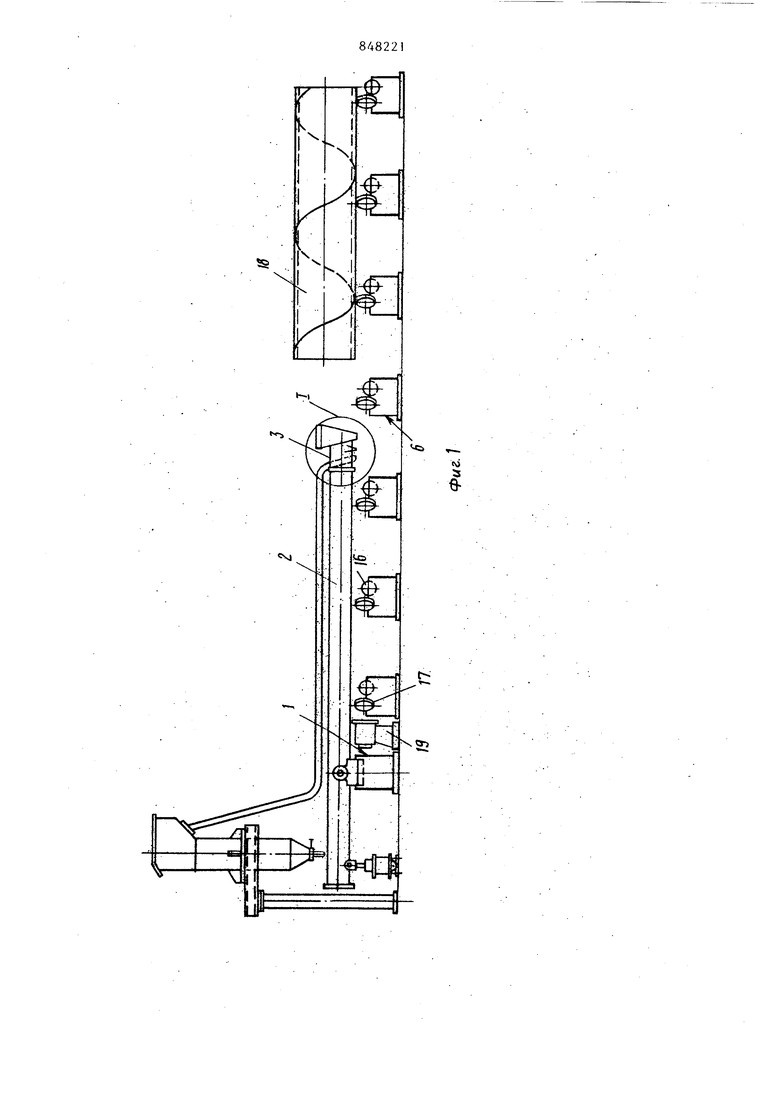
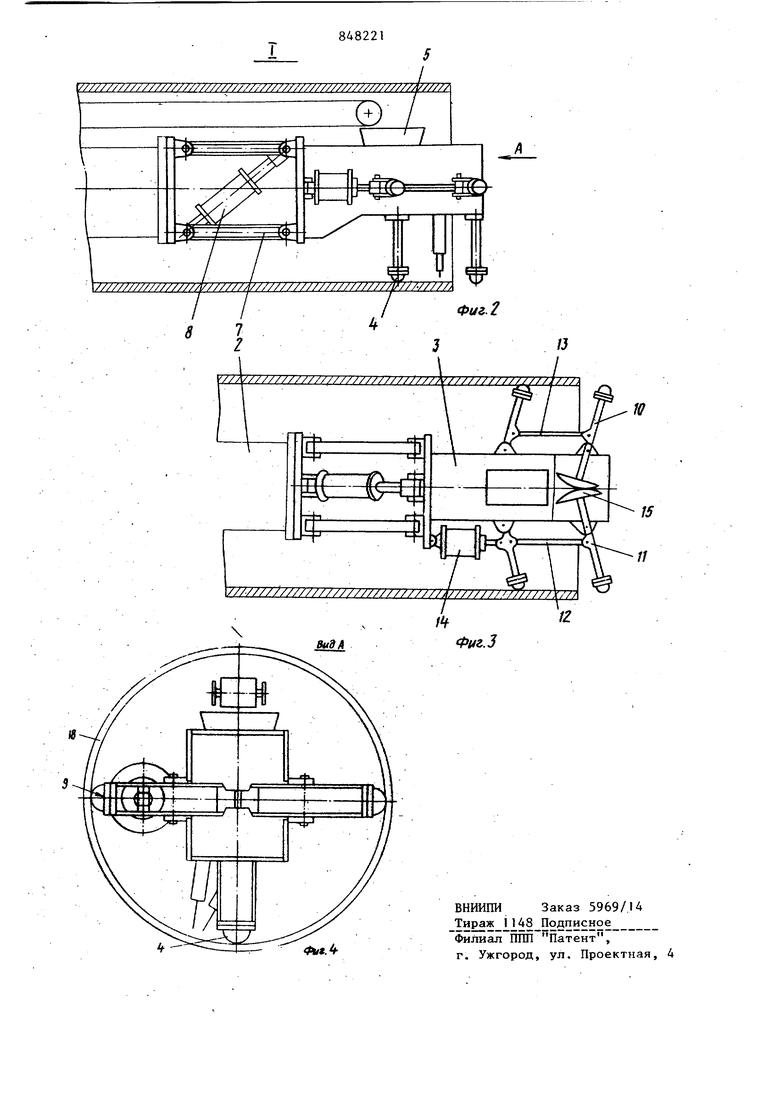
Изобретение относится к производству спиральношовных труб, а точнее к производству сварных сгшральношовн труб большого диаметра с раздельным выполнением технологического (прихваточного) и рабочего сварных швов. Ниболее эффективно изобретение может быть использовано при проектировании новых и реконструкций сущест ющих трубоэлектросварочных агрегатов в которых предусмотрена сборка трубны заготовок в формовочном устройстве посредством прихватки стыкуемых кромок технологическим швом с .последующей переваркой его на станах сварки рабочих швов. Известно устройство для сварки труб, содержащее onopir/ю раму, несущую штангу и шарнирно соединенную со штангой сварочную головку, снабженную парой опорных роликов Dj Однако шарнирное соед11нение сваро ной головки с консолью не обеспечива ет точного расположения электрода относительно поверхности наплавки, так как имеет место значительное-угловое смещение электрода вокруг maj нира. Кроме того при сварке используются вводные планки. Наиболее близким к предлагаемому является устройство, содержащее установленную на штанге сварочную головку с опорилми роликами и фиксирующий механизм Г2л. Однако данное устройство может быть примеш1мо только для сварки неповоротных стыков труб, т.е. сварка в определенный момент производится в одном стечении трубы, имеющем определенную овальность. При переходе к сварке шва в другом конкретном сечении раздвижные распорки настраиваются на овальность данного сечения. Фиксирующий элемент сварочной головки устройства перестраиваться в процессе осуществления сварки не может. Кроме того, использование известного устройства с таким фиксирующим механиз- . 3 8 MOM для сварки сварочной :оловкой внутреннего спирального рабочего шва мерной заготовки (10-12 м), которая в процессе, сварки осуществяет винтово вое перемещение, не представляется возможным, так как трубная заготовка может менять свою овальность по длине в пределах 2%. от диаметра. Так, напри мер, овальность двухслойной спиралешо вной трубной заготовки для трубы диаметром 1220-1620 меняется по длине (10-12 м) в пределах 24-32 мм. Для получения качественноr o внутреннего .рабочего спирального шва- необходимо устройство, позволяющее в процессе наложения рабочего шва удерживать первоначальное положение сварочной головки относите.