(54) СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ ВРАЩАЮЩЕЙСЯ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к технике термообработки минеральных материалов, например цементно-сырьевых и карбонатных материалов, и может быть использовано в промышленности строительных материалов и других отраслях народного хозяйства.
Известен способ управления режимом работы вращающейся печи, включающий изменение положения шибера ды1«юсоса в зависимости от измеряемого количества отходящих газов, изменение расхода сырьевой смеси в зависимости от измеренной температуры газового потока, изменение расхода топлива в зависимости от измеренной температуры материсша и изменение мощности привода печи в зависимости , от измеренного крутящего момента 1..
Кроме того, известно устройство для, осуществления способа, включающее датчик количества отходящих газов , который соединен через соответствующие измерительно-преобразовательный блок и указатель с первым входом первого элемента сравнения выход которого соединен через соответствующий исполнительный механизм с шибером дымососа, датчик температуры материаша, который соединен
через соответствующие измерительнопреобразовательный блок и указатель с первым входом второго элемента сравнения, выход которого соединен через соответствующий исполнительный механизм с регулятором расхода сырь евого матepиaлa датчик температуры газового потока, который соединен через соответствующие измерительно10преобразовательный блок и указатель с первым входом третьего элемента сравнения, выход которого соединен через соответствующий исполнительный механизм с регулятором расхода топ15лива и датчик крутящего момента двигателя печи, который соединен через соответствующие измерительнопреобразовательный блок и указатель с первым,входом четвертого элемента
20 сравнения, выход которого соединен через соответствующий исполнительный механизм с двигателем ечи, причем вторые входы всех элементов срашне-ния соединены с соответствующими
25 выходами задатчика опорных значений параметров 1 ,
Недостатком данного способа и устройства управления режимом работы вргицающейся печи является то,
30 что они не обеспечивают возможности
контроля и регулирования скорости продольного перемещения печи, что приводит к повышенному износу опорных роликов.
Известно, что корпус.вращающейся печи совершает возвратно-поступателное перемещение. При этом, вследствие большой массы печи .(с материалом) f наблюдается существенная неравномерность в скорости ее продольного перемещения. Скорость перемещения печи увеличивается в 1,5-2 раза по мере приближения ее к нижнему предельному положению. В результате этого, при движении бандажа печи по опорным роликам/о поверхность последних изнашивается неравномерно и часть поверхности роликов подвергается усиленному износу. Это приводит к частым остановкам печи для замены опорных роликов, что является весьма трудоемким процессом и снижению коэффициента ее использования.
Цель изобретения - улучшение точности управления за счет увеличения долговечности опорных роликрв.
Эта цель достигается тем, что в способе управления режимом работы вращающейся- печи, включающем изменение положения шибера дымососа, в зависимости от измеряемого количества отходящих газов, изменение расхода сырьевой смеси в зависимости от измеренной температуры газового потока, изменение расхода топлива в зависимости от измеренной температуры материала и изменение мощности привода печи в зависимости от измьренного крутящего момента, дополнительн изменяют скорость продольного перемещения печи в зависимости от отклонения измеренного текущего значения скорости продольного перемещения корпуса печи от заданного значения.
Кроме того, устройство для осуществления способа, включающее датчик количества отходяшлх газов, который соединен через соответствующие из1«Герительно-преобразовательный блок и указатель, с первым входом первого элемента сравнения, выход которого соединен через соответствующий исполнительный механизм с шибером дьзмососа, датчик температуры материсша, который соединен через соответствующие измерительно-преобрзовательный блок и указатель с первым входом второго элемента сравнения, выход которого соединен через соответствующий исполнительный механизм с регулятором расхода сырьевого .материала, датчик температуры газового потока, который соединен через соответствующие измерительнопреобразовательный блок и указатель с первым входом третьего элемента сравнения, выход которого соединен через соответствующий исполнительны
механизм с регулятором расхода топлива и датчик крутящего момента двигателя печи, который соединен через соответствующие измерительнопреобразовательный блок и указатель с первым входом четвертого элемента cj/авнения, выход которого соединен через соответствующий исполнительны механизм с двигателем печи, причем вторые входы всех элементов сравнен соединены с соответствующими выхода задатчика опорных значений параметр снабжено датчиком продольного перемещения печи, дополнительными измерительно-преобразовательным блоком,указателем и исполнительным механизмом, пятым элементом сравнения и гидрбприводом продольного перемещения печи, причем датчик продольного перемещения печи через дополнительные измерительно-преобразовательный блок и указатель соединен с первым входом пятого элемента сравнения, выход которого через дополнительный исполнительный механизм соединен с гидро.приводом продольного перемещения печи, а второ вход пятого элемента сравнения соединен с соответствующим выходом задатчика опорных значений параметров.
