Известны машины для контактной сварки арматурных сеток, содержащие сварочное устройство с подвижными электродами, механизм подачи нродольных и поперечных стержней, устройство для их обрезки, приемную камеру для готовых сеток и систему реле времени и электропневматических клапанов для управления последовательностью работы отдельных механизмов. Однако такие машины недостаточно надежны в работе.
Отличительная особенность описываемой машины заключается в том, что механизм подачи стержней содержит пневмопривод и шариковые захваты для прерывистого перемеш,ения стержне .
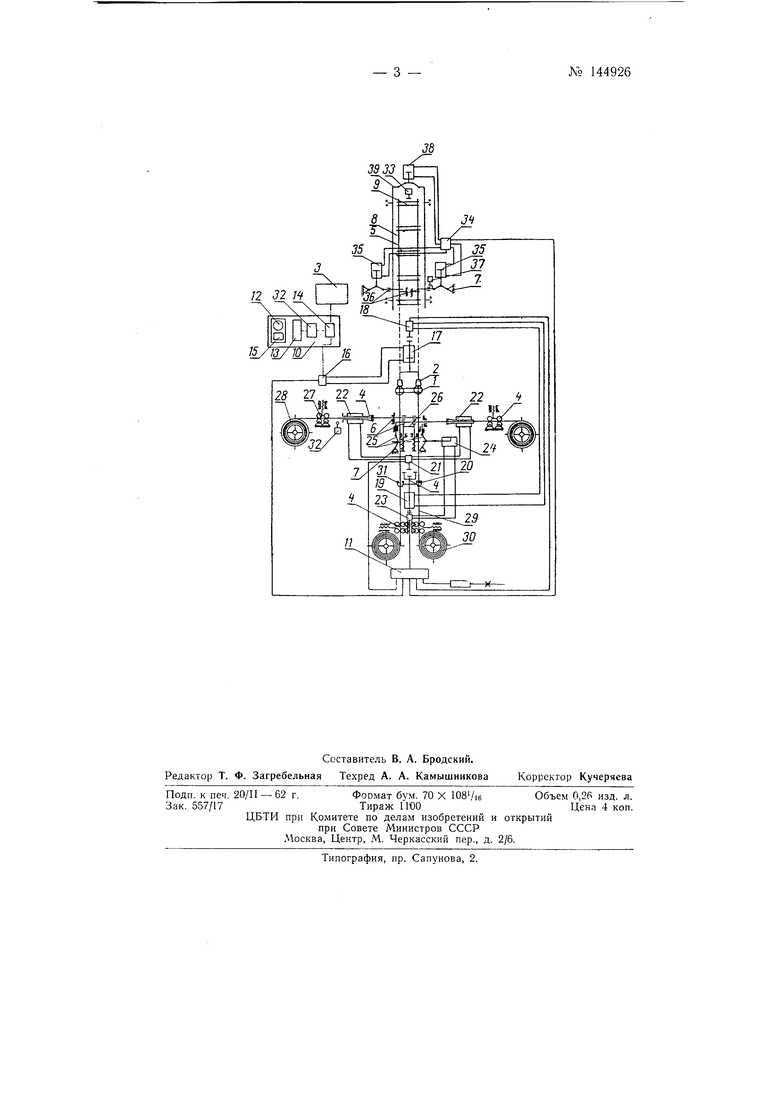
На чертеже изображена схема машины.
Машина для контактной сварки арматурных сеток состоит из рамы, сварочного устройства / с подвижными электродами 2 и сварочным трансформаторо.м 3, механизма 4 подачи продо.тьных 5 и поперечных 6 стержней, устройства 7 для обрезки этих стерл%:ней, приемной камеры 8 для готовых сеток 9, пульта 10 управления и пневматического привода //.
При нажиме на кнопку 12 срабатывает пусковое реле 13 и дается команда на электронное реле 14 времени. Машина производит полный цикл работы и останавливается в исходном положении. После онробования машины универсальный переключатель 15 устанавливается для непрерывной работы, срабатывает реле 13, снова подается команда на реле М, включающее сварочный трансформатор 3 и электрический пневмоклапан 16. Последний включает пневмоцилиндр 17, перемещающий в положение сварки электроды 2. При срабатывании пневмоцилиндра 17 выключается механический пневмоклапан 18. Связанный с ним пневмоцилиндр 19 отводит в заднее положение каретку 20 механизма 4. Отходя назад, каретка отключает механически иневмоклапан 21, управляющ й пневмоцилиндрами 22 подачи поперечных стерн ней 6. Левый ци.лкндр 22 размыкает цепь питания реле 14. Каретка 20 в крайнем положении выключает механический пневмоклапан 23 управлен 1Я пневмоцилиндром 24 устройства 7, приводящего ножи 25 резки поперечных стержней 6. Кон№ 144926- 2 -
дуктор 26 принимает стержни 6, отрезанные от проволок 27, идущих из бухт 28.
В результате размыкания цепи питания реле М времени отключается электропневматический клапан 6, цилиндр 17 поднимает электроды 2, включая клапан 18, что вызывает перемещение каретки 20 вперед вместе с проволоками 29, сматываемыми из бухт 30 и зажатыми в щариковых захватах 31. При движении вперед каретка 20 включает клапан 21 и осуществляет подачу к сварочному устройству У вместе с проволоками 29 кондуктора 26, несущего стержни 6. Включение клапана 21 вызывает перемещение цилиндров 22, левый из которых, воздействуя на выключатель 32, замыкает цепь питания реле 14. Снова включается клапан 16, цилиндр 17 опускает электроды 2, и происходит сварка стержней 6 с проволоками 29, после чего цикл повторяется.
Продвигающаяся сваренная сетка 9 воздействует на конечный выключатель 33, который через электрический пневмоклапан 34 вкл1рчает пневмоцилиндры 35, приводящие ножи 36 устройства 7 для обрезки| продольных стержней 5 из проволок 29. Правый нож 36 воздействует н выключатель 37, отключающий клапан 34. Одновременно с цилиндрами 35 срабатывает пневмоцилиндр 38, открывающий дверь 39, и готовая сетка 9 падает из приемной камеры 8 в бункер.
Описываемая мащина позволяет автоматизировать изготовление арматурных сеток, освободиться от применения тяжелого физического труда, повысить производительность и улучщить качество продукции.
Научно-исследовательский институт железобетона в своем зак|1ючении отметил, что эта мащина проста и оригинальна по конструкции и обладает новизной в части подачи поперечных стержней неписредстзенно от бухт при помощи цанговых щариковых захватов. Кроме т,огс1, она автоматически выполняет все операции, включая пакетирование готовых сеток, при этом отходы арматурной стали, минимальны.
Предмет цзобретения
Мащина для контактной сварки арматурных сеток, содержащая сварочное устройство с подвижными электродами, механизм подач продольных и поперечных стержней, устройство для обрезки , приемную камеру для готовых сеток и систему реле времени и .л ктропневматических клапанов для управления последовательностью работы отдельных механизмов, отличающаяся тем, что, с целью повышения надежности в работе, механизм подачи стержней содержит пневмопривод и щариковые захваты для прерывистого перемещения стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| Автоматическое устройство для изготовления пространственных каркасов | 1987 |
|
SU1518101A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU261615A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |