Изобретение относится к нагреву длинномерных цилиндрических изделий в механизированных секционных печах и может быть использовано при нагреве и термообработке толстостенных труб, прутков и других цилиндрических изделий.
Известен способ нагрева труб в секционных печах, включающий транспортирование через печь нагреваемых труб, заключающийся в том, что трубы с постоянной технологической око- ростью двигаются в одном направлении от окна загрузки к окну вьвдачи. Трубы непрерывно продвигаются, нагреваются до заданной по технологии температуры, после чего выдаются из печи .1.
Недостатком указанного способа является невозможность осуществления длительных технологических выдержек. Кроме того, нагрев толстостенных труб требует большего участка печи для нагрева: чем больше время нагрева, тем больше длина печи.
. Наиболее близким по технической сущности к предлагаемому является способ нагрева труб в секционных печах, включающий вьщачу труб в печь, придание им внутри печи возвратнопоступательного движения с постоянной амплитудой и выдачу нагретых труб 2 .
Недостаток данного способа заключается в том, что он не позволяет обеспечить равномерность нагрева труб по длине, так как постоянная амплитуда возвратно-поступательного движения изделий приводит к тому,
to что одни и те же участки труб попадают в неотапливаемые промежутки между секциями и в момент переключений (реверса) оказываются в более неблагоприятных условиях по сравне15нию с теми участками, которые находятся в это время в отапливаемых секциях с высокой температурой.
Цель изобретения - обеспечение равномерности нагрева длинномерных 20 цилиндрических изделий.
Поставленная цель достигается тем, что вбзвратно-поступательное движение труб выполняют с переменной амплитудой, при этом амплитуда 1 ,
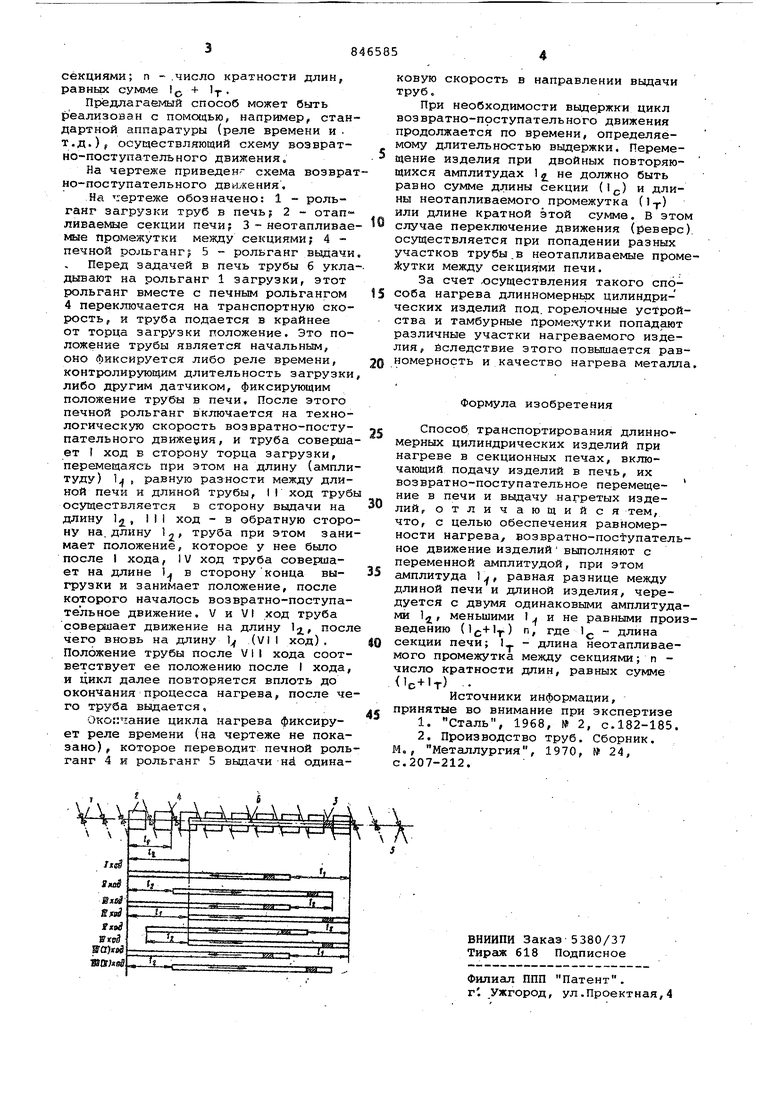
25 равная разнице между длиной печи и длиной.трубы,, чередуется с двумя , одинаковыми амплитудами 1 .меньшими }i ине равными произведению (t+-f-) где д - длина секции печи; 1f -дли30 на.неотапливаемого промежутка между .число кратности длин, секциями; п о + т равнБк сумме Предлагаемый способ может быть реализован с помощью, например, стандартной аппаратуры (реле времени и . т.д.), осуществляющий схему возвратно-поступательного движения. На чертеже приведенг схема возврат но-поступательного двиукения. На гертеже обозначено: 1 - рольганг загрузки труб в печь 2 - отапливаемые секции печи 3 - неотапливае мые промежутки между секциями; 4 печной рольгангу 5 - рольганг выдачи Перед задачей в печь трубы 6 укла дывают на рольганг 1 загрузки, этот рольганг вместе с печным рольгангом 4 переключается на транспортную скорость , и труба подается в крайнее от торца загрузки положение. Это положение трубы является начальным, оно фиксируется либо реле времени, контролирующим длительность загрузки либо другим датчиком, фиксирующим положение трубы в печи. После этого печной рольганг включается на технологическую скорость возвратно-поступательного движения, и труба соверша ет ход в сторону торца загрузки, перемещаясь при этом на длину (ампли туду) 1 , равную разности между длиной печи и длиной трубы, I Г ход труб осуществляется в сторону выдачи на длину , ill ход - в обратную сторо ну на. длину 12 труба при этом зани мает положение, которое у нее было после I хода, 1V ход труба совершает на длине 1 в сторонуконца выгрузки и занимает положение, после которого началось возвратно-поступательное движение, V и VI ход труба совершает движение на длину 1., пос чего вновь на длину 1 (VII ход) . Положение трубы после VII хода соот ветствует ее положению после I хода и цикл далее повторяется вплоть до окончания процесса нагрева, после ч го труба выдается, Окончание цикла нагрева фиксирует реле времени (на чертеже не пока зано) , которое переводит печной рол ганг 4 и рольганг 5 выдачи не одина овую скорость в направлении выдачи руб. При необходимости вьвдержки цикл озвратно-поступательного движения родолжается по времени, определяеому длительностью выдержки. Перемеение изделия при двойных повторяюихся амплитудах I не должно быть авно сумме длины секции (1) и длиы неотапливаемого промежутка (IT) ли длине кратной этой сумме, В этом лучае переключение движения (реверс), существляется при попадении разных частков трубы,в неотапливаемые промеутки между секциями печи. За счет .осуществления такого спооба нагрева длинномерных цилиндриеских изделий под. горелочные устройства и тамбурные проме;чутки попадают различные участки нагреваемого издеия, йследствие этого повышается равномерность и качество нагрева металла. Формула изобретения Способ, транспортирования длинномерных цилиндрических изделий при нагреве в секционных печах, включающий подачу изделий в печь, их возвратно-поступательное перемещение в печи и выдачу нагретых изделий, отличающийся тем, что, с целью обеспечения равномерности нагрева, возвратно-поступательное движение изделий выполняют с переменной амплитудой, при этом амплитуда 1, равная разнице между длиной печи и длиной изделия, чередуется с двумя одинаковыми амплитудаIJ и не равными произ1, меньшими ми ) г,, где 1 - длина ведению секции печи; 1 - длина неотапливаемого промежутка между секциями; п число кратности длин, равных сумме IC+T) Источники информации, принятые во внимание при экспертизе 1, Сталь, 1968, № 2, с.182-185. 2,Производство труб. Сборник, Мо, Металлургия, 1970, 24, с.207-212,
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходная печь | 1976 |
|
SU611942A1 |
| Печь для нагрева длинномерных изделий | 1979 |
|
SU870458A2 |
| Печь для нагрева длинномерных изделий | 1979 |
|
SU870457A2 |
| Поточная линия для термической обработки длинномерных цилиндрических изделий | 1977 |
|
SU753913A1 |
| Способ перемещения длинномерных цилиндрических изделий в печи с роликовым подом | 1972 |
|
SU492568A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| Печь с кольцевым подом | 1974 |
|
SU511356A1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
| Транспортное устройство проходной печи | 1976 |
|
SU608045A1 |
| Способ нагрева длинномерных цилиндрических изделий | 1979 |
|
SU1063848A1 |