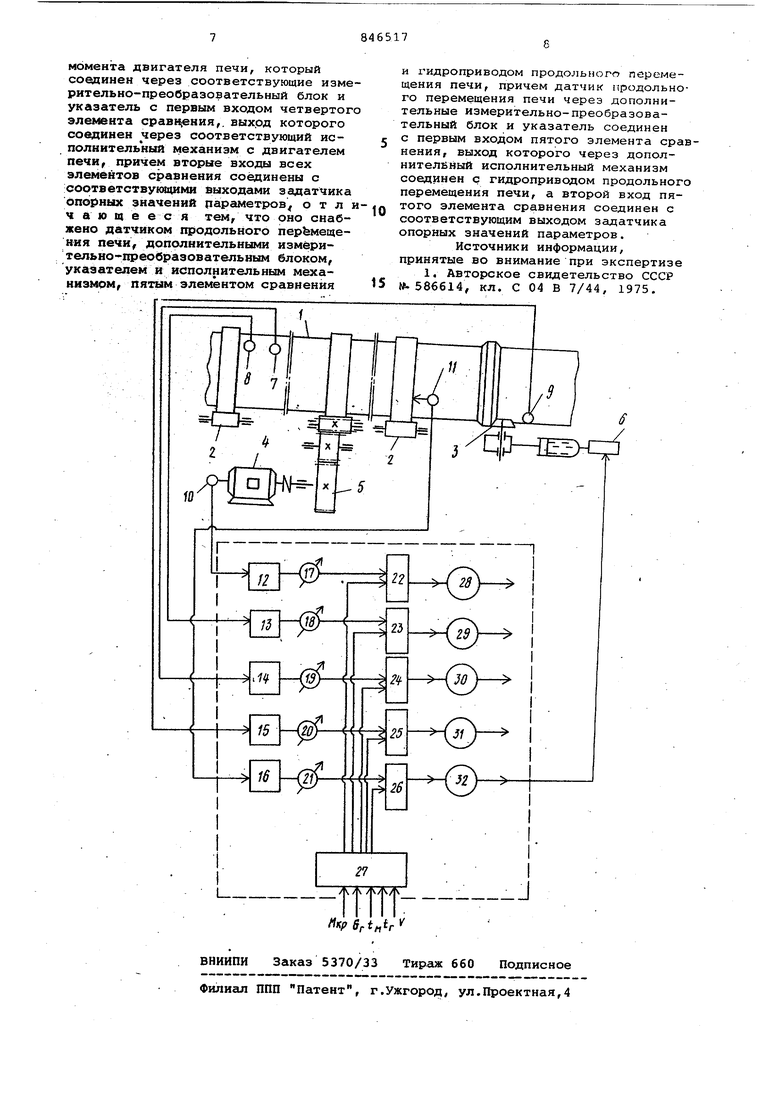
На чертеже представлена схема устройства для осуществления предлагаемого способа.
Вращающаяся печь 1 устанавливается на опорных роликах 2, 3 и приводится во вращение электродвигателем 4 и приводом 5. Ролик 3 является упорным и устанавливается в специальном корпусе, жестко связанном с гидроприводом б продольного перемещения печи. Для измерения характеристик режима работы печи на ней установлен ряд датчиков:. датчик 7 температуры газового потока, датчик 8 количества отходящих газов, датчик 9 температуры материала, датчик 10 крутящего момента двигателя, датчик 11 продольного перемещения печи.
Датчик 11 продольного перемеще-ния реостатного или индуктивного типа имеет рабочий диапазон перемещения 0-150 мм и позволяет измерять перемещение с точностью ±0,5 мм. Дачики 7-11 подключаются на вход измерительно-преобразовательных блоков 12 - 16. Значение каждой измеряемой величины индицируется указателями 17 - 21. С выхода измерительно-преобразовательных блоков 12 - 16 сигнал поступает на один из входов элементов 22 - 26 сравнения. На второй вход каждого элемента сравнения от задатчика 27 подается сигнал, соответствующий номинальной величине контролируемого параметра, Сигнал разбаланса с выхода элементо 22 - 26 сравнения подается на неполнительные механизмы 28 - 32. Выход каждого исполнительного механизма соединен с соответствующим устройством, изменяющим режим работы печи. Например, выход исполнительного механизма 31 с регулятором расхода топлива, подаваемого в печь; выход механизма 29 - с шибером дьтососа; 30 - с регулятором расхода сырьевого материала на входе печи; 28 - с двигателем 4 (все эти связи на чертеже не показаны). Выход исполнительного механизма 32 соединен с гидроприводом б продольного перемещения печи.
Рассмотрим пример осуществления способа с помощью устройства, представленного на. чертеже.
Вращающаяся печь 1 приводится в движение (вращение) двигателем 4 главного движения через привод 5 и своим бандажом опирается на ролики 2, что приводит к их износу.
