(54) АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ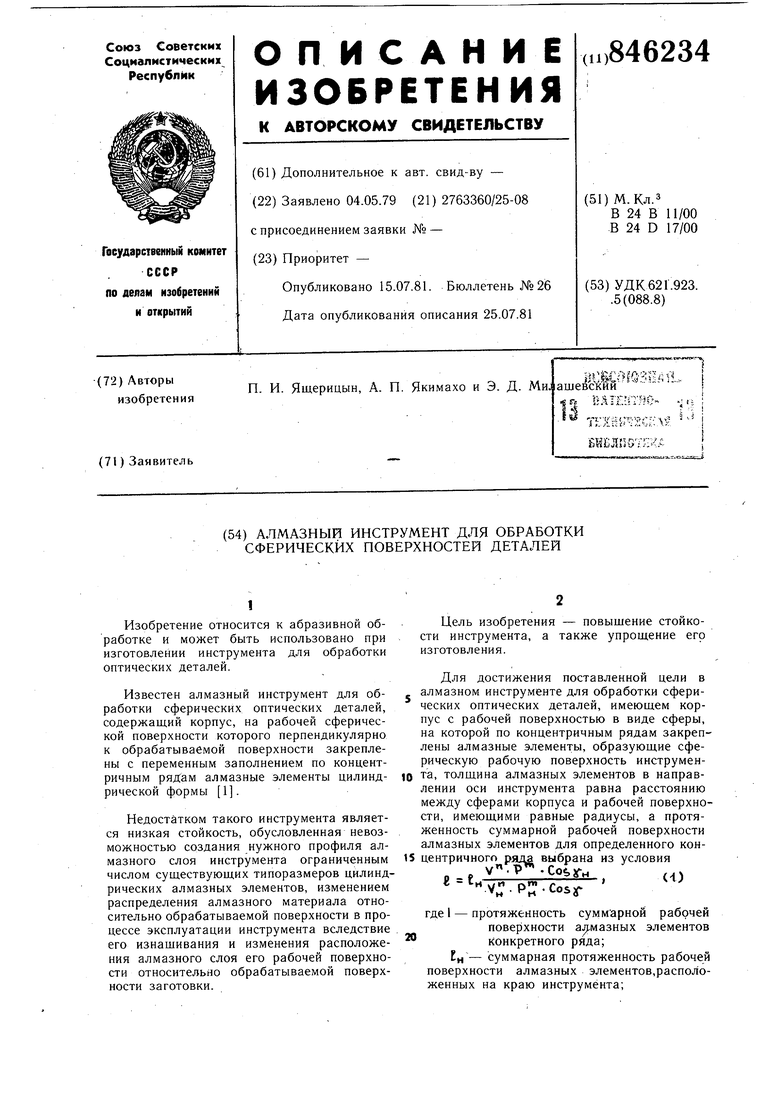
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| Способ обработки сферических поверхностей | 1986 |
|
SU1414581A1 |
| Инструмент для шлифования сферических поверхностей | 1983 |
|
SU1135626A2 |
| Способ абразивной обработки сферических поверхностей | 1986 |
|
SU1404284A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Способ обработки сферических поверхностей кольцевым алмазным инструментом | 1988 |
|
SU1722787A1 |
| Способ обработки оптических деталей | 1982 |
|
SU1039697A1 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| ДИСКОВЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2366575C2 |
1
Изобретение относится к абразивной обработке и может быть использовано при изготовлении инструмента для обработки оптических деталей.
Известен алмазный инструмент для обработки сферических оптических деталей, содержащий корпус, на рабочей сферической поверхности которого перпендикулярно к обрабатываемой поверхности закреплены с переменным заполнением по концентричным рядам алмазные элементы цилиндрической формы 1.
Недостатком такого инструмента является низкая стойкость, обусловленная невозможностью создания нужного профиля алмазного слоя инструмента ограниченным числом существующих типоразмеров цилиндрических алмазных элементов, изменением распределения алмазного материала относительно обрабатываемой поверхности в процессе эксплуатации инструмента вследствие его изнашивания и изменения расположения алмазного слоя его рабочей поверхности относительно обрабатываемой поверхности заготовки.
Цель изобретения - повыщение стойкости инструмента, а также упрощение его изготовления.
Для достижения поставленной цели в J алмазном инструменте для обработки сферических оптических деталей, имеющем корпус с рабочей поверхностью в виде сферы, на которой по концентричным рядам закреплены алмазные элементы, образующие сферическую рабочую поверхность инструмента, толщина алмазных элементов в направлении оси инструмента равна расстоянию между сферами корпуса и рабочей поверхности, имеющими равные радиусы, а протяженность суммарной рабочей поверхности алмазных элементов для определенного концентричного выбрана из условия
V
Со Уе
(1) в СиТГй
рп Cosy
где I - протяженность суммарной рабочей поверхности а мазных элементов
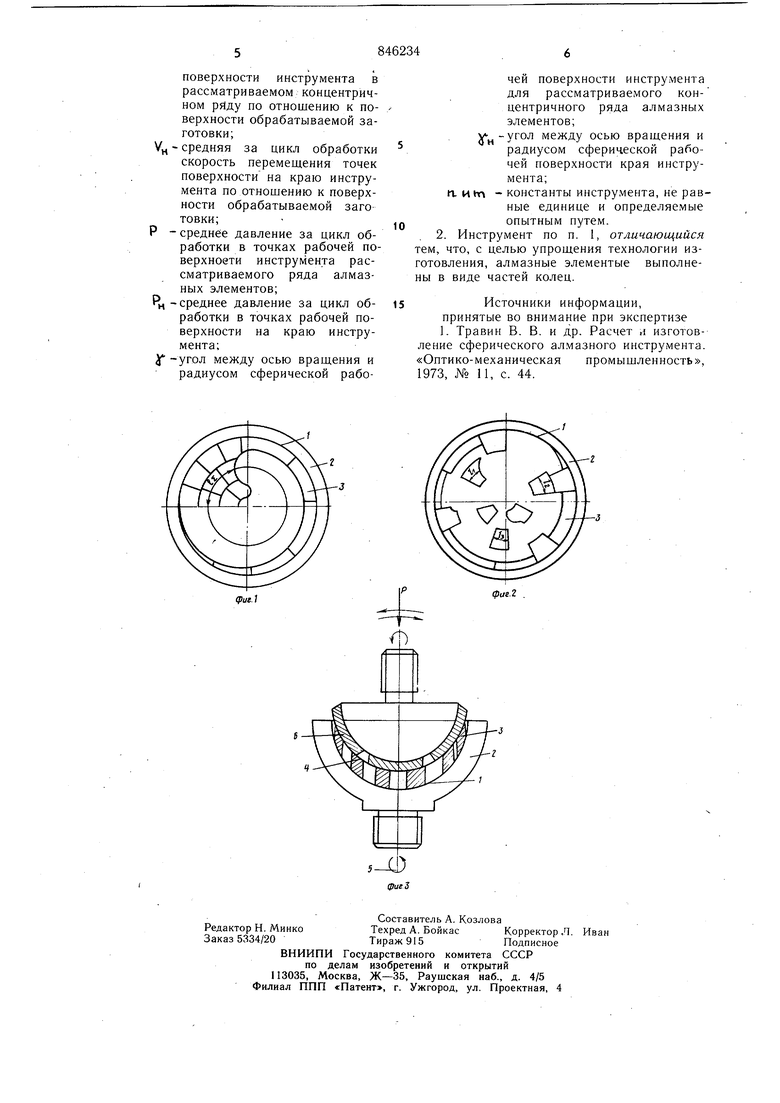
20 конкретного ряда; н - суммарная протяженность рабочей
поверхности алмазных элементов,расположенных на краю инструмента; V - средняя за цикл обработки скорость перемещения точек поверхности инструмента в рассматриваемом концентричном ряду по отношению к поверхности обрабатываемой заготовки; VH -средняя за цикл обработки скорость перемещения точек поверхности на краю инструмента по отнощению к поверхности обрабатываемой заготовки; Р - среднее давление за цикл обработки в точках рабочей поверхности инструмента рассматриваемого концентричного ряда алмазных элементов. РН - среднее давление за цикл обработки в точках рабочей поверхности на краю инструмента; V - угол между осью вращения и радиусом-вектором сферической рабочей поверхности инструмента для рассматриваемого концентричного ряда алмазных элементов;УИ - угол между осью вращения инструмента и радиусом-вектором сферической рабочей поверхности края инструмента; m - константы инструмента не п и равные единице и определяемые опытным путем. Толщину алмазных элементов в направлении оси инструмента делают равной расстоянию между двумя сферическими поверхностями равных радиусов, одна из которых- сферическая рабочая поверхность корпуса, а вторая - сферическая рабочая поверхность инструмента. При этом алмазные элементы выполнены в виде различных гео: метрических фигур технологичных очертаний, например частей колец. Выполнение рабочей поверхности инструмента из алмазоносного материала для каждого концентричного ряда протяженностью, определяемой выражением (Г), позволяет достичь неравномерного по нормали к поверхности обрабатываемой детали износа алмазного слоя инструмента. При этом износ алмазного слоя возрастает от края к центру инструмента при сохранении постоянного исходного радиуса его сферической поверхности в течение всего времени эксплуатации. Сохранение неизменным радиуса сферической рабочей поверхности инструмента в течение всего времени его эксплуатации характеризует высокую стойкость инструмента, исключает необходимость его правки. На фиг. 1 показан расчетный профиль инструмента, выполненный из алмазоносного .материала с делением профиля на техфигуры; на нологичные геометрические фиг. 2 - размещение алмазных элементов на сферической поверхности корпуса из условия обеспечения балансировки инструмента в процессе работы; на фиг. 3 - схематично изображена пара блок-инструмент для случая обработки выпуклых оптических деталей. На сферической поверхности 1 корпуса 2 закреплены алмазные элементы 3, выполненные в виде различных технологичных геометрических фигур. Сферическая рабочая поверхность 1 корпуса 2 и сферическая рабочая поверхность 4 инструмента имеют равные радиусы, а центры их смещены вдоль оси вращения инструмента 5. Толщина алмазного элемента 3 в направлении оси инструмента 5 равна соответствующему расстоянию между сферами 1 и 4. Протяженность рабочей поверхности инструмента, соответствующая конкретному концентричному ряду t равна сумме протяженностей рабочих поверхностей отдельных элементов этого ряда f, Ег...„ . Алмазные элементы 3 под действием давления контактируют с обрабатываемой поверхностью деталей 6. В процессе обработки детали 6 и алмазные элементы 3, закрепленные на сфере 1 корпуса 2 инструмента, вращаются в противоположные стороны. Кроме того, блок с деталями 6 при этом соверщает качательное движение. Алмазные элементы 3 изнащиваются в процессе обработки деталей 6 неодинаково, но при этом радиус сферы инструмента не меняется. Такой инструмент практически не требует правок и обеспечивает почти полное использование алмазного материала. Данный инструмент превосходит известный по стойкости в 10-12 раз и позволяет на 10-15% снизить расход алмаза в виде остатков алмазных элементов и отходов алмаза при правке инструмента. Формула изобретения 1. Алмазный инструмент для обработки сферических поверхностей деталей, содержащий корпус со сферической поверхно.стью, на которой по концентричным рядам закреплены алмазные элементы, образующие сферическую рабочую поверхность инструмента, отличающийся тем, что, с целью повыщения стойкости инструмента, толщина алмазных элементов в направлении оси инструмента равна расстоянию между сферами корпуса и рабочей поверхности, имеющая равные радиусы, а протяженность суммарной рабочей поверхности алмазных элеля определенного концентричного рана из условия я . .p-.cos (, протяженность суммарной рабочей поверхности алмазных элементов конкретного ряда; -суммарная протяженность рабочей поверхности алмазных элементов, расположенных на краю инструмента; V - средняя за цикл обработки скорость перемеи1,ения точек
