1
Изобретение относится к измерительным устройствам для сварных соединений и может быть использовано на предприятиях машиностроения для контроля сварных соединений деталей конструкций электродуговой сваркой на постоянном и переменном токах.
Известен регистратор параметров сварочных режимов, предназначенный для контроля и одновременной регистрации следующих параметров: сварочного тока, напряжения дуги, скорости сварки, расхода защитного газа 1,
Известный регистратор не обеспечивает достаточно объективной и точной оценки качества сварного соединения, так как в импульсном режиме сварки на нем нельзя производить контроль и регистрацию длительности импульса и паузы сварочного тока, что отрицательно сказывается на качестве сварного соединения.
На практике требуется строгое соблкдаение установленного технологического режима, особенно при свар ке ответственных деталей. Уменьшение длительности импульса тока можех привести к непровару, а увеличение к прожогу материала. Уменьшение паузы сварочного тока, приводит к
увеличению частоты следования импульсов тока, что влечет за собой перегрев и прожог материала. Увеличение паузы соответственно снижает частоту импульсов сварочного тока к ведет к ослаблению сварного шва.
Цель изобретения - повышение точности и объективности оценки качества сварного соединения при сварке
10 в импульсном режиме.
Поставленная цель достигается эа счет того, что в устройство введен блок измерения дтлите.пьности импульса и паузы сварочного тока,
15 подключеккый своим входом к коммутатору, а выходом - к блоку согласования .
При сварке деталей в импульсном режиме длительности импульсов и пау20зы сварочного тока устанавливаются согласно требованиям технологического режима в зависимости от материала к толщины свариваемых деталей. Шаг сварки, т.е. соотношение пауз
25 и импульсов сварочного тока, определяется требуемыми прочностными характеристиками изделия Б целом, 1ерметичностью шва и т,л. Поэтому качество сварного со(цинения зависит 30 от точности соблюдения установленIHOTO технологического режима, а объективность и точность оценки качества шва повышается при контроле и соответствующей коррекции длительностей импульса и паузы сварочного тока.
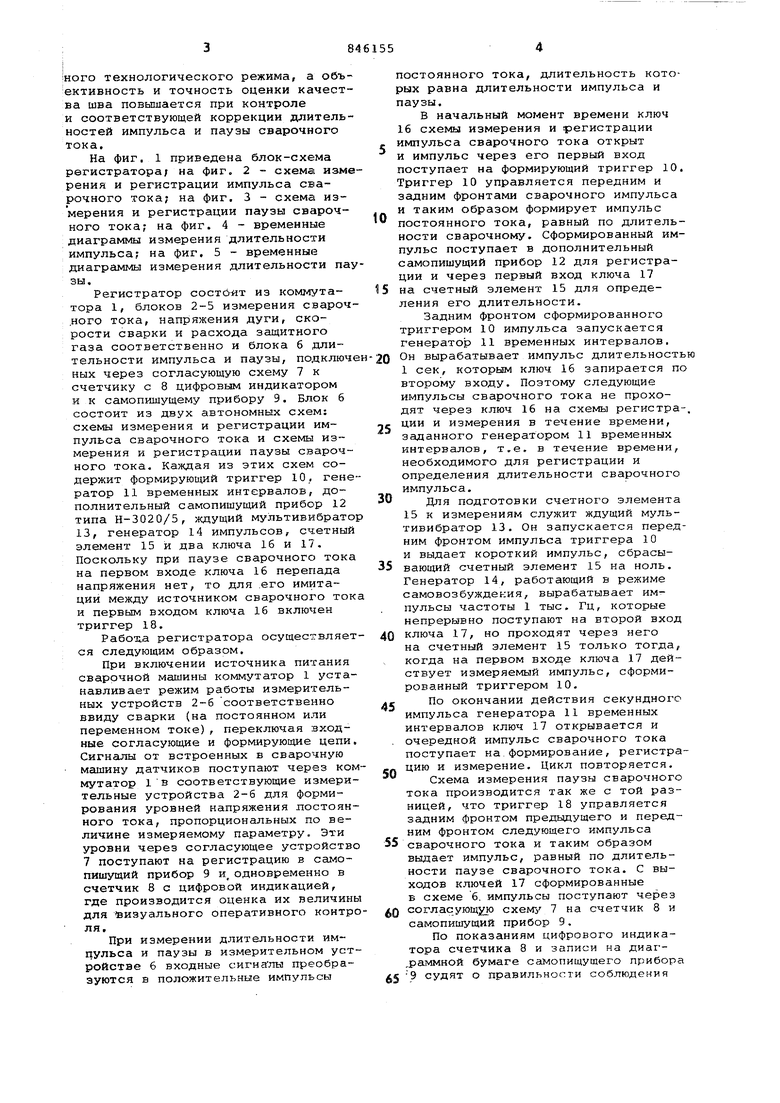
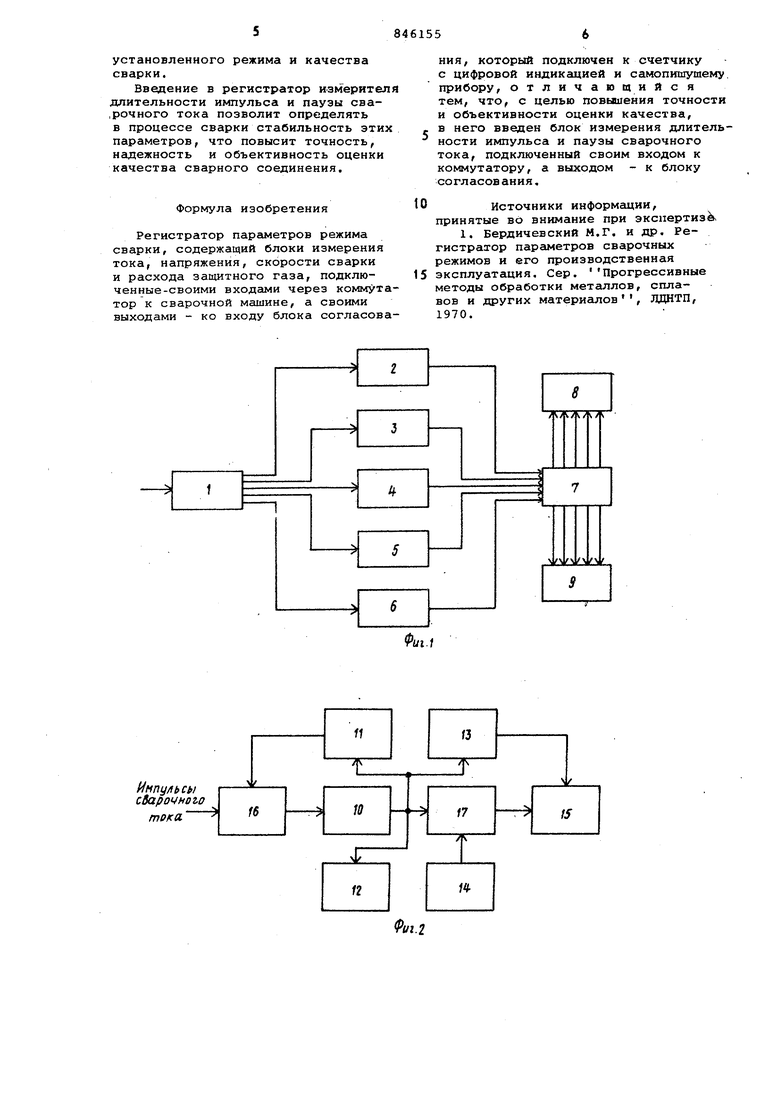
На фиг, 1 приведена блок-схема регистратора; на фиг. 2 - схема измерения и регистрации импульса сварочного тока; на фиг, 3 - схема измерения и регистрации паузы сварочного тока; на фиг. 4 - временные диаграммы измерения длительности импульса; на фиг, 5 - временные диаграммы измерения длительности паузы.
Регистратор состй«т из коммутатора 1, блоков 2-5 измерения свароч.ного тока, напряжения дуги, скорости сварки и расхода защитного газа соответственно и блока 6 .длительности импульса и паузы, подключ ных через согласующую схему 7 к счетчику с 8 цифровым индикатором и к самопишущему прибору 9. Блок 6 состоит из двух автономных схем: схемы измерения и регистрации импульса сварочного тока и схемы измерения и регистрации паузы сварочного тока. Каждая из этих схем, содержит формирующий триггер 10, генератор 11 временных интервалов, дополнительный самопишущий прибор 12 типа Н-3020/5, ждущий мультивибрато 13, генератор 14 импульсов, счетный элемент 15 и два ключа 16 и 17. Поскольку при паузе сварочного тока на первом входе ключа 16 перепада напряжения нет, то для .его имитации между источником сварочного ток и первым входом ключа 16 включен триггер 18.
Рабоз а регистратора осуществляется следующим образом.
При включении источника питания сварочной машины коммутатор 1 устанавливает режим работы измерительных устройств 2-6 соответственно ввиду сварки (на постоянном или переменном токе), переключая входные согласующие и формирующие цепи, Сигналы от встроенных в сварочную машину датчиков поступают через коммутатор 1в соответствующие измерительные устройства 2-6 для формирования уровней напряжения лостоянного тока, пропорциональных по величине измеряемому параметру. Эти уровни через согласующее устройство 7 поступают на регистрацию в самопишущий прибор 9 и одновременно в счетчик 8 с цифровой индикацией, где производится оценка их величины для визуального оперативного контроля.
При измерении длительности импульса и паузы в измерительном устройстве 6 входные сигналы преобразуются в положительные импульсы
постоянного тока, длительность которых равна длительности импульса и паузы.
В начальный момент времени ключ 16 схемы измерения и регистрации импульса сварочного тока открыт и импульс через его первый вход поступает на формирующий триггер 10 Триггер 10 управляется передним и задним фронтами сварочного импульса и таким образом формирует импульс постоянного тока, равный по длительности сварочному. Сформированный импульс поступает в дополнительный самопишущий прибор 12 для регистрации и через первый вход ключа 17 на счетный элемент 15 для определения его длительности.
Задним фронтом сформированного триггером 10 импульса запускается генератор 11 временных интервалов. Он вырабатывает импульс длительност 1 сек, которым ключ 16 запирается п второму входу. Поэтому следующие импульсы сварочного тока не проходят через ключ 16 на схемы регистра ции и измерения в течение времени, заданного генератором 11 временных интервалов, т.е. в течение времени, необходимого для регистрации и определения длительности сварочного импульса.
Для подготовки счетного элемента 15 к измерениям служит ждущий мультивибратор 13. Он запускается передним фронтом импульса триггера 10 и выдает короткий импульс, сбрасывающий счетный элемент 15 на ноль. Генератор 14, работающий в режиме самовозбуждения, вырабатывает импульсы частоты 1 тыс. Гц, которые непрерывно поступают на второй вход ключа 17, но проходят через него на счетный элемент 15 только тогда, когда на первом входе ключа 17 действует измеряемый импульс, сформированный триггером 10.
По окончании действия секундного импульса генератора 11 временных интервалов ключ 17 открывается и очередной импульс сварочного тока поступает на.формирование, регистрацию и измерение. Цикл повторяется.
Схема измерения паузы сварочного тока производится так же с той разницей, что триггер 18 управляется задним фронтом предыдущего и передним фронтом следующего импульса сварочного тока и таким образом выдает импульс, равный по длительности паузе сварочного тока. С выходов ключей 17 сформированные в схеме 6. импульсы поступают через согласующую 7 на счетчик 8 и самопишущий прибор 9.
По показаниям цифрового индикатора счетчика 8 и записи на диаг.раммной бумаге самопищущего прибора 9 судят о правильности соблюдения
установленного режима и качества сварки.
Введение в регистратор измерителя длительности импульса и паузы сва,рочного тока позволит определять в процессе сварки стабильность этих параметров, что повысит точность, надежность и объективность оценки качества сварного соединения.
Формула изобретения
Регистратор параметров режима сварки, содержащий блоки измерения тока, напряжения, скорости сварки и расхода защитного газа, подключенные-своими входами через коммутатор к сварочной машине, а своими выходами - ко входу блока согласования, который подключен к счетчику с цифровой индикацией и самопишущему прибору, отличающийся тем, что, с целью повышения точности и объективности оценки качества, - в него введен блок измерения длительности импульса и паузы сварочного тока, подключенный своим входом к коммутатору, а выходом - к блоку согласования,
0 Источники информации,
принятые во внимание при экспертиз
1. Бердичевский М.Г. и др. Регистратор параметров сварочных режимов и его производственная
5 эксплуатация. Сер. Прогрессивные методы обработки металлов, сплаt I
лднтп,
вов и других материалов
1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1986 |
|
SU1323282A2 |
| Устройство для контроля профессиональных навыков радиотелеграфистов | 1985 |
|
SU1320837A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство для получения сварочного импульса | 1986 |
|
SU1393564A1 |
| Регулятор сварочного цикла однофазных машин контактной сварки | 1984 |
|
SU1225739A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Устройство для контроля профессиональной пригодности радиотелеграфистов | 1984 |
|
SU1169006A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
Импу/ч ся сбарочною
тока.
CSapoiiHbtii ток
Ci& QHHlillJ
