Известные машины для расфасовки и упаковки в коробки сыпучих продуктов не обеопечивают автоматизации всех Операций по расфасовке и не развивают достаточной производительности.
Предлагаемый автомат лишен этих недостатков. В нем полностью а.чтоматизируются все операции по упаковке сыпучих продуктов и материалов в коробки. Вместе с тем, благодаря осуш.ествлению в одном автомате нескольких поточных линий, предлагаел1ая машина может обеспечить з.начительную производительность.
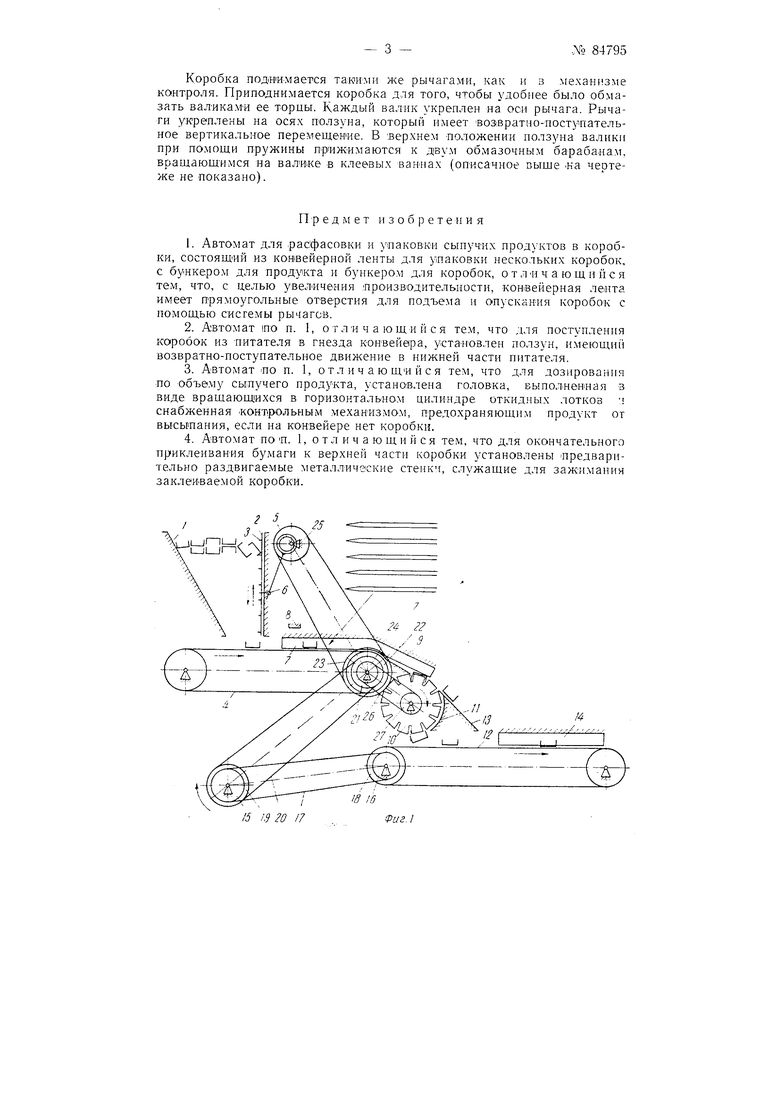
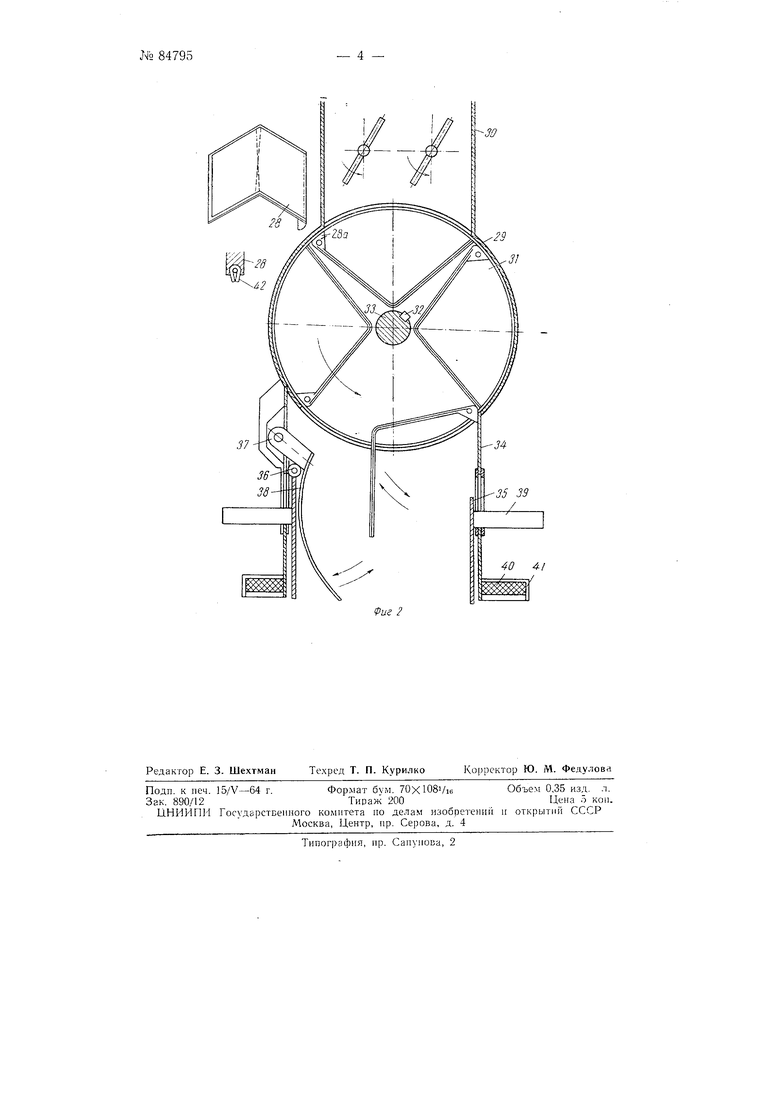
На фиг. 1 показан механизм бун.кера коробок; на фиг. 2 - делительная головка автомата.
В качестве механ1из.ма коробок уста новлен бункер /, в котором вертикальная стенка 2 и.меет возвратно-лоступательное движение. К ней прикреплены полки 3 для лучшего продвижения «оробок на ленточный транспортер 4.
Для приведения в движение вертикальная стеика 2 снабжена экснентриком 5, который тягой 6 сцеплен осью с пальцем вертикальной стенки. Поступившая па транспортер коробка проходит сквозь гребенку 7, которая выравнивает идущие боком коробки в одну линию. Коробки 8 транспортером подаются на наклонную плошадку 9, с которой поладают ла опрокидной барабан 10. Бели коробка 8 до опрокидного барабана 10 двигается вверх дном, то « таком виде она ладевается на зубец барабала 10 и поворачивается; для удержалия коробки ла зубце барабала при ловороте служит направляющая 11.
Коробка с барабана выпадает на ленту транспортера 12. Коробка, идущая на барабан 10 вниз дном, не может лопасть на зубец и падает па наклонную плоскость 13, с которой и попадает на транспортер. Па транспортере коробки разделяются «а несколько рядов гребен-кой М. Вся система приводится з действие ведущим барабаном 18 через шкив 16, ременную передачу 7, шкивы 15 и 19, ременную передачу 20, и промежутоЧ|НЬ й шкив 21.
Шкив 21 приводит в движение транспортер 4 через барабан 22, UJKHB 23 ремонтной передачей приводит в действие шкив 25 эксцентрика 5, а 24 связан pcMenHoii передаче 26 и иживом 27 с барабаном 10.
Транспортером коробка подается «а смонтированную около конечного барабана «аклонную плоскость, с которой она попадает в гнездо барабана питателя и поворачивается им па другую наклонную плоскость, а с нее ксяробка ползуном подается в niaxTy магазина.
Ползун находится над магази.ном в тот момент, когда начинает спускаться по маклопной -плоскости коробка. Из магазина коробка попадает на площадку другого гюлзупа, с которой при движении ползуна назад падает на площадку другого ползуна. Далее, при движении вперед, коробка свои.м торцом поворачивает рычаг, который своим другим плечом : аходит за другой торец коробки. При движепии пазад коробка удерживается на месте до тех пор, пока под ней не будет окна ползуна, прп этом опа проваливается в гнезда конвейера, а рычаг полкой поворачивается в первоначальное положение, в котором и остается до другой коробки. Гнезда в ленте конвейера выполнены в виде прямоу г о л ы I ы X отверст и и.
Чтобы не выпали на площадку ползуна сразу несколько коробок, коробка, следующая за первой, прижимается упором к стенке магазина, которым и удерживается, нока под нее не подойдет площадка.
Затем коробка подается гнездами К-онвейера для напол-неиия порощком к делительиой головке. Делительная головка производит деление На порции порощка по объему откидными лопатками 2S. Порощок подается в делительный цилиндр 29 течкой 30. Откидные лопаткл укреплены однИМ овоим п.1ечом на оси к двум дискам 31, которые укреплены щпонкой 32 па валу 33. В нижнем положении лопатка 28 откидывается в напо.пнпте.чьную течку 34, в которой перемещается подвижная течка 35, связанная с работой механизма контроля к;)робки. Ес.ш коробки нет, механизм контроля подгги.мает подвнж-ную течку 55, которая ро.тиком 36 в верхней части течки прижимает плечо 37 дуги 38 к цилИНдру 29 и за1крывает В1 1ходпое цилиндра, этим самым кг давая лопатке 28 откинуться и высыпать порощок.
ПодвиЖная течка поднимается двумя пальца ми 39, г опускается 1Т.)ужиной, не показа-1п-10й на чертеже. Коробка снизу нрилуИмаетси к пэдущке 40 из мягкой резИиы, укреплещгой в коршусе 41, а последний прикреплен к течке 34. Для того чтобы лопатки 28 не истирали при двнжении В11утрен:нюю по.лость цилиндра 25, лопатка по периметру имеет канавку с укрепленной в ней мягкой сукопкой 42, прижатой к внутренней образующей цнлиндра :проволокой.
В углу -перегиба лопатка 28 и.меет сквозное тонкое отверстие. В :нее входит, перекрещиваясь, проволока д.тя креплепия полоски сукна 42; v упора 28а и.меется другое то,нкое отверстие, куда входит ОДИИ конец проволоки до пересечения с другим КОНЦОМ, с которым он п свивается. При поворач-ивании дисков 31 упор упирается в край о«па цилиндра 29 и поворачивается на ОСи внутрь цилиндра 29. Одновременно поворачивается дуга 38, которая также нажимает на свободпый Kpaii лопатки 28 и помогает ее повороту.
Дел ительпые головки удобнее располагать 1пад г 1ездами транспортера в щахматпом порядке, в два ряда по пескольку головок л каждо М.
. Порощок засыпается в бупкер, из которого ишеками .поддается в течкн делительных головок.
Коробка поднимается такими же рычагами, как и в механизме контроля. Приподнимается коробка для того, чтобы удобнее было обмазать ва.тикамИ ее торцы. Каждый валик укреплен на оси рычага. Рычаги укреплены на осях ползуна, который имеет возвратно-поступательное вертикальное перемещение. В верхнем положении ползуна валики при помощи пружины приж имаются к двум обмазочным барабанам, врандающимся на валике в клеевых (описанное выше на чертеже не показано).
П р е д .м е т изобретения
1.Автомат для расфасовки и упаковки сыпучих продуктов в коробки, состояЩИЙ из конвейерной ленты для упаковки нескольких коробок, с бункером для продукта и бункером для коробок, отличающийся тем, что, с целью увеличения .лрОИзводителыюсти, конвейерная лента имеет прямоугольные отверстия для подъема и опускания коробок с помощью сисгемы рычагов.
2.Автомат ino п. 1, от ли ч а ющи и ся те.м, что для поступления коробок из питателя в гнезда конвейера, установлен ползун, и.меющип возвратно-поступательное движение в нижней части питателя.
3.Автомат ПО п. 1, отл и ч а ю щи и с я тем, что для дозирования по объему сьтучего продукта, установлена головка, выполНевная з виде вращающихся в гор изонта тьном цилиндре откидных лотков снабженная контрольным механизмом, предохраняющим продукт от высыпания, если на конвейере нет коробки.
4.Автомат по П. 1, о т л и ч а ю щ и и с я тем, что для окончательного приклеивания бумаги к верхней части коробки установлены предварительно раздвигаемые металлические стенкч, служащие для зажимания заклеиваемой коробки.
30
3