Известно устройство перемещения пространственных арматурных каркасов в процессе их сварки, включаквдее транспортер, по столу которого перемещается тяговая тележка 2J. На тележке установлены траверса с захватами для ее соелинения со свариваемым каркасом и каретка с пнев- мофиксатором, палец которого входит в пазы шаговых реек, прикрепленных к столу транспортера в виде кассеты и имекяцих пазы с шагом, соответствующим шагу сварки, а длину, соответствукяцую длине свариваемого каркаса. При переходе на сварку нового каркаса производится настройка каретки ;путем ее ручного перемещения поперек оси тележки и установки под соответствугацей шаговой рейкой.
Перемещение тележки обеспечиваетс цепным транспортером с двухскоростным приводом. Вторая скорость привода служит для замедления движения шаговой тележки при подходе к позиции фиксирования.
Недостатками этого устройства являются следукяцие: наличие кассеты шаговых реек, имеквдих пазы с шагом, соответствуняцим шагу сварки, а длину соответствующую длине свариваемых каркасов; сложная система управления обусловленная сложностью переключения скорости перемещения шаговой тележки при подходе к позиции фиксации, настройкой каретки на необходимую шаговую рейку, соответствуквдую шагу сварки; ненадежность конструкци так как система не исключает ударов пальца пневмофиксатора о пазы реек при их перемещении и фиксации.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для шагового перемещения преимущественно при изготовлении арматурных каркасов в процессе их сварки, содержа:цее направлякщие с пешьцами, установленную на направляющих шаговую тележку с поворотным захватом, и механизмом вывода захвата из рабочего положения с пневмоцилиндром, привод перемещения шаговой тележки в виде пневмоцилиндра, связанного с корпусом тележки, и систему управления пневмоцилиндрами з|.
Недостатком этОго устройства является изгиб продольной арматуры в зоне сварочного агрегата, так как продольные стержни на рольганге перед сварочным агрегатом расположены в горизонтальной плоскости, в то время как направляющие тележки после сварочного агрегата расположены с наклоном. Вследствие этого при относительно жестких стержнях (диаметром 30-40 мм) происходит изгиб продольных стержней, который недопустим по условиям сварки. Если рольганг, столщий до сварочного агрегата, устновить также с уклоном, то устройво усложняется из-за необходимости предотвращения самопроизвольного смещения каретки и каркаса по уклон и возникновению разгона при ее возврате .
Целью изобретения является упрощение конструкции путем осуществления рабочего и холостого кода шаговой тележки от общего привода.
Для этого шаговая тележка снабжена двуплечим рычагом, шарнирно закрепленным на ее корпусе, пневмоцилиндр механизма вьшода захвата из рабочего положения снабжен закрепленным на его штоке Г-образным толкателем, взаимодействукхаим своим свободным концом с одним из плеч двуплечего рычага, при этом механизм вывода захвата выполнен в виде серьги, одним концом шарнирно связанной со свободным концом штока его пневмоцилиндра, а другим концом шарнирно связанной с захватом.
