(54) УСТРОЙСТВО ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жидкостной обработки печатных плат | 1980 |
|
SU936477A1 |
| Устройство для промывки деталей | 1979 |
|
SU846599A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Устройство для гальванической обработки деталей | 1987 |
|
SU1497290A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| Устройство для гальванохимической обработки деталей | 1990 |
|
SU1723207A1 |
| Устройство для оплавления гальванических покрытий деталей | 1980 |
|
SU933324A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ | 2002 |
|
RU2218455C1 |
| ОПЕРАЦИОННЫЙ МОДУЛЬ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ | 1999 |
|
RU2167223C2 |
1
Изобретение относится к гальванотехнике и может быть использовано для гальванохимической обработки деталей, например печатных плат.
Известно устройство для гальванопластической обработки деталей, содержащее ванну, катод, анод, мешалку с приводным механизмом. В этом устройстве мешалка выполнена в виде штанги с коромыслом, на котором установлены перемешиваюшие элементы со скосами, направленными навстречу друг другу. Приводной механизм сообшает перемешивающим элементам, выполненным в виде лопаток, шарнирно установленным напротив упоров, возвратно-поступательное перемещение. Наличие шарнирных лопаток позволяет осуществлять непрерывное равномерное перемешивание электролита в ванне, а выполнение на лопатках скосов - создать закручивание потока по направлению к катоду. Это способствует получению равномерного слоя осажденного металла на катоде 1J.
Однако поток электролита в ванне данного устройства закручивается лишь в горизонтальной .плоскости, поскольку -конструктивные средства устройства не позволяют осуществлять перемещение слоев электролита по вертикали. По этой причине скорость- диффузии ионов электролита незначительна, что сни.жает эффективность обработки.
Известно также устройство для гальванохимической обработки деталей, содержа щее ванну, анод, штангу с токоподводами, подвеской и механизмом встряхивания, включающим кулачки и толкатели 2.
В данном решении, за счет рит ...1чного встряхивания подвески с обрабатываемой
.Q деталью, осушествляется вертикальное перемешивание электролита в ванне. Однако и в этом случае нельзя повысить скорость диффузии ионов электролита именно потому, что перемешивание его происходит лишь в одной вертикальной плоскости. За счет воз15 вратно-поступательного перемещения подвеса «отработанный электролит задерживается («пружинит) в зоне обрабатываемой детали, не давая возможности подойти к ней новой порции более концентрированного раствора.
20 Известно, что качество гальванохимического покрытия деталей (равномерность покрытия, пористость и т. д.) зависит от плотности тока в электролите, которая определяет также скорость разряда ионов на границе между металлическим электродом и электролитом. Наибольшая концентрация ионов наблюдается у поверхности электрода и при удалении от него она уменьшается. Поскольку все известные электролитические ванны имеют форму многоугольников, концентрация ионов при удалении обрабатываемой детали в ту или иную стооону у них различна по направлениям. Учитывая, что и сами обрабатываемые детали зачастую асимметричны, их положение в такой ванне существенно влияет на качество покрытия. Следовательно, недостатком известных гальванических ванн, является то, что геометрическая форма их не позволяет создать интенсивное перемешивание электролита в зоне обрабатываемого объекта.
Цель изобретения - повышение эффективности обработки путем обеспечения винтового закручивания потока электролита вокруг обрабатываемой детали.
Указанная цель достигается тем, что устройство снабжено приводом враш,ения ванны и защитным кожухом с направляющими, при этом ванна выполнена в виде тела вращения, внутренняя поверхность которого образована гофрами, а на торце ванны диаметрально установлены кулачки механизма встряхивания подвески, причем толкатели выполнены с ползунами, размещенными в направляющих кожуха, и жестко соединены с токоподводами.
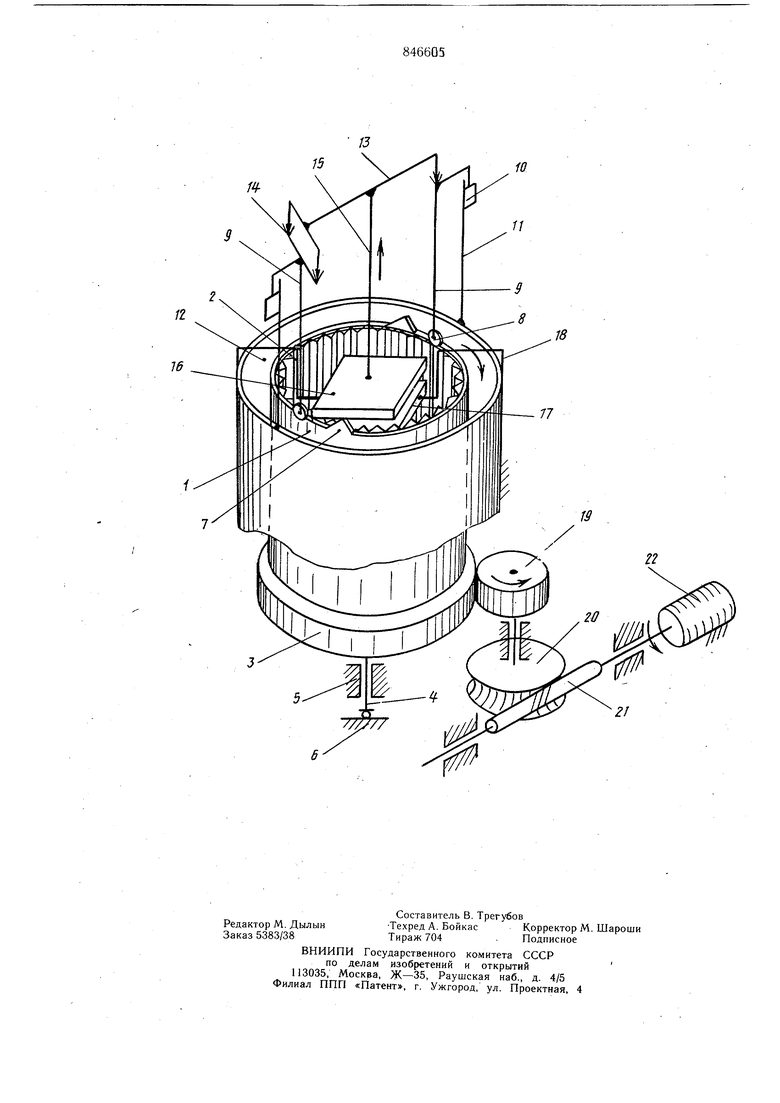
На чертеже представлено устройство, общий вид.
Устройство содержит цилиндрическую ванну 1 для электролита, которая изнутри имеет гофры 2, а снаружи по периметру на ней закреплен зубчатый обод 3. Ванна 1 посредством оси 4 установлена на подшипники 5 и 6. На торцовой поверхности ванны 1 диаметрально установлены кулачки 7 (количество пар кулачков определяется частотой встряхивания подвески), взаимодействующие с роликами 8 толкателей 9. Толкатели 9 жестки связаны с ползунами 10, установленными в направляющих 11 защитного кожуха 12 гальванической ванны 1. Катодная щтанга 13 свободно лежит на V-образных пазах 14 толкателей 9. Подвес 15 жестко соединен с катодной штангой 13 и к немуприкреплена обрабатываемая деталь 16 (положение детали в ванне может быть любым: горизонтальньци, вертикальным и т. д.). Анод 17 неподвижно зафиксирован кронштейнами 18 на кожухе 12. Зубчатый обод 3 находится в зацеплении с зубчатым колесом 19, вал которого посредством червячного редуктора 20 и 21 соединен с приводным двигателем 22.
Устройство работает следующим образом.
Вращение приводного двигателя 22 посредством pe/ivKTOpa 20 и 21 и зубчатого ко,леса 19 передьзтся ободу 3, а следовательно, и ванне 1 с электролитом. В связи с наличием внутри ванны 1 гофров 2, а также за счет вращения цилиндрической ванны (форма ванны может быть в виде усеченного шара или конуса и т. п.) происходит круговое закручивание потока электролита в горизонтальной, плоскости от стенок ванны 1 к ее центру, т. е. к области размещения обрабатываемой детали 16 (скорость вращения ванны не более 5 об/мин). Одновременно с вращением ванны 1 кулачки 7, набегая, на ролики 8, сначала поднимают катодную
0 штангу 13 и подвес 15 с обрабатываемой деталью 16, а потом опускают их в первоначальное положение. Так осуществляется ритмичное встряхивание детали 16 (с частотой 10 циклов в минуту) в процессе работы устройства. При этом происходит перемешивание слоев электролита в вертикальной плоскости.
В результате сложения вращательного движения электролита в горизонтальной плоскости и его осевого возвратно-поступательного перемещения внутри ванны 1 в зоне максимального градиента электрического поля создают винтовое закручивание потока электролита вокруг обрабатываемой детали. Это способствует повышению скорости диффузии ионов в электролите, равномерному перемешиванию электролита относительно обрабатываемой детали в горизонтальной и вертикальной плоскостях, постоянному обновлению электролита у поверхности детали. Все это ведет к тому, что плотQ ность тока в любой точке ванны предлагаемого устройства практически одинакова, в связи с чем появляется возможность с малыми энергетическими затратами обрабатывать детали с хорощим качеством гальванохимического покрытия. При этом сам процесс гальванохимической обработки деталей протекает более интенсивно.
Формула изобретения Устройство для гальванохимической обработки деталей, содержащее ванну, анод, штангу с токоподводами, подвеской и механизмом встряхивания, имеющим кулачки и толкатели, отличающееся тем, что, с целью повыщения эффективности обработки путем обеспечения винтового закручивания потока эл.ектролита вокруг обрабатываемой детали, оно снабжено приводом вращения ванны и защитным кожухом с направляющими, при этом ванна выполнена в виде тела вращения, внутренняя поверхность которого образована гофрами, а на торце ванны диаметрально установлены кулачки механизма
0 встряхивания подвески, причем толкатели выполнены с ползунами, размещенными в направляющих кожуха, и жестко соединены с токоподводами.
Источники информации, принятые во внимание при экспертизе
