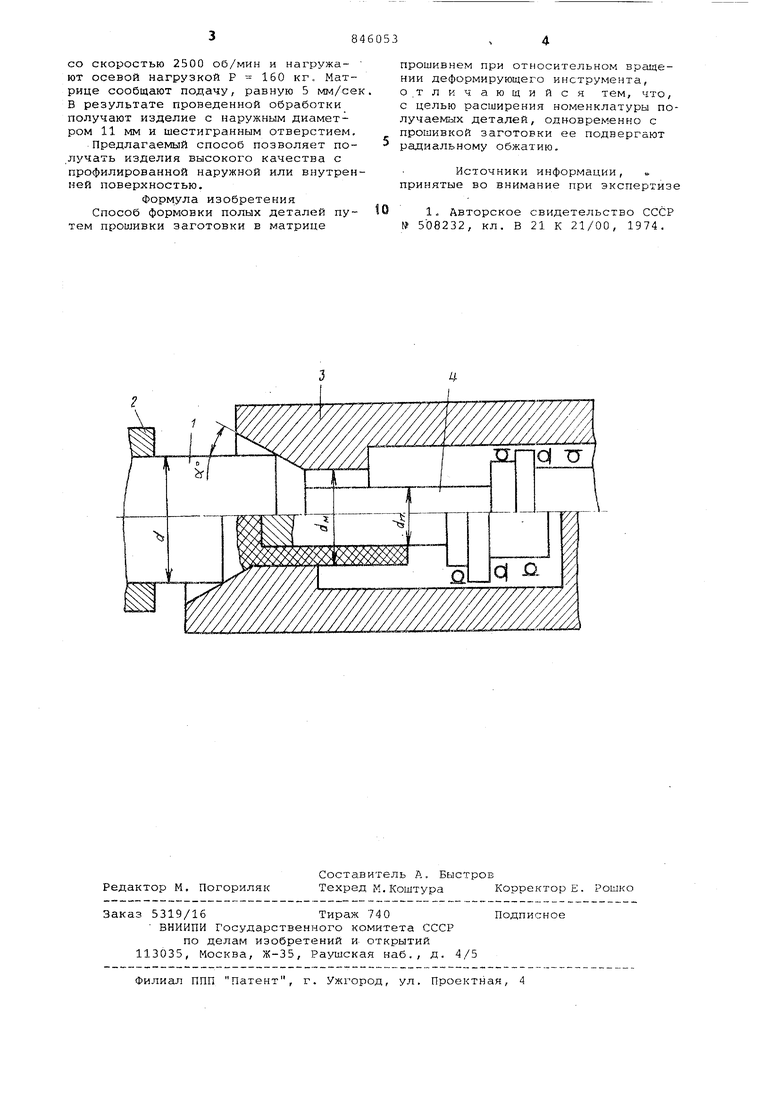
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления полых деталей обработкой давлением. Известен способ формовки полых деталей путем прошивки заготовки в матрице прошиванием при относительном их вращении l . Недостаток этого способа обуслов лен ограниченностью номенклатуры из готавливаемых деталей. Цель изобретения - расширение но менклатуры получаемых деталей. Поставленная цель достигается тем, что согласно способу формовки полых деталей путем прошивки заго товки в матрице прошивнем, одноврем но с прошивкой заготовки ее подвергают радиальному обжатию. На чертеже показана схема проведения процесса. Прутковую заготовку 1 фиксируют в зажимном узле 2 и размещают соосно матрице 3, имеющей конический за ходный участок и калибрующий участо с диаметром d м, меньшим диаметра заготовки d. В матрице размещен про шивень 4, рабочий торец которого на ходится на уровне сопряжения заходного и калибрующего участков матрицы. Затотовке 1 сообщают вращательное движение и вводят в контакт с заходным участком матрицы. В результате возникающего трения осуществляется местный нагрев заготовки до ковочной температуры. При этом калибрующим участком матрицы осуществляется обжим, а прошивнем - прошивка заготовки. При изготовлении деталей с профилированной наружной поверхностью нагрев заготовки осуществляют воздействием на нее прошивня при использовании матрицы с соответствующей профилированной поверхностью на калибрующем участке. При изготовлении деталей с профилированной . внутренней поверхностью нагрев заготовки осуществляют матрицей, используя при этом профилированный прошивень. Пример . Прутковую заготовку из латуни Л 63 диаметром d 14 мм зажимают в патроне токарного станка. Матрица имеет заходный участок в углом конусности ,4, 15 , переходящий в калибрующий участок, диаметром d ц, i 11 мм. Прошивень имеет профиль шестигранника. Заготовке сообщают вращательное движение
со скоростью 2500 об/мин и нагружа- ют осевой нагрузкой Р 160 кг„ Матрице сообщают подачу, равную 5 мм/сек В результате проведенной обработки получают изделие с наружным диаметром 11 мм и шестигранным отверстием.
Предлагаемый способ позволяет по.лучать изделия высокого качества с профилированной наружной или внутренней поверхностью.
Формула изобретения
Способ формовки полых деталей путем прошивки заготовки в матрице
прошивнем при относительном вращении деформирующего инструмента, отличающийся тем, что, с целью расширения номенклатуры получаемых деталей, одновременно с прошивкой заготовки ее подвергают радиальному обжатию.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 508232, кл. В 21 К 21/00, 1974,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки полых деталей | 1978 |
|
SU893372A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| Устройство для формовки полых изделий | 1978 |
|
SU912382A1 |
| Способ изготовления шпинделей вентилей | 1979 |
|
SU904857A1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Устройство для изготовленияпОлыХ дЕТАлЕй | 1978 |
|
SU816644A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