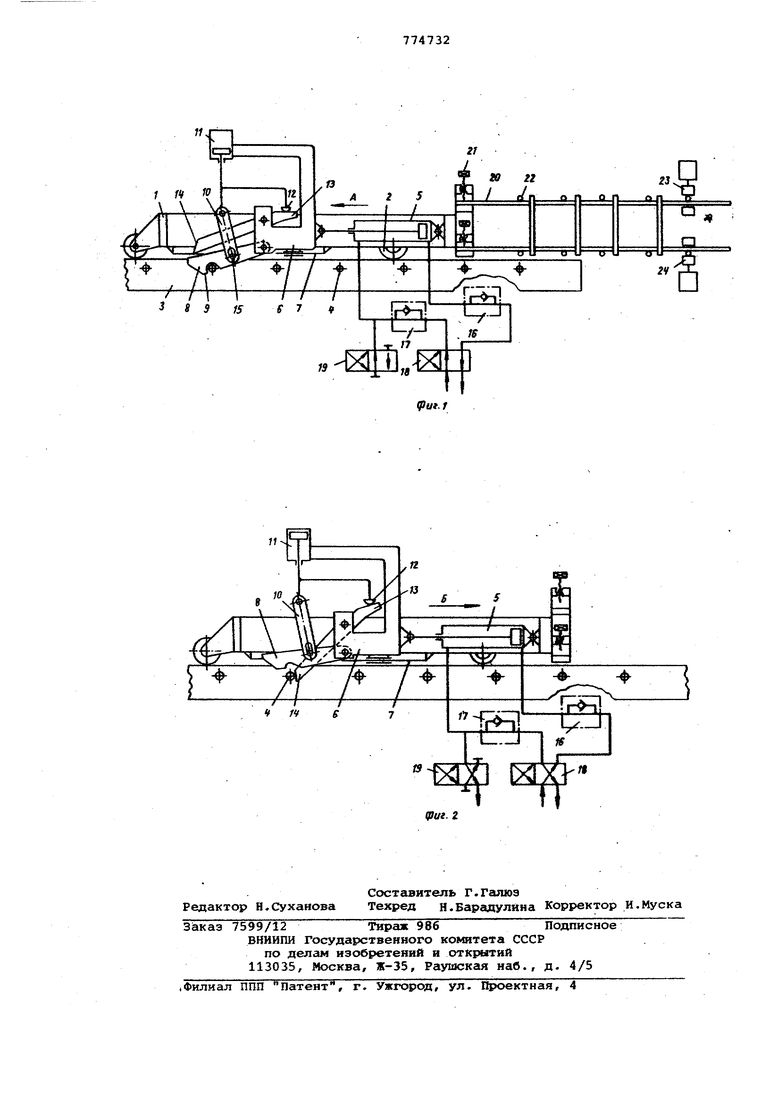
На фиг. 1 показано устройство; на фиг. 2 - процесс возврата тележк
Устройство содержит шаговую тележку 1, опирающуюся колесами 2 на направляющие 3, на боковых сторонах которых с шагом, соответствующим шагу поперечных стержней свариваемого каркаса, закреплены пальцы 4, привод шагового перемещения тележки, смонтированный на тележке и состоящий из силового (тянущего) цилиндра 5, шарнирно связанного с корпусом 6 тележки 1, а на тележке 1 закреплена направляющая 7. На корпусе 6 закреплен поворотный захват 8р заканчивающийся зубом 9 и имеквдий возможность при вертикальных поворотах входить в зацепление с пальцами 4 направлякяцих 3. Захват 8 соединен серьгой 10 со штоком другого силового цилиндра 11 (подъемного) , закрепленного на корпусе б. На штоке цилиндра 11 закреплен Г-образный толкатель 12, взаимодействующий с концом двуплечего рычага 13, шарнирно закрепленного на корпусе б и имеквдего на другом конце торцовую поверхность 14 для взаимодействия с пальцами направляющей. Серьга 10 в месте шарнирного соединения с захватом 8 имеет овальную прорезь 15. Силовой цилиндр 5 включен в силовую систему управления. Обе полости цилиндра 5 соединены с дросселями 16 и 17, установленными на магистргшях подачи воздуха через кран 18 управления подачей воздуха. Кроме того, штоковая полость цилиндра 5 соединена параллельно с краном 19 управления. Закрепление продольных стержней 20 арматурного каркаса на тележке 1 осуществляется захватами 21 (например, нинтовым1-{1 , а св (Г1ка .; :..перечными стержнями 22 производится сварочными электродами 23 и 24.
Устройство шагового перемещения может осуществлять перемещение как объемных арматурных каркасов, так и плоских. При перемещении объемных арматурных каркасов продольные стерни 20 каркаса необходимо закрепить на двух уровнях (фиг. 1), а при пер мещении плоских каркасов - на одном
Работа устройства шагового перемещения объемного арматурного каркаса в процессе его сварки осуществляется следующим образом.
Предварительно перед началом шагвого перемещения арматурных каркасо производят сварку продольных стержней 20 сварочными электродами 23 и 24 с поперечными стержням 22, затем закрепляют захватами 21 концы продольных стержней 20 на тележке 1, готовой к перемещению арматурных каркасов/ включается силовой цилиндр 5, шток которого выдвигается влево, корпус 6 перемезцается в ту же сторону, скользя по направляющей 7, Закрепленный на корпусе б захват 8 своей передней скошенной частью наезжает на очередной палец 4 направляющих 3 и заходит за него зубом 9, опускаясь затем под действием своего веса. При втягивании штока цилиндра 5 вправо зуб 9 зацепляется за очер:пной палец 4 и тележка 1 переме;ааатся влево на шаг (по стрелке А на фиг, 1), равный расстоянию между пальцами. Затем работа цилиндра 5 повторяется и тележка 1, зацепляясь за следующий палец 4, перемещается на следующий шаг, соответственно перемещая свариваемый арматурный каркас благодаря закреплению его продольных стержней 20 в захватах 21 тележки 1.
