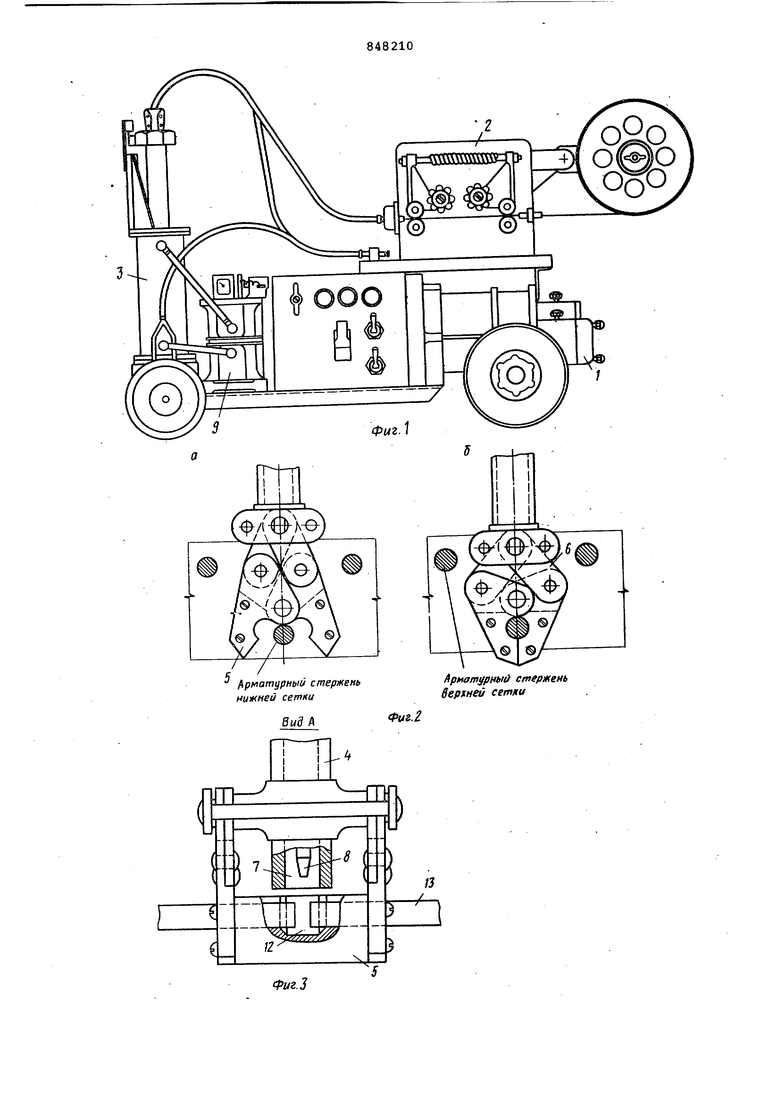
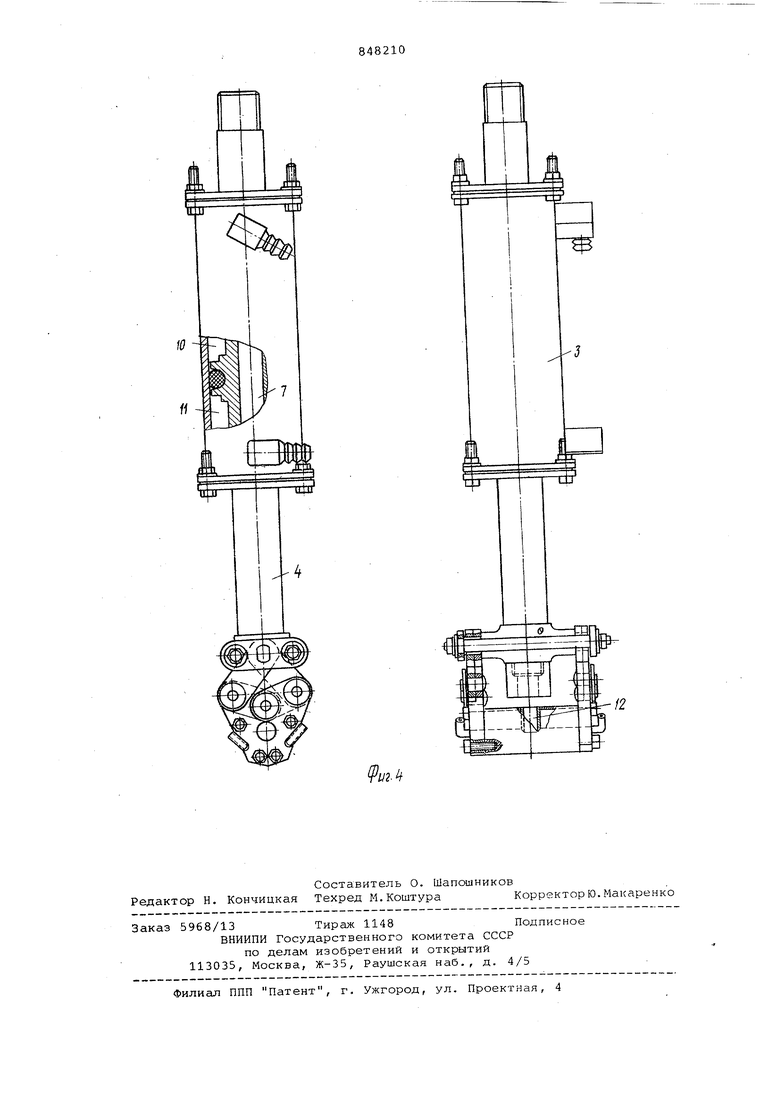
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ Изобретение относится к сварочной технике и может быть использовано в промышленном и гражл.анском строитель стве для автоматической сварки арматурных стержней. Известны способ и устройство для сварки арматурных стержней i . Недостатком этого способа сварки является низкая производительность из-за установки и съема медной формы вручную. Известно устройство для автоматической сварки, содержащее установлен ный на самоходной тележке пневмоцилиндр и сварочную головку, закреплен ную на конце его штока Гз . Однако устройство не дает возмож ности сварки стыков стержней арматуры из-за отсутствия специальных механизмов и элементов. Цель изобретения - обеспечение возможности сварки стыков стержней арматуры путем захвата и центровки их концов с одновременным образованием медной формы для принудительного формирования металла шва. Поставленная цель достигается тем что устройство снабжено захватывающи узлом, выполненным в виде медных полуформ, соединенных со штоком вблизи его конца посредством шарнирнорычажного механизма, в штоке выполнен канал, а сварочная головка установлена в упомянутом канале. На фиг. 1 изобрс1же ю устройство, общий вид; на фиг. 2 - захватывающий узел в открытом (а) и в закрытом (б) положениях; на фиг. 3 - вид А на фиг. 1} на фиг. 4 - пневмоцилиндр, с захватъавающим механизмом. Устройство состоит из самоходной тележки 1, смонтированного на ней механизма подачи сварочной проволоки 2 , пневмоцилиндра 3, на штоке 4 которого смонтирован Зс1Хватывающий узел 5, соединенный со штоком посредством шарнирнорычажного механизма 6. Внутри штока выполне.н канал 7, в котором установлена сварочная головка 8. Кроме того, устройство включает, электромагнитный клапан 9, верхнюю 10 и нижнюю 11 полости цилиндра, сварочную ванну 12 и арматурные стержни 13. Устройство работает следующим образом. В начальный момент работы устройство находится в ручном режиме управпения и настраивается на сварку первого стержня. При включении электрического реле времени, -которое установлено на время сварки определенного диаметра стержней, подается импульс на электромагнитный клапан 9, клапан открывается и подает воздух в верхнюю полость 10 пневмоцилиндра 3, шток 4 с захватывающим устройством 5 опускается и при нажатии на арматурные стержни 13 зажимает их, обхватывая медными губками.
При полном закрытии захватывающего устройства (фиг. 2б}, образующего внутри губок ванну 12, автоматически включается сварочный ток, механизм подачи электродной проволоки и механизм подачи защитного Газа. Устройство переводится на автоматический режим работы переключением тумблеров на щите управления.
По истечении времени сварки реле времени отключает механизм подачи электродной проволоки 2, автоматически отключается сварочный ток, подача защитного газа, электромагнитный клапан 9 переключает подачу воздуха из верхней полости пневмоцилиндра 3 поднимается,- автоматически раскрывая захватывающее устройство 5. При полном раскрытии захватываквдего устройства реле времени включает напряжение на электродвигателе передвижения устройства и при помощи самоходной тележки устройства 1 перемещается к следующему стержню. По истечении времени на движение до следующего стержня реле времени отключает напряжение на электродвигателе и агрегат останавливается. Реле времени включает электромагнитый клапан 9 и цикл повторяется.
Сварочный агрегат может быть использован для автоматической сварки арматурных стержней как периодического, так и гладкого профиля, причем арматурные стержни могут быть расположены на разных уровнях в шахматном порядке с шагом 40 мм и более. Сварка возможна как на ручном управлении/ так и в автоматическом режиме сварочной проволокой в среде защитного газа или, при замене механизма подачи, порошковой проволокой.
Захватывающее устройство с медной формой можно применять как приставку к полуавтомату для сварки арматурных выпусков в любом пространственном положении, за исключением проволочного.
Формула изобретения
Устройство для автоматической сварки, содержащее установленный на самоходной тележке пневмоцилиндр и сварочную головку, закрепленную на
0 его штоке, отличающееся
тем, что, с целью обеспечения возможности сварки стыков стержней арматуры путем захвата и центровки их концов с одновременным образованием медной формы для принудительного формирования металла шва, устройство снабжено захватывающим узлом, выполненным в виде медных полуформ, соединенных со штоком вблизи его конца посредством шарнирнорычажного механизма,
0 в штоке выполнен канал, а сварочная головка установлена в упомянутом канале.
Источники информации, принятые во внимание при экспертизе
1. Сварочные работы в строительстве. Справочник по специальным работам. Ч. II, М., изд-во литературы по строительству, 1971, с. 185. 0 2. Авторское свидетельство СССР № 2597676/25-27, кл. В 23 К 37/02, 1978.
-S
,
г
mw
(
/2Фиг.З
Г
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| Комплекс для постройки железобетонных судов | 1982 |
|
SU1039796A1 |
| Машина для контактной сварки арматурных сеток | 1960 |
|
SU144926A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Устройство для шагового перемещения | 1978 |
|
SU774732A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Автоматическое устройство для изготовления пространственных каркасов | 1987 |
|
SU1518101A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
Vuiii
