4ff
f
X
ff
V //
СП
4
00
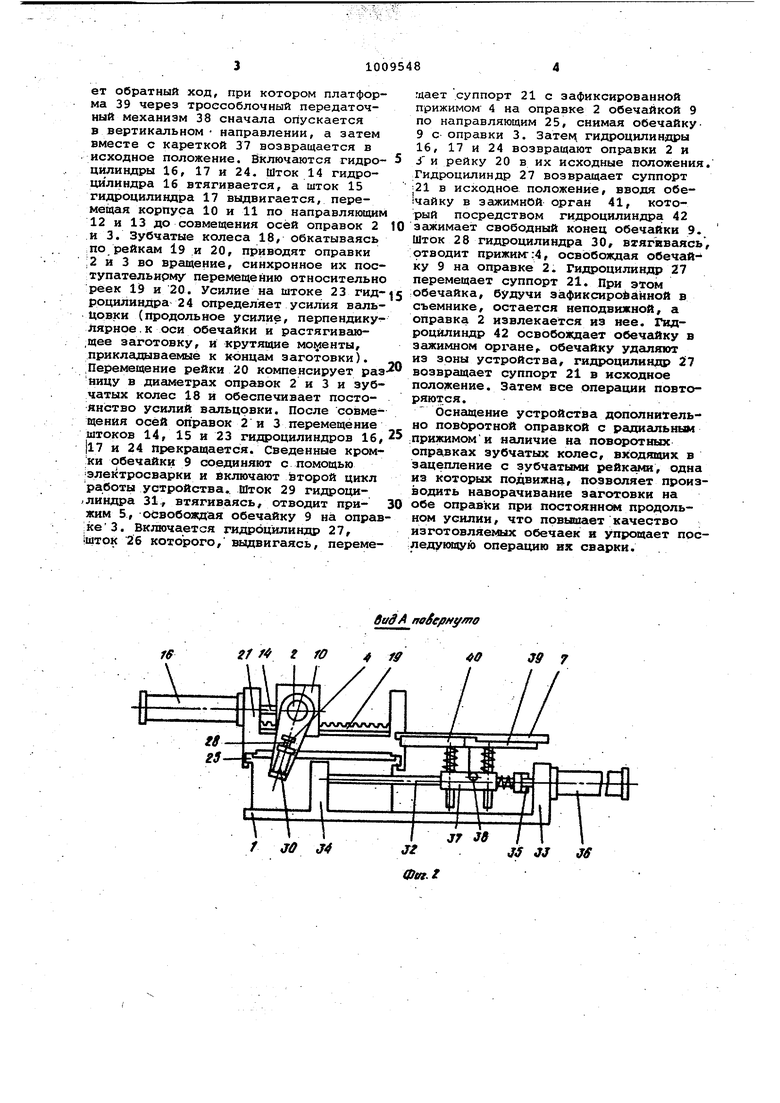
X Изобретение относится к обработке металлов давлением и может быть использовано в тех областях промьииленности, где есть необходимость изгото ления обечаек со спиральным швой из листового материала, преимущественно с перфорацией в виде отогнутых наружу козырьков, например в химическом и нефтяном аппаратостроении, целлюлозно-бумажном, продовольственном, медицинском машиностроении, в котлостроении и т. д. Известно устройство для изготрвле ния металлической трубы, содержащее стационарную нижнюю форму и перемеща щийся в вертикальном направлении при жимной узел с закрепленными на нем плунжерами и блоками 13. Однако это устройство пригодно только для изготовления труб с продольным швом. Кроме того, в процессе гибки имеет место относительное скол жение поверхностей заготовки и форму ющих поверхностей устройства, что на рушает форму элементов заготовки, об разующих перфорацию. Известно устройство для изготовления спиральных труб, содержащее ли топравильные валки, роликовые ножницы, подающее устройство, формовочное устройство, расположенное под углом к оси полосы, и сварочный узел С2 J. Однако такое устройство не применимо для изготовления спиральношовIных обечаек ограниченной длины и с перфорацией в ввиде отогнутых наружу козырьков. Наиболее близким решением из известных является устройство для изго товления обечаек, содержащее смонтированную на станине поворотную оправ ку с закрепленным на ней радиальным прижимом, подвижный стол для укладки заготовок и съемник для удаления -обе чайки Гз 1. . Однако так как один конец заготов ки, в процессе наворачивания на оправ ку остается незакрепленным, на устройстве нельзя изготовить качественную обечайку, поскольку снятая с оправки обечайка приобретает U -образную форму, что усложняет последующую операцию ее сварки и требует предварительной довальцовки на трехвалковы вальцах. В связи с тем, что свободны конец заготовки, наворачиваемой на оправку, прижимается к столу усилием .пропорциональным окружному усилию вальцовки, имеет место деформация элементов обечайки, образующих перфорацию. Целью изобретения является повышения качества изготовляемых обечаек Поставленная цель достигается тем что устройство для изготовления обечаек, содержащее смонтированную на станине поворотную оправку с закрепленным на ней радиальным прижимом. подвижный стол для укладки заготовок и съемник для удаления обечайки, снабжено дополнительной поворотной оправкой с радиальным прижимом, установленной соосно основной оправке, каждая оправка снабжена приводом ее поперечного перемещения в виде реечной передачи, при этом зубчатые колеса реечной передачи смонтированы непосредственно на оправках, а одна из реек этой передачи установлена на станине с возможностью перемещения вдоль оси оправки. На фиг. 1 изображено устройство, вид в плане; на фиг. 2 - вид А на фиг. I; на фиг. 3 - вид Б на фиг. If на фиг. 4 - разрез В-В на фиг. 2; на фиг о 5 - разрез Г-Г на фиг. 3. Устройство для изготовления обечаек содержит смонтированные на станине 1 поворотные оправки 2 и 3 с установленными на них радиальными прижимами ..4 и 5, подвижный стол 6 для укладки заготовки 7 и съемник 8 для удаления обечайки 9. Оправки 2 и 3 смонтированы в корпусах 10 и 11, установленных на направляющих 12 и 13 и соединенных Со штоками 14 и 15 гидроцилиндров 16 и 17. На каждой из оправок 2 и 3 закреплены зубчатые колеса 18, входящие в зацепление с зубчатыми рейками 19 и 20. Рейка 19 жес.тко закреплена на суппорте 21, а рей ка 20 установлена в направляющих 22 и соединена со штоком 23 гидроцилиндра 24. Суппорт 21 установлен на нап. равляющих соединен со штоком 26 гидроциликдра 27. Радиальные прижимы 4 и 5 соединены со штоками 28 и 29 гидроцилиндров 30 и 31,.закрепленных на оправках 2 и 3. На столе б смонтированы направляющие 32, на которых с возможностью перемещения между упог рами- 33 и 34 от штока 35 гидроцилиндра 36 установлена подающая каретка . 37, несущая трособлочный передаточ- , ный механизм 38 и подвижную в вертикальном направлении платформу 39 и захватными органами 40. Съемник 8 содержит, -установленный на станине 1 саоцентрирующий зажимной орган 41 с приводом от гидроцилиндра 42. Устройство для изготовления обечаг ек работает следующим образом. Заготовку 7 укладывают на плаформу 39 подвижного стола б, ориентируя ее в захватных органах 40, и включают устройство. Шток 35 гидроцилиндр 36 перемещает подающую каретку 37 с платформой 39 и заготовкой 7 по направляющим 32 к упору 34. Затем платформа 39 поднимается в вертикальном направлении до упора заготовки 7 в оправки i и 3. Включаются гидроцилиндры 30 и 31, штоки 28 и 29 которых, перемешая прижимы 4 и 5, прижимают края заготовки 7 к оправкам 2 и 3. Шток 35 гидроцилиндра 36 выполняет обратный ход, при котором платформа 39 через троссоблочный передаточный механизм 38 сначала опускается в вертикальном направлении, а затем вместе с кареткой 37 возвращается в исходное положение. Включаются гидроцилиндры 16, 17 и 24. Шток 14 гидроцилиндра 16 втягивается, а шток 15 гидроцилиндра 17 выдвигается, перемещая корпуса 10 и 11 по направляющим 12 и 13 до совмещения осей оправок 2 и 3. Зубчатые колеса 18, обкатываясь по рейкам 19 и 20, приводят оправки 2 и 3 во вращение, синхронное их поступательирму перемещению относительно реек 19 и 20. Усилие на штоке 23 гидроцилинлра 24 определяет усилия вальUOBKH (11родольное усилие, перпендикулярное.к оси обечайки и растягиваю,щее заготовку, и крутящие моменты, приклсщываемые к концам заготовки). Перемещение рейки 20 компенсирует раз Яйцу в диаметрах оправок 2 и 3 и зубчатых колес 18 и обеспечивает постоянство усилий вальцовки. После совмещения осей оправок 2 и 3 перемещение штоков 14, 15 и 23 гидроцилиндров 16, |17 и 24 Прекращается. Сведенные кром:ки обечайки 9 соединяют с помощью электросварки и включают второй цикл работы устройства.. Шток 29 гидроци линдра 31, втягиваясь, отводит прижим 5, освобождая обечайку 9 на оправ Ike 3. Включается гидрондшиндр 27, 1щток 26 которого, вьщвигаясь, перемегдает суппорт 21 с зафиксированной прижимом 4 на оправке 2 обечайкой 9 по направляющим 25, снимая обечайку9 с оправки 3. 3aTeN гидроцилиндры 16, 17 и 24 возвращают оправки 2 и J, и рейку 20 в их исходные положения. Гидроцилиндр 27 возвращает суппорт 21 в исходное положение, вводя обе чайку в зажимнОй орган 41, который посредством гидроцилиндра 42 зажимает свободный конец обечайки 9. Шток 28 гидроцилиндра 30, втягиваясь, 9ТВОДИТ прижим-;4, освобождая обечайку 9 на оправке 2. Гидроцилиндр 27 перемещает суппорт 21. При этом ;обечайка, будучи зафиксированной в съемнике, остается неподвижной, а оправка 2 извлекается из иее. Гидроцйлиндр 42 освобождает обечайку в зажимном органе обечайку удаляют из зоны устройства, гидроцилиндр 27 возвращает суппорт 21 в исходное положение. Затем все операции повторяются. Оснащение устройства дополнительно поворотной оправкой с радиальным .прижимоми наличие на поворотных зубчатых колес, входящих в зацепление с зубчатыми рейками, одна из которых подвижиа, позволяет производить наворачивамие заготовки на обе оправки при постояннее продольном усилии, что повышает качество изготовляемых обечаек я упрощает посnemfKisayia операцию их сварки.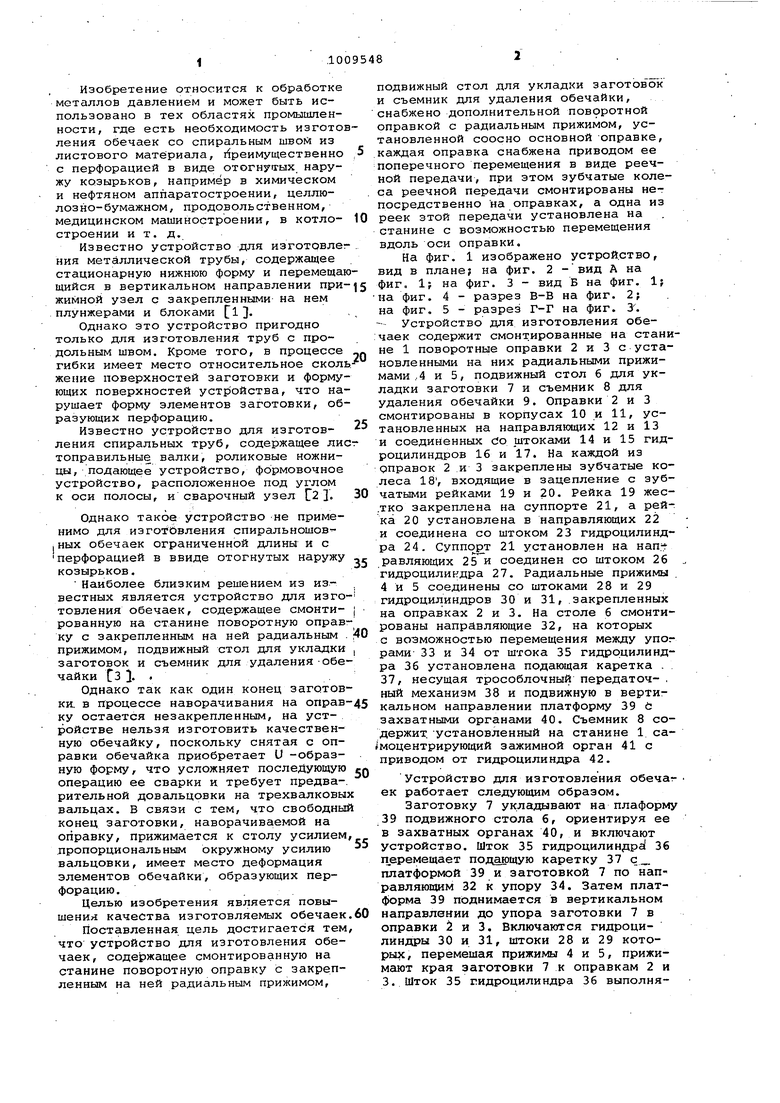
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| Устройство для гибки труб | 1989 |
|
SU1731353A1 |
| Устройство для выравнивания торцовых кромок собираемых обечаек | 1987 |
|
SU1581544A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
| Устройство для изготовления обечаек | 1986 |
|
SU1404142A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Устройство для обработки поверхностей переменной кривизны | 1980 |
|
SU933393A1 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК, преимущественно с перфорациями в виде отогнутых наружу козырьков, содержащее смонтированную на станине поворотную оправку с закрепленным на ней радиальным псяхжимом, подвижный стол для укладки заготовок и съемник для удаления, обечайки, отличающееся тем, что, с целью повышения качества обечаек, оно снабжено дополнительнойповбротп ной оправкой с радигшьным прижимом, установленной соосно основной onpaiBке, каждая оправка снабжена приводом ее поперечного перемещения в виде реечной передачи, при этом зубчатые колеса реечной передачи смонтированы непосредственно на оправках, а одна из реек этой передачи установлена на § станине с возможностью перемещения вдоль оси оправки. ko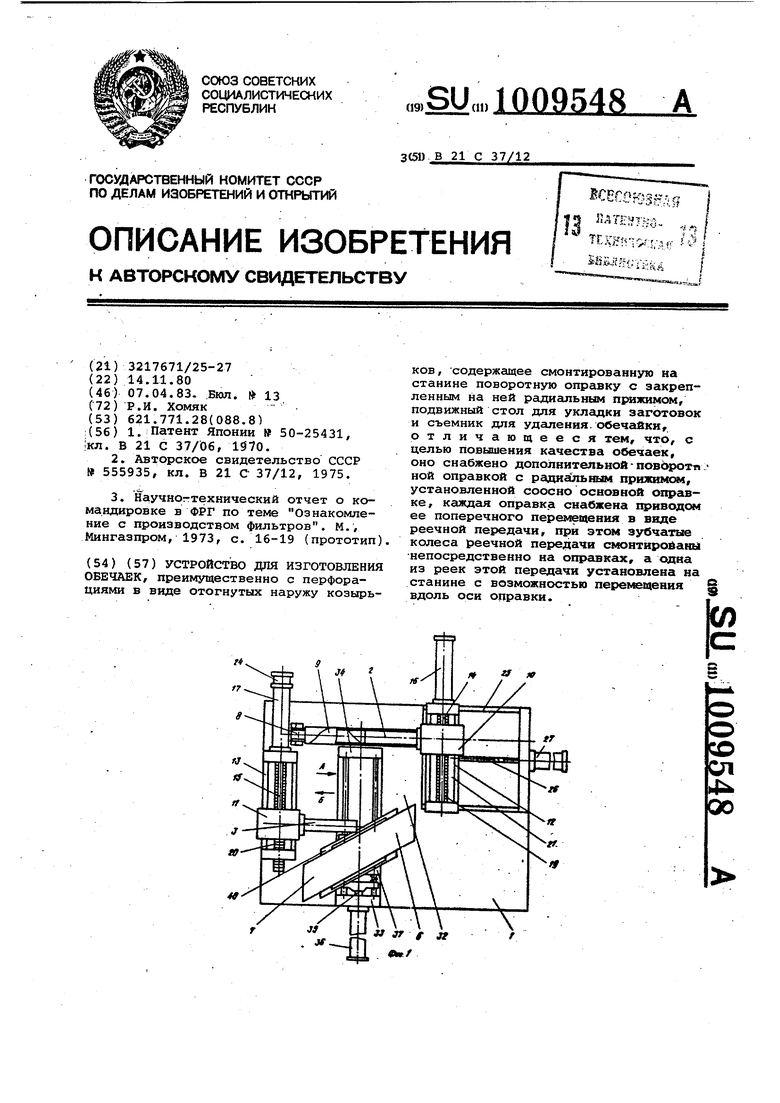
if f4r г fO 4 fff4ff39 / JO J4 eadAjioSepftyfo 7
f dt/fff /fofeflffymo
л ff ff f7 14
1/
Фт,
0-Л nofe/iffyfTi9
ro fS
fffS
r- r
пове/муто Id rr3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М., Мингазпром, 1973, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