Итак, шаговое перемещение арматурного каркаса продолжается на всю длину свариваемого каркаса..
Работа механизмов шагового перемещения тележки взаимосвязана электpйчecки и команда ш с работой сварочной машины в целом.
При рабочих перемещениях тележки подача воздуха в полости цилиндра 5 управляется краном.18, кран 19 в работу не включается. При подаче воздуха.в поршневую полость цилиндра 5 воздух свободно проходит через дроссель 16 (проходит через его обратный клапан), а выходящий из штоковой полости цилиндра 5 воздух встречает сопротивление на вьгходе в дросселе 17, благодаря шток цилиндра 5 перемещается с замедленно скоростью. При подаче воздуха в штоковую полость цилиндра 5 воздух свободно поступает через дроссель 17, а выходящий из поршневой полости цилиндра воздух встречает сопротивление на выходе в дросселе 16 (в
обратном направлении воздух через обратный клапан дросселя пройти не может), благодаря чему шток цилиндра 5 и в этом направлении движется замедленно. Таким образом, при рабочих ходах тележка 1 движется замедленно, что и необходимо при сварке каркаса. Регулировка требуемой оптимальной скорости производится с помощью дросселей.
После сварки точек последнего
10
цикла тележка подается на расстояние, позволяющее продольным стержням выйти за пределы сварки, стержни 20 освобождаются от- захватов 21 тележки и изготовленный каркас убирается. Перемещением штока цилиндра 11 вверх захват 8 поднимается в верхнее положение, располагаясь над пальис1Ми 4. При этом с подъелюм штока цилиндра 11 поднимается к тсш0 катель 12, соприкасакацийся с концом рычага 13, давая ему свободу перемещения вверх до своего верхнего положения. Противоположный конец рычага 13 под действием своей тяжести опускается в положение, при котором его торцовая поверхность 14 заходит за пгшьцы 4 направляющих. При перемещении штока цилиндра 5 влево происходит упор торцовой поверхности 14 рычага 13 в палец 4
направляющих, благодаря, чему тележка 1 перемещается вправо (по стрелке Б на фиг, 2), совершая холостой ход. Рычаг 13 поднимается над. очередными пальцами 4 направлякхдих
5 3 при соприкосновении с ними (прощелкивает), благодаря его шарнирной подвеске на корпусе 6. При этом тележка 1 по инерции может переместиться на несколько шагов, -Какой-либо
0 уклон для перемещения тележки не требуется.
При работе механизмов устройства на возврат тележки 1 в исходное поf ложение, при перемещении штока цилиндра 5 вправо управление подачей во.здуха осуществляется также как и при рабочем ходе тележки - кран 19 управления в работу не включается, благодаря чему захват 8 и рычаг 13,
закрепленные на ползуне 6, движутся со сравнительно медленной скоростью. При перемещении штока цилиндра 5 влево необходимо получить большой импульс движения за счет большей
5 скорости движения рычага 13 при его упоре в палец 4. Это достигается тем, что выходящему из штоковой полости цилиндра 5 воздуху открывается свободный выход (минуя дроссель 17)
Q за счет открытия крана 19 управления. При этом рычаг 13 отталкивается от пальца 4 и тележка катится на большее расстояние и с большей скоростью, что уменьшает время изе готовления арматурного каркаса и.
соответственно, увеличивает производительность устройства.
После возврата тележки в исходное положение шток силового цилиндра 11опускается, захват 8 занимает нижнее положение (фиг, 1) и благодаря овальной прорези 15 в серьге 10 имеет свободу поворота вокруг шарнира его крепления к корпусу 6. В таком положении тележка готова к шаговому перемещению следующего арматурного каркаса в процессе его сварки.
Таким образом, в предлагаемом устройстве от одного механизма осуществляется как рабочий ход тележки для перемещения арматурного каркаса в процессе его сварки, так и ее холостой ход. Благодаря этому не требуется выполнения направляющих тележки с уклоном для ее возврата, направляимцие выполняются без уклона и продольные стержни в процессе сварки каркаса не подверггиотся изгибу , что способствует повышению качества сварки, особенно при продолных стержнях большого диаметра.