пьно горизонтальной и вертикал1 ной плоскости в любом из сечений по длине свариваемой трубы. Цель изобретения - повышение точности расположения электродов сварочной головки по отношению к линии стыка спирального шва при производстве длинномерных труб большого диаметра. Поставленная цель достигается тем что в устройстве для сварки труб боль шого диаметра, содержащем установленную на штанге сварочную головку с опорными роликами и фикcиpyюш м механизмом н paнcпopтиpyloщий механизм, фиксирую1(ий механизм выполнен в виде симметрично расположенных в горизонтальной плоскости и связанных между собой зубчатой передачей двух пар рычагов с шарнирными тягами, связывающими рычаги в каждой паре, и привода поворота рычагов, кинематически связанного с одной из пар рычагов. На фиг. 1 изображено устройство,для сварки труб большого диаметра, обидай вид; на фиг. 2 - узел I на фиг. 1; на фиг, 3 - то же, вид в плане; на фиг. 4 вид А ча фиг. 2. Устройство для сварки труб большо го диаметра содержит, опорную раму 1, на которой закреплен один конец штан ги 2, несущей на другом своем конце сварочную головку 3 с onopffiiiMH ролик ми 4 и бункером 5 для приема и подач флюса к месху сварки, и транспортиру щий механизм 6. Сварочная головка 3. связана со штангой 2 посредством четырехзвенник 7, имеет привод подъема 8 и снабжена фиксирующим механизмом 9. Фиксирующий механизм 9 выполнен в виде симметрично расположенных в горизонталь ной плоскости двух пар 10 и 11 рычагов. Рычаги в каждой паре соединены шарнирными тягами 12 и 13. Одна из ТЯГ , например тяга 12, связана с приводом 14 поворота рычагов 10 и 11, а пары рычагов .10 и II связаны между собой зубчатой передачей 15. При этом опорные ролики 4 расположены в вертикальной плоскости. Транспортируюш 1Й механизм 6 содержит рольганг 16 и поворотно-подающие ролики 17. Устройство работает следующим образом. Труба 18 по транспортному рольгангу 16 подается до упора 19 и опускается на поворотно-подающие ролики 17. При зтом штанга .2 вместе со сварочной головкой 3 входит внутрь трубы 18, а сама сварочная головка 3 приводом подъема 8 удерживается в поднятом положении, т.е, электроды сварочной головки 3 и опорные ролики 4 не касаются внутренней поверхности трубы 18. Поворотом трубы 18 на поворотноподающих роликах 17 выставляют сварочный шов относительно электродов, пос.ле чего сварочная головка 3 приводом 8 опускается, доводя опорные ролики . 4 до контакта с поверхностью трубы 18, чем обеспечивается постоянный вылетэлектрода. После этого с включением привода 14 включается фиксирующи механизм 9, при этом пары рычагов 10 и 11 разводятся, центрируя сварочную головку 3 относительно оси трубы 18 р. горизонтальной и вертикальной плоскости. Включением поворотно-подающих роликов 17 производят подачу трубы 18 с одновременным вращением ее, т.е. труба 18 получает винтовое перемещение в обратную сторону, и производят сйарку рабочего шва. С изменением овальности трубы 18 в процессе сварки рычаги 10 и 11 под действием привода 14, например пневмоцилиндра, который работает как пружина, постоянно поджимающихся к внутренней стенке трубы 18, обеспечивая при этом расположение .сварочной головки 3 строго в вертикальной плоскости. В горизонтальной плоскости сгрогое расположение сварочной головки 3 обеспечивается равенством плеч рычагов 10 и 11, которое не позволяет сварочной головке 3 разворачиваться вокруг оси трубы 18. Предлагаемое устройство для сварки трубы болыпого диаметра позволяет повысить качество наложения сварного спирального шва на длинномерных трубах большого диаметра, при этом повышается качество самих труб. Использование предлагаемого устройства для производства газопроводных двухслойных спиральношовных труб позволяет увеличить выход годных труб на 0,05 %. Формула изобретения Устройство для сварки труб большого диаметра, содержащее установленную на штанге сварочную головку с опорными роликами и фиксирующим механизмом и транспортирующий механизм, о т л и- чающееся тем, что, с целью повышения точности расположения электродов сварочной головки по отношению к линии стыка спирального шва при производстве длинномерных труб большого диаметра, фиксирующий механизм сварочной головки выполнен в виде симметрично расположенных в горизонтальной плоскости и связанных между собой зубчатой передачей двух пар рычагов с шарнирными тягами, связывающими рычаги в каждой паре, и привода поворота рычагов, кинематически связанного с одной из пар рычагов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 187906, кл. В 21 С 37/08, 1967. 2.Авторское свидетельство СССР № 112235, кл. В 23 К 31/06, 1957.
(О
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для зачистки внутреннегошВА B ТРубАХ | 1979 |
|
SU837798A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Устройство для дуговой сварки внутренних продольных швов труб | 1985 |
|
SU1291324A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |