(54) УСТРОЙСТВО ДЛЯ ФОРМОВКИ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления деталей термофрикционной штамповкой | 1979 |
|
SU880595A1 |
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| Способ термофрикционной штамповки | 1979 |
|
SU880594A1 |
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Способ термофрикционной формовки полых деталей | 1980 |
|
SU963665A1 |
| Способ формовки полых деталей | 1978 |
|
SU893372A1 |
| Способ формовки полых деталей | 1978 |
|
SU846053A1 |
| Способ получения изделий из прутковых заготовок | 1978 |
|
SU713646A1 |
| Способ изготовления изделий | 1978 |
|
SU816645A1 |
1
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для формовки полых изделий термофрикционной прошивкой.
Известно устройство для формовки полых изделий термофрикционной прошивкой, содержашее полую матрицу с калибруюшим участком и размещенный в ней пуансон 1.
Посредством известного устройства возможно получение изделий лишь с круглым отверстием, т. е. номенклатура получаемых на нем изделий ограничена.
Цель изобретения - расширение номенклатуры получаемых изделий.
Поставленная цель достигается тем, что устройство формовки полых издели-й термофрикционной прошивкой, содержащее полую матрицу с калибрующим участком и размещенньщ в ней пуансон, снабжено установленными со стороны противоположной рабочему торцу матрицы, с возможностью взаимодействия с пуансоном подшипниками, например, радиальными.
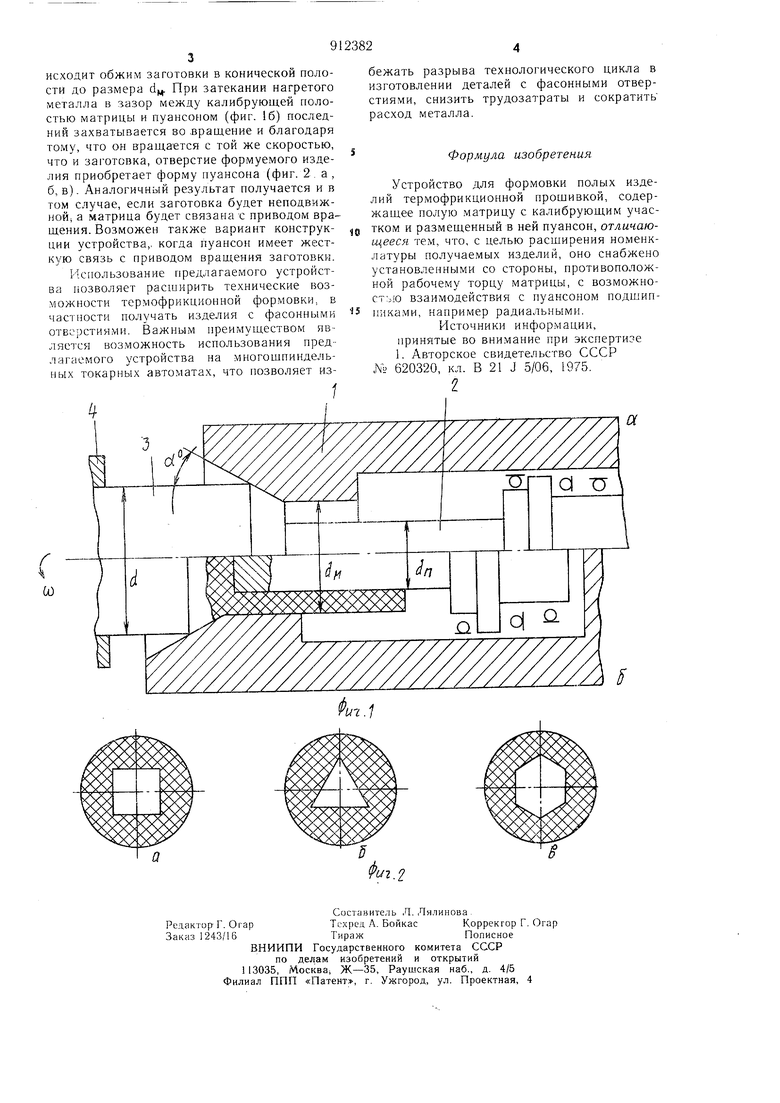
На фиг. 1 а, б показана схема устройства в исходном состоянии в процессе формовки полого изделия, соответственно; на
фиг. 2 а, б, в - некоторые виды получаемых полых изделий в сечении.
Устройство состоит из матрицы 1, выполненной, например, с торцевой конической полостью с углом -, переходящей в калибрующую полость диаметром d и пуансона 2, установленного соосно с калибрующей полостью матрицы на подшипниках с возможностью, например, свободного вращения, имеющего рабочий торец диаметром dp Матрица 1 зафиксирована от проворота,
10 но имеет возможность осевого перемещения. В конической полости матрицы помещают прутковую заготовку 3 диаметром df,закрепленную в зажимном устройстве 4, связанном с приводом вращения, например, токарного станка или машины для сварки трением.
15 Заготовке 3 сообщают вращательное движение с определенной угловой скоростью uJ и к ее торцу посредством конической полости матрицы I прикладывают осевую нагрузку Р, в результате чего на контактной по20верхности возникает тепловыделение от трения и происходит нагрев заготовки до ковочных температур. Матрице и пуансону сообщают рабочую подачу, в результате чего про