Тележка при рабочем ходе перемещается медленно, а при возврате в исходное положение ускореннр, что способствует получению необходимых замедленных скоростей перемещения его рабочих органов в процессе сварки каркаса и уменьшению времени возврата тележки в исходное положение. Формула изобретения
Устройство для шагового перемещения преимущественно при изготовлении арматурных каркасов в процессе их сварки, содержащее направляющие с пальцами, установленную на направляющих шаговую тележку с поворотным захватом, и механизмом вывода захва. та из рабочего положения с пневмоцилиндром, привод перемещения шаговой тележки в виде пневкюцилиндра, связанного с корпусом тележки, и систему управления пневмоцилиндрами, отличающееся тем, что,
с целью упрощения конструкции путем осуществления рабочего и холостого хода шаговой тележки от общего привода, шаговая тележка снабжена двуплечим рычагом, шарнирно закрепленным на ее корпусе, пневмоцилиндр механизма вывода захвата из рабочего положения снабжен закрепленным на его штоке Г-образнь м толкателем, взаимодействующим своим свободным кон0 Цом с одним из плеч двуплечего 1млчага, при этом механизм вывода захвата выполнен в виде серьги, одним концом шарнирно связанной со свободным концом штока его пневмоцилиндра, а друe гим КОНЦОМ шарнирно связанной с захватом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 438510, кл. В 23 К 37/04, 1972.
2. Авторское свидетельство СССР W 317478, кл. В 23 К 11/10, 1968.
3. Авторское свидетельство СССР «611706, кл. В 21 F 27/10, 1976 (прототип).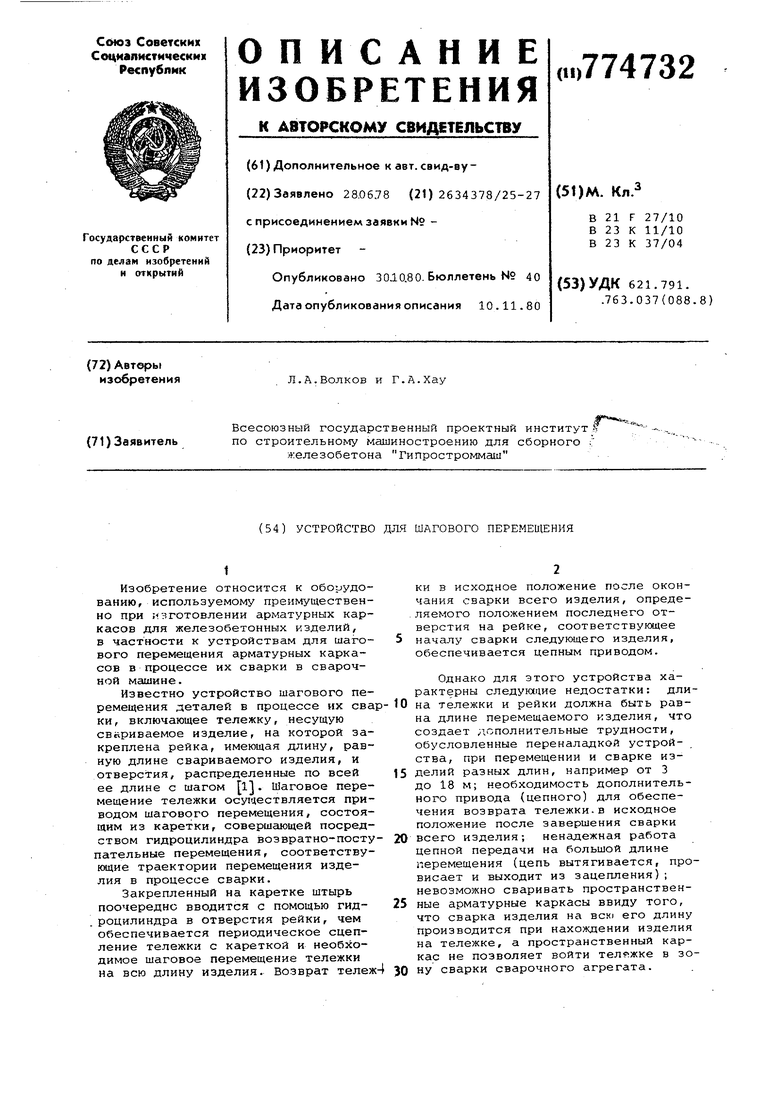
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки арматурных изделий | 1976 |
|
SU611706A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |