Изобретение относится к металлур гии и может быть использовано для изготовления монолитных футеровок агрегатов, имеющих форму тел вращения с помощью шаблонов, например сталеразливочных или чугуновозных ковшей. . Известен шаблон для изготовления футеровки металлургических ковшей, выполненный в виде секций, установленных друг на друга и скрепленных между собой. После изготовления футеровки секции шаблона извлекаются поочередно. Недостатки известного шаблона заключаются в следующем. Обычно при изготовлении монолитных футеровок на секции шаблона действуют распирающие силы от набиваемой массы и силы сцепления между жидкой составляющей массы и корпу9ОМ секции. В момент подъема секций краном после преодоления вышеуказанных сил троса (канаты) чалочных приспособлений и крана сжимаются и возникает рывок, во время которого движение секций принимает хаотический характер, чем и нарушается целостность и качество изготовленной футеровки. Кроме того, взаимодействие шаблона с футеровкой при извлечении шаблона затрудняет его извлечение и поскольку металлургические мостовые подъемные краны рассчитаны на работу с оборудованием больших габаритов и масс практически не возможно точно их выставить по вертикальной оси шаблона, что во время извлечения секций из ковша приводит к срывам изготовленной монолитной футеровки верхними кромками секций. Целью предлагаемого технического решения является исключение повреждений футеровки стенок ковша при извлечении из него шаблона и повьшхе нии тем самым качества изготовленной футеровки. Для достижения указанной цели шаблон для изготовления монолитной футеровки металлургических ковшей, содержащей установленные друг на друга секции, преимущественно в виде усеченных конусов, изготовлен та что вьш1естоящие секции выполнены перекрывающими наружные поверхности нижних секций, образуя ступенчатый профиль наружной поверхности шаблон При такой конструкции внутренняя поверхность монолитной футеровки ковшей получается ступенчатой, а не прямой, как в прототипе. Эта ступенчатость расширяется от днища к верхней, части ковша за счет конусности каждой секции. При поочередном извлечении таких секций во время рывка чалочных приспособлений верхняя кромка извлекаемой секции может воздействовать на порогступени футеровки, образованной перекрещивающимися секциями, сминает его и этим гасит энергию раскачивающегося шаблона после рывка. По мереподъема шаблона зазор между ниьш за счет конических поверхностей футеровки и секции увеличивается и вероятность повреждения футеровки в дальнейшем уменьшается. Исключение врезания кромок шаблона в футеровку создает благоприятные возможности для его извлечения. Шаблон для изготовления монолит- ной футеровки 1 ковща 2 содержит установленные друг на друга секции 3,4,5 в виде усеченных конусов. Вы-шерасположенные секции перекрывают нижерасположенные так, что образуют ступенчатый профиль наружной поверхности шаблона. Секции сочленяютс между собой посредством тел тороидальной формы 6 и вертикальней пластин 7 со скошенными углами. Нижняя конусообразная секция устанавливается на днище ковша 2 и центрируется относительно внутренних стенок ковша и днища. Затем устанавливаются две другие секции, после чего заполняют зазор между ковшом и наружной поверхностью шаблона жидкоподвижной огнеупорной массой. После изготовления футеровки 1и ее выстойки для схватывания начинают извлекать шаблон из ковша. Секции извлекают поочередно в обратном порядке. После извлечения всех секций из ковша изготовлена футеровка 1 представляет из себя ступенчатую коническую поверхность. При извлечении секций шаблона исключается повреждение футеровки стенок ковша. Использование предлагаемой конструкции позволяет улучшить качество поверхности футеровки.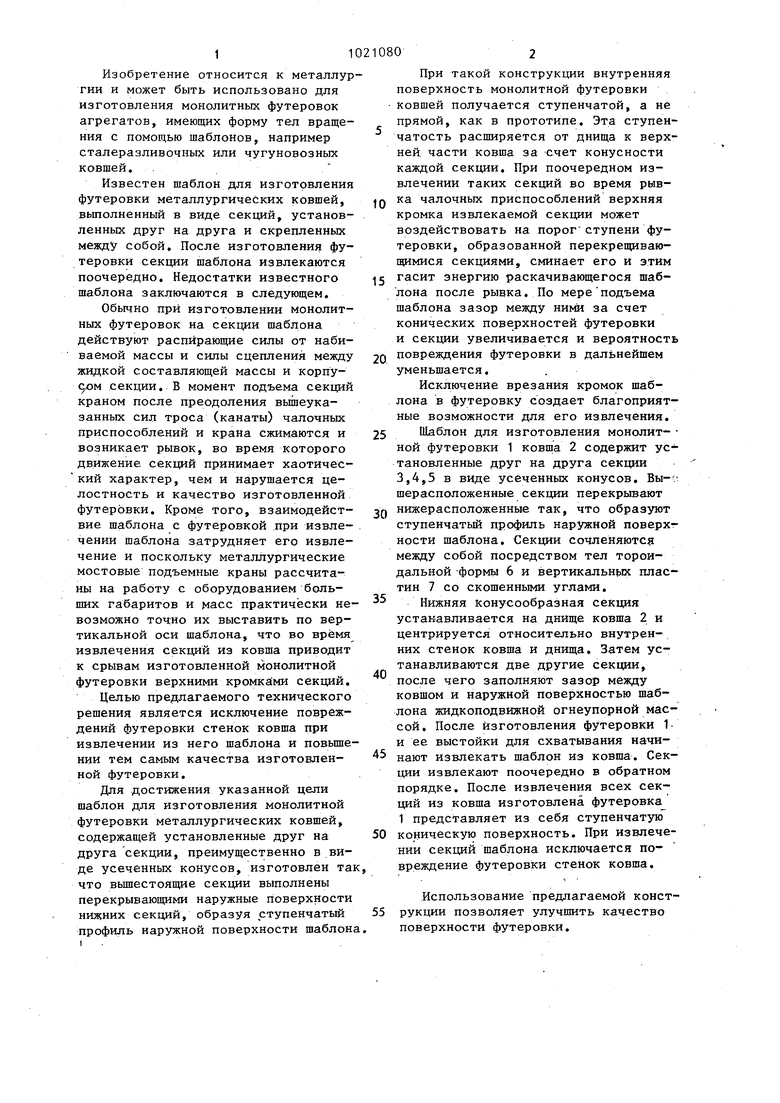
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU888394A1 |
| Шаблон для изготовления футеровки | 1982 |
|
SU1085670A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU847589A1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ В ВИДЕ ПЛАВИЛЬНОГО ИЛИ РАЗЛИВОЧНОГО УСТРОЙСТВА С ИСПОЛЬЗОВАНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2020 |
|
RU2744635C1 |
| Шаблон для формовки футеровки стен сталеразливочных ковшей | 1975 |
|
SU529001A1 |
| ШАБЛОН ДЛЯ ФОРМОВКИ МОНОЛИТНЫХ ФУТЕРОВОК СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1973 |
|
SU435067A1 |
| Шаблон для изготовления футеровки металлургических емкостей | 1981 |
|
SU992121A1 |
| Установка для футеровки металлургических ковшей | 1975 |
|
SU529906A1 |
ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ , МОНОЛИТНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ, содержащий установленные друг на друга секции в виде усеченных конусов, отличающийс я. тем, что, с целью исключения повреждения футеровки стенок ковша при извлечении шаблона и облегчения его извлечения, вьшгераспЬложенные т секции выполнены перекрывающими нижерасположенные секции, образуя ступенчатый профиль наружной поверхности шаблона.
| УСТАНОВКА ДЛЯ НАБИВКИ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 0 |
|
SU260836A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
