(54) ЭЛЕКТРОД-ИНСТРУМЕНТ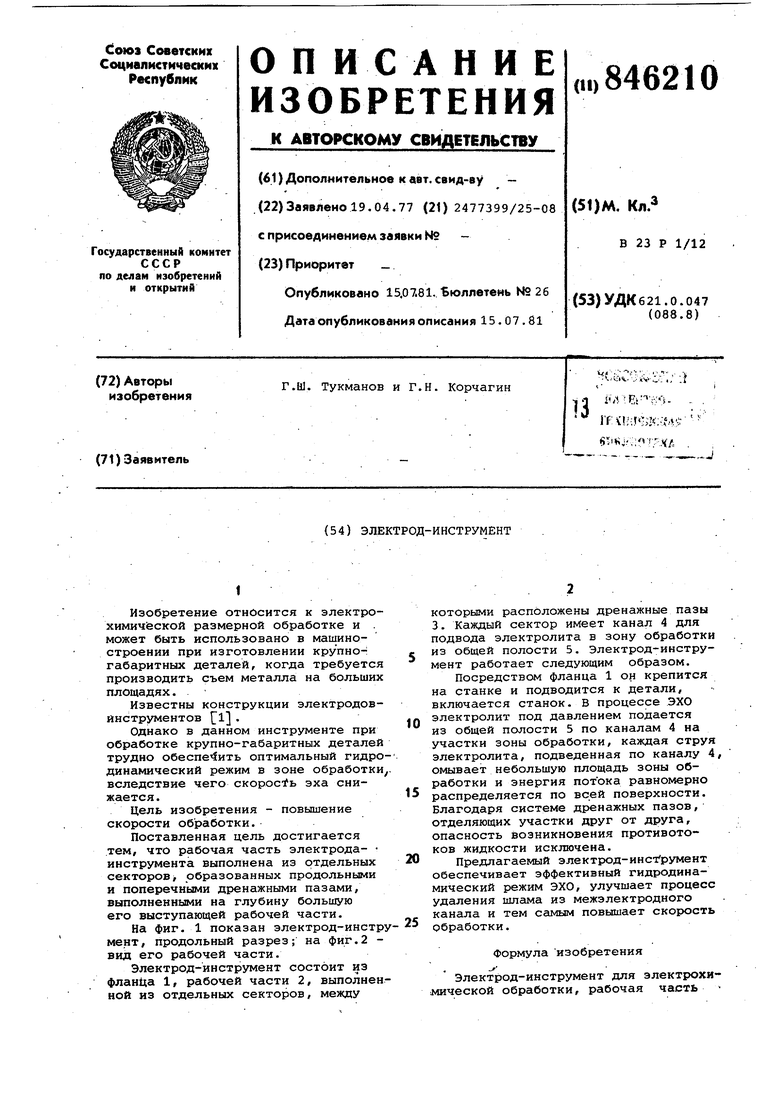
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1998 |
|
RU2198076C2 |
| Электрод-инструмент | 1979 |
|
SU823054A1 |
| Инструмент для обработки пазов | 1981 |
|
SU1098737A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1036486A2 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2552205C2 |
| Электрод-инструмент для электрохимической обработки | 1987 |
|
SU1539005A1 |
1
Изобретение относится к электрохимической размерной обработке и может быть использовано в машиностроении при изготовлении крупногабаритных деталей, когда требуется производить съем металла на больших площадях.
Известны конструкции электродовинструментов 1 .
Однако в данном инструменте при обработке крупно-габаритных деталей трудно обеспе1ить оптимальный гидродинамический режим в зоне обработки, вследствие чего скорость эха снижается.
Цель изобретения - повышение скорости обработки.
Поставленная цель достигается тем, что рабочая часть электрода- инструмента выполнена из отдельных секторов образованных продольными и поперечными дренажными пазами, выполненными на глубину большую его выступающей рабочей части.
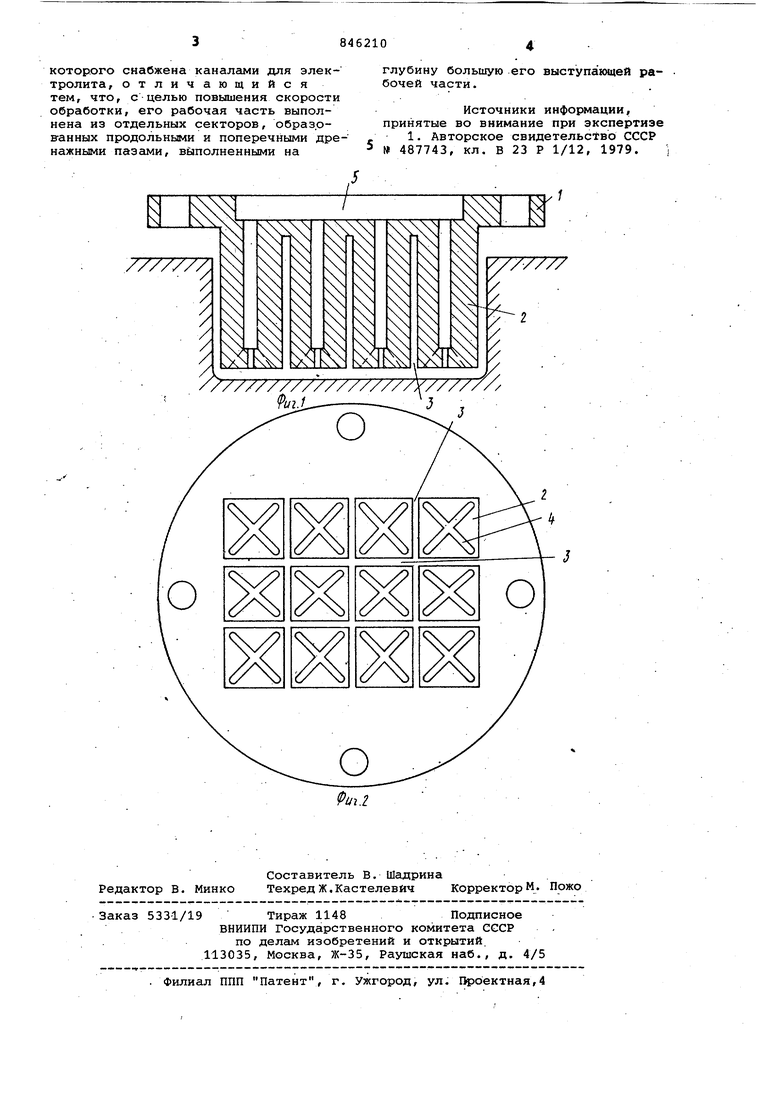
На фиг. 1 показан электрод-инструмент, продольный разрез; на фиг.2 вид его рабочей части.
Электрод-инструмент состоит из фланЦа 1, рабочей части 2, выполненной из отдельных секторов, между
которыми расположены дренажные пазы 3. Каждый сектор имеет канал 4 для подвода электролита в зону обработки из общей полости 5. Электрод-инструмент работает следующим образом.
Посредством фланца 1 о крепится на станке и подводится к детали, включается станок. В процессе ЭХО электролит под давлением подается
10 из общей полости 5 по каналам 4 на участки зоны обработки, каждая струя электролита, подведенная по каналу 4, омывает небольшую площадь зоны обработки и энергия потока равномерно
15 распределяется по всей поверхности. Благодаря системе дренажных пазов, отделяющих участки друг от друга, опасность возникновения противотоков жидкости исключена.
20
Предлагаемый электрод-инструмент обеспечивает эффективный гидродинамический режим ЭХО, улучшает процесс удаления шлама из межэлектродного канала и тем самым повышает скорость
25 Обработки.
Формула изобретения
Электрод-инструмент для электрохи,мической обработки, рабочая часть
которого снабжена каналами для электролита, отличающийся тем, что, с целью повышения скорости обработки, его рабочая часть выполнена из отдельных секторов, образрнанных продольными и поперечными дренажными пазами, выполненными на
глубину большую его выступающей рабочей части.
Источники информации, принятые во внимание при экспертизе