На пульте управления устройства с помощью задатчика 27 устанавливается заданный режим работы вращающейся печи. При этом задаются: температура отходящих газов t , количество отходящих газов на выходе из печи Gf-, температура материала в зоне декарбонизации t|, крутящий момент главного двигателя вращения печи скорость продольного перемещения печи V.
Каждый из вышеупомянутых параметров контролируется датчиками 7-11, установленными на печи. Датчик 11 контролирует продольное перемещение печи. Сигнал с выхода каждого датчика поступает в соответствующие измерительно-преобразовательные блоки 12 - 16, где он усиливаетсядо уровня, необходимого для регистрации указателя 17 - 21 и преобразуется. Так, например, в блоке 16 сигнал дифференцируется для получения информации о скорости движения печи. Контролируемые параметры фиксируются указателями 17 - 21 с одновременной регистрацией многоканальным самопишущим устройством (не показано).
Сигнал, с выхода каждого измерительно-преобразовательного блока 12 - 16 поступает на вход элементов 22-26 сравнёния. На вторые входы этих схем подаются опорные сигналы от задатчика 22.
В блоках 23 - 26 происходит сравнение текущих и опорных сигналов, соответствующих измеряемьм тепловым и аэродинамическим параметрам режима работы печи. В элементе 26 сравниваются опорный и текущий сигналы о скорости перемещения печи в продольном направлении., Для уменьшения износа опорных роликов скорость продольного перемещения печи поддерживается постоянной. Разностный сигнгш с выхода элементов 22 - 2
сравнения поступает на исполнительные механизмы. С выхода блока 26 сигнал подается на исполнительный механизм 32, управляющий гидроприводом 6 продольного перемещения печи.
При наличии разностного сигнала, что свидетельствует об отклонении скорости продольного перемещения от заданного значения, включается гидропривод 6 и через опорные ролики ,3 воздействует на печь до тех пор,
0 пока скорость не соответствует заданной.
Остальные исполнительные механизмы 28-31 поддерживают, в пределах заданного ролика, неизменными
5 тепловые, аэродинамические параметры и крутящий момент привода вращения.
Формула изобретения
0
1.Способ управления режимом работы вращающейся печи, включающий изменение положения шибера дымососа в зависимости от измеряемого коли5чества отходящих газов, изменение расхода сырьевой смеси в зависимости от измеряемой температуры газового потока, изменение расхода топлива
в зависимости от измеренной температуры материала и изменение мощности
0 привода печи в зависимости от измеренного крутящего момента, о т л ичающийс я тем, что, с целью улучшения точности управления за счет увеличения долговечности опор5ных роликов, дополнительно изменяют скорость продольного перемещения печи в зависимости от отклонения измеренного текущего значения скорости продольного перемещения корпуса
0 печи от заданного значения,
2.Устройство для осуществления способа по п. 1, включающее количества отходящих газов, который соединен через соответствующие измерительно-преобразовательный блок
5 и указатель с .первым входом первого элемента сравнения, выход которого соединен через соответствующий исполнительный механизм с шибером дымососа, датчик температуры мате0риала, который соединен через соответствующие измерительно-преобразовательный блок и указатель с первым входом второго элемента сравнения, выход которого соединен через соот5ветствукаций исполнительный механизм с регулятором расхода сырьевого материала, датчик температуры газового потока, который соединен через соответствующие измерительнопреобразовательный блок и указаОтель с первым входом третьего элемента сравнения, выход которого соединен через соответствующий исполнительный механизм с регулятором расхода топлива и датчик крутящего 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом обжига сырьевой смеси во вращающей печи | 1978 |
|
SU754189A1 |
| Система регулирования давления в пламенном пространстве стекловаренной печи | 1980 |
|
SU874676A1 |
| Устройство для защиты электрической машины от перегрузки и короткого замыкания | 1980 |
|
SU875525A1 |
| Автоматизированный комплекс для обжига сырьевой смеси во вращающейся печи | 1978 |
|
SU665197A1 |
| Способ автоматического управления процессом обжига клинкера во вращающейся печи | 1982 |
|
SU1043459A1 |
| Система автоматического управления процессом сушки пресс-порошка в распылительной сушилке | 1980 |
|
SU989280A1 |
| Устройство управления процессом обжига сырьевой смеси во вращающейся печи | 1986 |
|
SU1441149A1 |
| Устройство для управления процессом обжига сырьевой смеси во вращающейся печи | 1978 |
|
SU767495A1 |
| Устройство для автоматического регулирования процесса обжига сырьевой смеси во вращающейся печи | 1976 |
|
SU578550A1 |
| Система управления процессом обжига сырьевой смеси во вращающейся печи | 1983 |
|
SU1146532A1 |
