h
Фиг.1
Изобретение относится к гальванотехнике, н частности к устройствам для гальванической обработки деталей и может быть исгк льзовано для получения точных металлических копий, например, при изготовлении прецизионных деталей методом гальванопластики
Цель изобретения - повышение размерной точности покрытия,
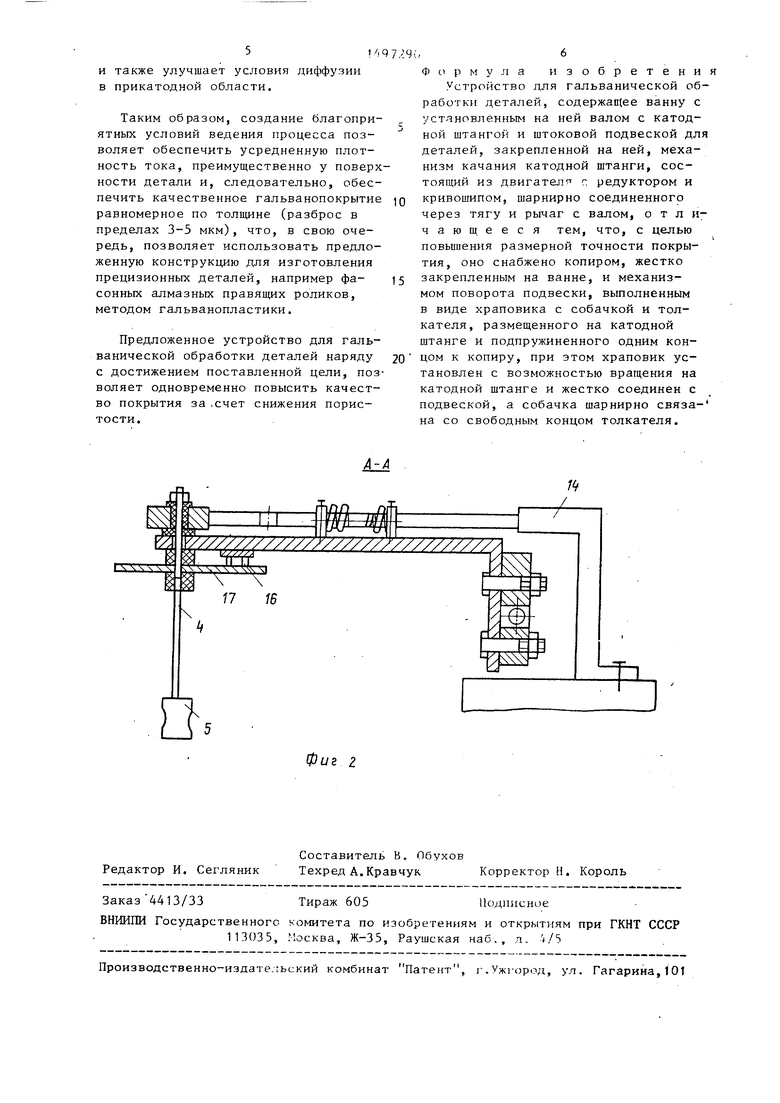
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит ванну 1, на борту которой установлен вал 2с закрепленной на нем катодной штангой 3, несущей на конце штоковую подвеску 4 для деталей 5, и механизм качания катодной штанги, состоящей из двигателя 6 с редуктором 7 и кри- вошипом 8 шарнирно соединенным через тягу и рычаг (не показано) с валом 2
На штанге размещен храповьй механизм поворота подвески 4, храповик 9 которого установлен с возможностью вращения на штанге, например, на упорном подшипнике, снабжен фиксатором обратного вращения и жестко соединен со штоком подвески, а собачка 10 шарнирно Связана с концом уста- новленного на штанге толкателя 11, выполненного, например, в виде штыря
Толкатель 11 установлен в напрааУстройство следующим образом.
Обрабатываемая деталь 5, в частности модель корпуса алмазного правящего ролика, закреплена на штоко- вой подвеске 4. Включением двигателя 6 передают вращение редуктору 7 и кривошипу 8, закрепленному на выходном валу редуктора. Кривошип 8, вращаясь, передает через тягу и рычаг движение на вал 2, который, в свою очередь, сообщает катодной штанге 3 и, следовательно, подвеске
4с деталью 5 колебательные движени в вертикальной плоскости (вверх - вниз) с амплитудой, равной 130 150 мм и частотой колебаний 30 - 40 в минуту.
