(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1980 |
|
SU929412A2 |
| Лебедка | 1979 |
|
SU870347A1 |
| Устройство для подгонки дисковых пьезокерамических резонаторов | 1976 |
|
SU660197A1 |
| Стан холодной прокатки труб | 1985 |
|
SU1338910A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| Устройство для резки проката круглого сечения | 1972 |
|
SU1284738A1 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |
| Устройство для обработки и отрезки труб | 1984 |
|
SU1146145A2 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗКИ ТРУБНОЙ ЗАГОТОВКИ | 2005 |
|
RU2297305C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
1
Изобретение относится к металлообработке и может быть использовано, в частности для отрезки труб.
Известно устройство для резки металла, содержащее механизм привода вращения щлифовального круга и механизм привода подачи 1.
Недостатком данного устройства является невозможность борьбы с заклиниванием инструмента при резке труб с большими толщинами.
Цель изобретения - предотвращение заклинивания инструмента в зоне реза.
Цель достигается тем, что устройство снабжено корпусом с обоймой и станком на которых выполнены зубчатые венцы, при этом ось щлифойального круга смещена относительно оси привода вращения, размещенного под углом к оси стакана, которая эксцентрична оси обоймы, а стакан и обойма установлены с возможностью взаимодействия с редуктором привода подач.
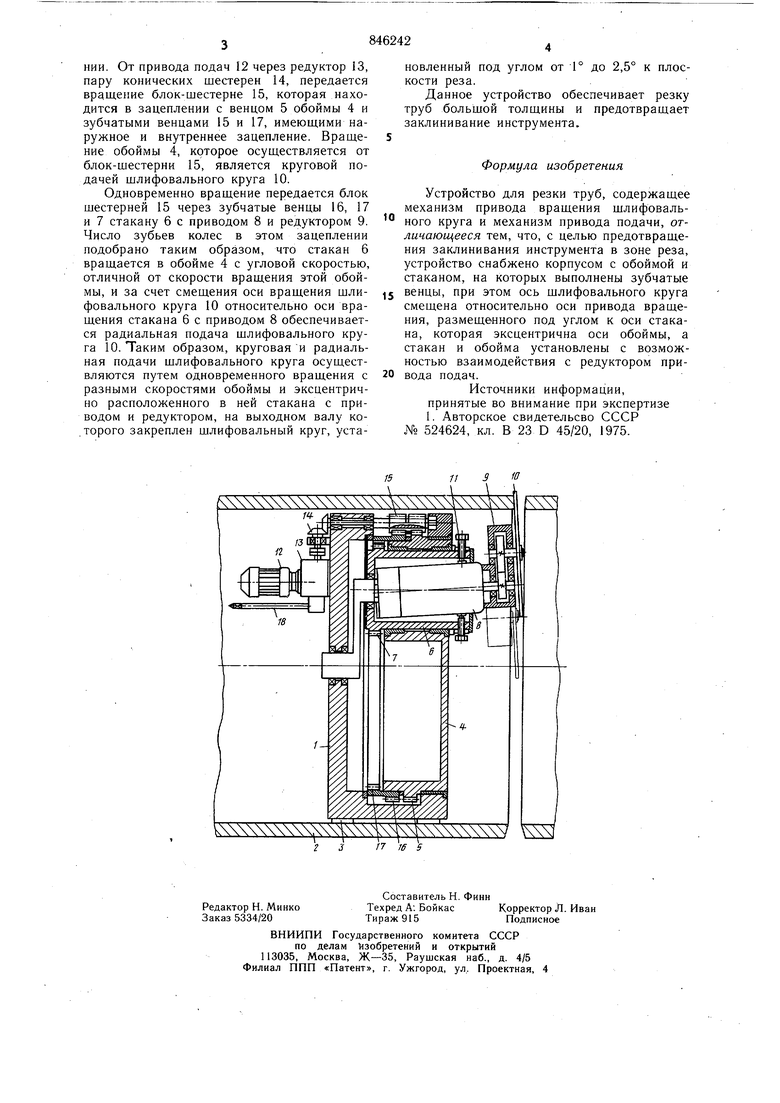
На чертеже представлено устройство, общий вид, разрез.
Устройство состоит из корпуса 1, закрепленного в отрезаемой трубе 2 с помощью
зажимов 3. Внутри корпуса расположена обойма 4 с зубчатым венцом 5, несущая расположенный эксцентрично стакан 6 с зубчатым венцом 7. В стакане размещен привод 8 с редуктором 9, на выходной оси которого установлен шлифовальный круг 10. Крепление привода 8 в стакане и регулировка угла поворота щлифовального круга производится с помощью отжимных винтов 11. Радиальная и круговая подача щлифовального круга осуществляются приводом 12, соединенным посредством редук10тора 13, пары конических щестерен 14 и блок-щестерни 15 с зубчатыми венцами 5, 16 и 17. Ручные подачи осуществляются с помощью рукоятки 18.
Перед началом работы щлифовальный 5 круг устанавливают в исходное положение (на чертеже изображено тонкими линиями). Привод 8 сообщает щлифовальному кругу 10 вращение с необходимой скоростью через редуктор 9. За счет ступенчатости редуктора обеспечивается смещение оси щли20фовального круга относительно оси привода, тем самым обеспечивается возможность перемещения круга в радиальном направле