В процессе перемещения штанги 3 из крайнего верхнего в нижнее положение толкатель 11 под действием пружины 13 перемещается в сторону копира 14, При этом, собачка 10, по жатая пружиной 15, поворачивает храIпоник 9 на шаг зуба.
Одновременно подвеска 4 с деталь
5совершает секторный поворот.
При движении штанги 3 в обратном направлении, толкатель 11 перемещается от копира 14 к храповику 9 При этом, храповик поворачивается и собачка 10 входит в зацепление с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| Устройство для гальванохимическойОбРАбОТКи дЕТАлЕй | 1979 |
|
SU846605A1 |
| Ультразвуковая установка для нанесения электролитических покрытий | 1979 |
|
SU872607A1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Установка для нанесения электролитических покрытий | 1986 |
|
SU1357466A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1989 |
|
SU1729630A2 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Подвеска для гальванической обработки деталей | 1990 |
|
SU1754801A1 |
Изобретение относится к гальванотехнике ,в частности, к устройствам для гальванической обработки деталей. Цель изобретения - повышение размерной точности покрытия. В процессе обработки деталь в гальванической ванне постоянно находится в свежем электролите за счет воздействия трех факторов: колебательных движений в вертикальной плоскости, ступенчатого вращения при помощи храповика и периодического встряхивания в горизонтальной плоскости при перескакивании собачки храповика с зуба на зуб. Устройство содержит ванну 1, на которой установлен вал 2 с закрепленной на нем катодной штангой 3, несущий штоковую подвеску для деталей и механизм качания катодной штанги, состоящий из двигателя 6 с редуктором 7 и кривошипом 8, шарнирно соединенным через тягу и рычаг с валом 2. На штанге 3 размещен храповой механизм поворота подвески, храповик 9 которого вращается на штанге и снабжен фиксатором обратного хода. Толкатель 11 установлен в направляющих 12 и снабжен пружиной 13, при этом подпружиненный конец толкателя взаимосвязан с копиром, неподвижно закрепленным на ванне. 2 ил.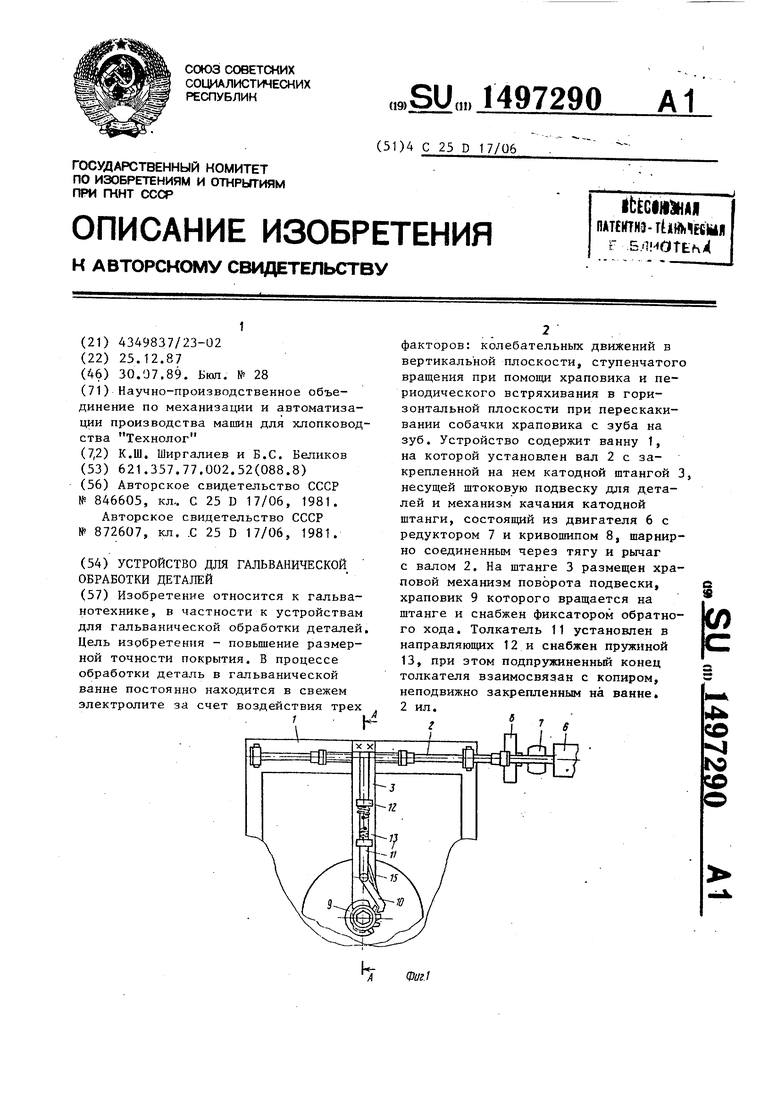
ляющих 12, вьтолненных в виде цилинд- очередным зубом, а деталь 5, наряду
рической втулки и снабжен пружиной 13, один конец которой взаимосвязан с толкателем, другор установлен с возможностью упора в направляющую. При этом, подпружиненный конец толкателя 11 взаимосвязан с копиром 14, жестко закрепленным на ванне 1. Такое выполнение храпового механизма обеспечивает подвеске одностороннее вращение.
Поджатие собачки 10 с храповику 9 осуществляется, например, с помощью плоской пружины 15, один конец которой закреплен к толкателю 11, другой установлен с возможностью взаимодействия с собачкой.
Токоподвод катодной штанги 3 выполнен в виде медных щеток 16, контактирующих с диском 17, закрепленным к штоку (Подвески 4. При этом, диск 17 выполнен из высокоэлектропроводного материала, напримет Ытуии, а щетки 16 закреплены в ли:; 1ев-т1)и - ческой 11пл1..р,
40
45
50
55
с колебательным движением дополнительно получает встряхивание. Одновременно с подвеской 4 вращательное движение приобретает и диск 17. При этом, щетки 16, находясь в постоянном контакте с диском 17,.передают ток через шток подвески 4 на деталь 5.
Возможность передачи детали 5 колебательного движения в зертикальной плоскости с дополнительным ее встряхиванием в нижнем положении штанги 3 способствует эффективному удалению водорода с детали в процессе гальванообработки и улучшению условий диффузии электролита за счет его постоянного обновления в прикатодной области. При этом, осуществление секторного поворота детали с одновременным ее встряхиванием, обеспечивает электролиту перемещение в горизонтальной плоскости относительно обрабатываемой детали, что способствует перемешиванию электролита
0
5
0
5
с колебательным движением дополнительно получает встряхивание. Одновременно с подвеской 4 вращательное движение приобретает и диск 17. При этом, щетки 16, находясь в постоянном контакте с диском 17,.передают ток через шток подвески 4 на деталь 5.
Возможность передачи детали 5 колебательного движения в зертикальной плоскости с дополнительным ее встряхиванием в нижнем положении штанги 3 способствует эффективному удалению водорода с детали в процессе гальванообработки и улучшению условий диффузии электролита за счет его постоянного обновления в прикатодной области. При этом, осуществление секторного поворота детали с одновременным ее встряхиванием, обеспечивает электролиту перемещение в горизонтальной плоскости относительно обрабатываемой детали, что способствует перемешиванию электролита
и также улучшает условия диффузии в прикатодной области.
Таким образом, создание благоприятных условий ведения процесса позволяет обеспечить усредненную плотность тока, преимущественно у поверхности детали и, следовательно, обеспечить качественное гальванопокрытие равномерное по толщине (разброс в пределах 3-5 мкм), что, в свою очередь, позволяет использовать предложенную конструкцию для изготовления прецизионных деталей, например фа- сонных алмазных правящих роликов, методом гальванопластики.
Предложенное устройство для гальванической обработки деталей наряду с достижением поставленной цели, позволяет одновременно повысить качество покрытия за.счет снижения пористости.
Фиг Z
Формула изобретени
Устройство для гальванической обработки деталей, содержащее ванну с установленным на ней валом с катодной штангой и штоковой подвеской дл деталей, закрепленной на ней, механизм качания катодной щтанги, состоящий из двигателг с редуктором и кривошипом, шарнирно соединенного через тягу и рычаг с валом, отличающееся тем, что, с целью повьииения размерной точности покрытия, оно снабжено копиром, жестко закрепленным на ванне, и механизмом поворота подвески, выполненным в виде храповика с собачкой и толкателя, размещенного на катодной штанге и подпружиненного одним концом к копиру, при этом храповик установлен с возможностью вращения на катодной штанге и жестко соединен с подвеской, а собачка шарнирно связана со свободным концом толкателя.
| Устройство для гальванохимическойОбРАбОТКи дЕТАлЕй | 1979 |
|
SU846605A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Ультразвуковая установка для нанесения электролитических покрытий | 1979 |
|
SU872607A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
