Изобретение относится к непрерьшному транспорту и может быть использовано, в частности в металлургичес кой пpo lышлeннocти при обработке металлов немеханическими способами для загрузки, предварительной обработки и разгрузки мелких металлических изделий, например метизов в бара бан автоматической линии цинкования. Известна установка для загрузки и выгрузки изделий в методическую печь, включающая механизм загрузки изделий, цепной транспортер, стен для накопления кассет с заготовками tOОднако известная установка рассчитана на ограниченное количество выполняемых операций, не содержит предварительной обработки поверхностей изделий и дозации их перед окончательной разгрузкой, S результате чего не обеспечивается поточность производства. Наиболее близкой к предлагаемому по технической сущности и достигаемому результату является установка предварительной обработки и дозации . изделий для линий нанесения покрытий, включающая соединенные между собой транспортными средствами механизмы загрузки, агрегат обезжиривания и дозатор 2. Однако простое истечение деталей, имеющее место на выходе сушильного барабана известного устройства малоэффективно при разгрузке рабочих органов линии нанесения покрытий, расположенных на некотором расстоянии друг от друга и образующих,как правило, целую зону загрузки. Цель изобретения - повьшение эффективности процесса дозации изделий. Указанная цель достигается тем, что дозатор выполнен весовым и установлен на выходе установки перед линией нанесения покрытий.
384845
Дозатор имеет механизмы опроки- ьшания и горизонтального перемещения .
Механизм горизонтального перемещения выполнен в виде силового цапинд- j a.
Весовой дозатор выполнен в виде бункера, шарнирно соединенного со штоком силового цилиндра, а механизм опрокидьшания - в виде укреп- ю енного на корпусе силового цилиндра ограничителя хода и шарнирно соединенной с бункером тяги с упором, становленным на ее конце с возможностью взаимодействия с ограничите- 15 ем хода.
Механизм опрокидьшания имеет пееключатель реверса бункера, выполненный в виде укрепленного на упоре флажка и конечного выключателя, установ- о ленного на ограничителе хода.
Весовой дозатор имеет приспособление для управления транспортными средствами.
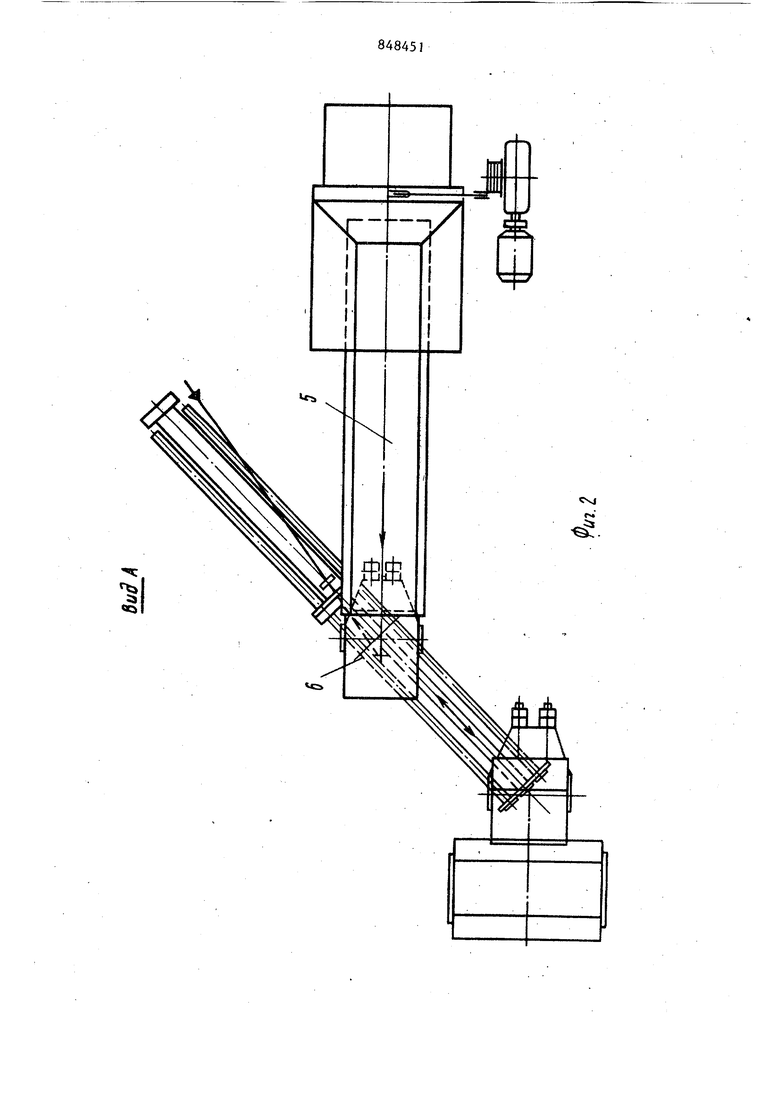
На фиг.1 изображена схема предла- 25 гамой установки, общий вид; на фиг.2то же, вид А на фиг.1; на фиг.З механизм загрузки; на фиг.4 - то же, вид сбоку; на фиг.З - .агрегат обезжиривания; на фиг.6 - механизм за- JQ грузки накопителя-подъемника; на фиг.7 - то же, вид сбоку; на фиг.8 - . накопитель подъемника; на фиг,9 вид Б на фиг.8; на фиг.10 - вибрационный питатель; на фиг. I 1 - весовой . дозатор.
Установка содержит механизм 1 загрузки, агрегат 2 обезжиривания, механизм 3- загрузки изделий, прошедших обезжиривание, в накопительподъемник 4, вибрационный питатель 5, передающий изделия в весовой дозатор 6.,
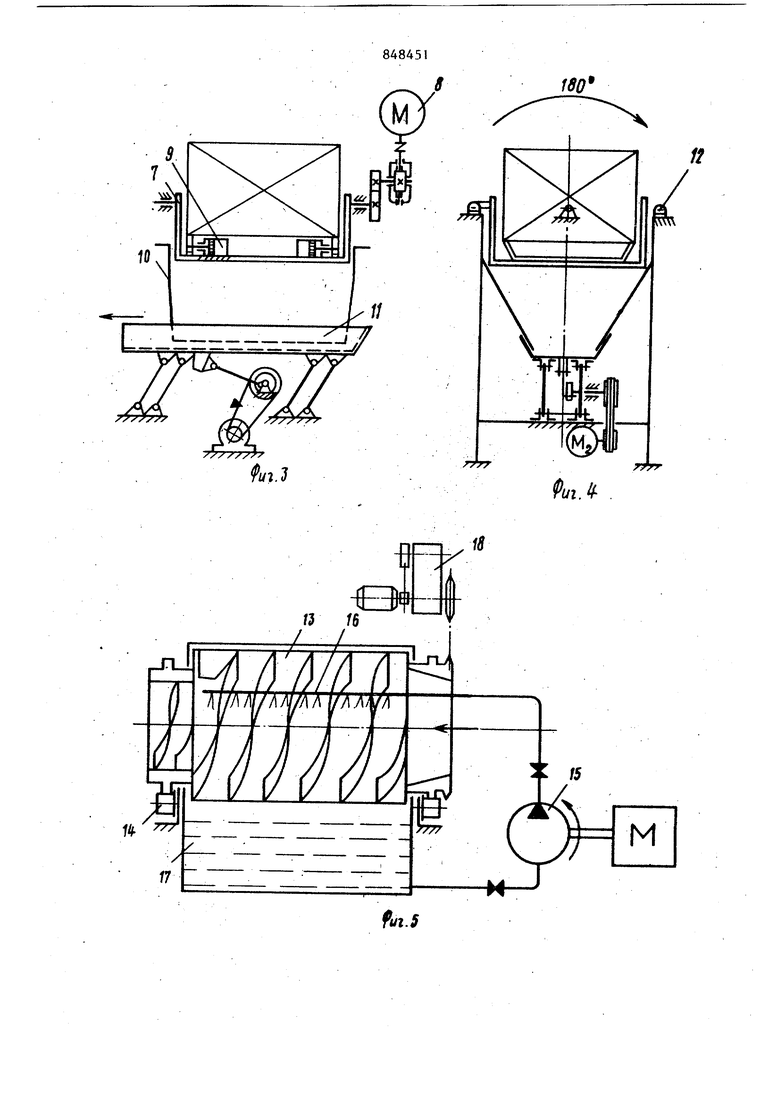
Механизм 1 загрузки состоит из кан- 5 тователя 7 с приводом 8 и автоматическими замками 9, бункера 10, дном которого является лоток вибротранспортара 11, двух ограничителей 12 поворота, смонтированных на общей раме.
Агрегат 2 обезжиривания содержит барабан с внутренним шнеком 13; свободно опирающимсяна опорные катки 14. насосной станции 15,соединенной с душевым устройством 16, емкость 17 раствора и привод 18 вращения барабана, установленных . на общей раме.
14
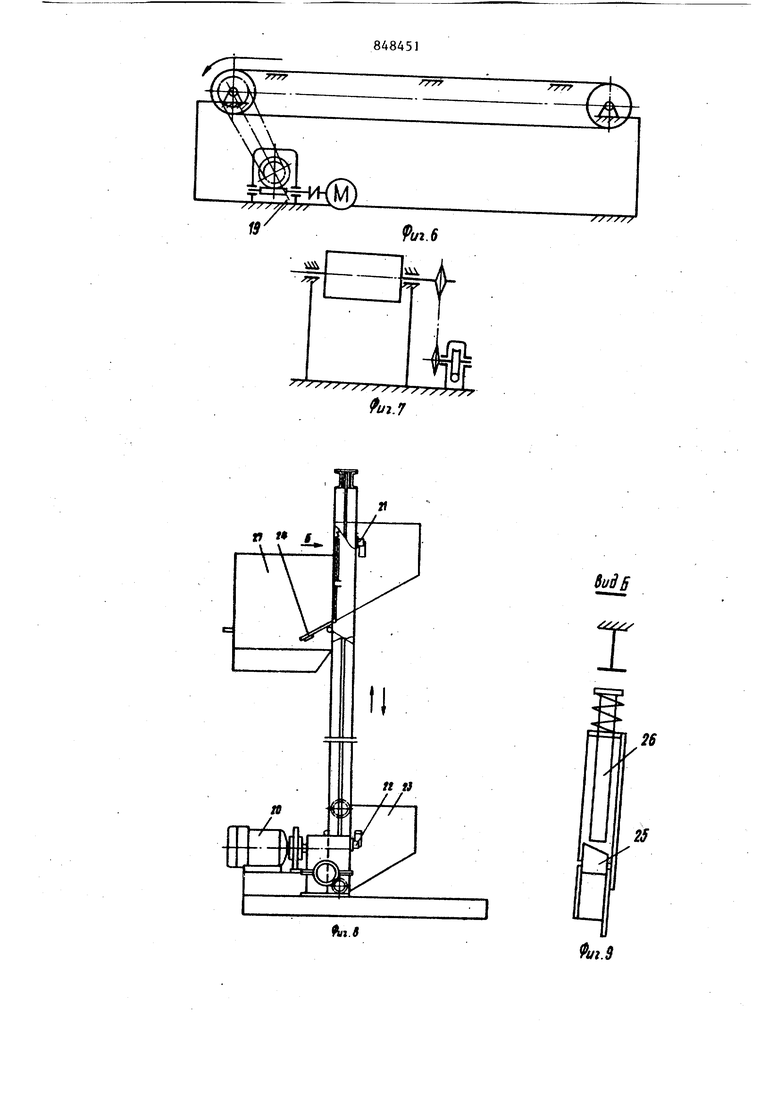
За агрегатом 2 обезжиривания в линии установлен механизм 3 загрузки накопителя-подьемника, загружаемого изделиями, прошедщими процесс обезжиривания. Механизм 3 загрузки выполнен в виде ленточного транспортера с приводом 19.
Накопитель-подъемник 4, располр- . женный в .линии sai механизмом загрузк обезжиренных изделий, состоит из привода 20 подъёма, ограничителей подъема 21 и опускания 22,бункеранакопителя ,23, на -откидном затворе 24 которого смонтирован замок 25 с механизмом 26 открывания на передней стенКе бункера-накопителя,передающег в верхнем положении металлические изделия в приемный бункер 27, дном которого является лоток вибрационного питателя 5. Накопитель-подъемник позволяет использовать его при разнице в уровнях установленного оборудования.. .
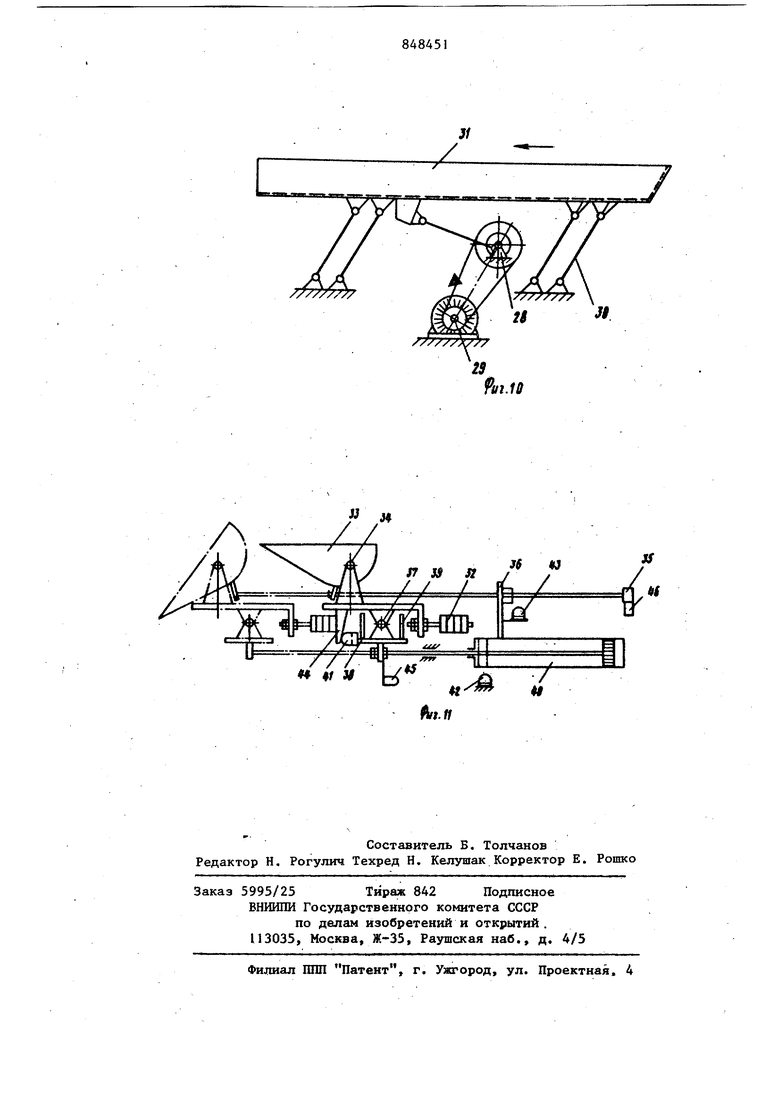
Вибрационный питатель 5 содержит вибрационньш механизм 28 с приводом 29 амортизаторов 30 и лоток 31 для загрузки весового дозатора 6.
Бесовой дозатор 6, расположенный в линии за вибрационным питателем, состоит из взвешивающего механизма 32, грузоприемного бункера 33, закрепленного на шарнире 34 механизма опрокидывания в виде упора 35, .установленного на тяге, шарнирно соединенный с .бункером и ограничителем 36 хода, весового шарнира 37, упоров 38 и 39, пневматического цилиндра 40 горизонтального перемещения грузоподъемного бункера, конечных выключателей 41, 42, 43 и флажков 44, 45 и 46. Конечный выключатель 43 установленный на ограничителе хода и укрепленный на упоре 35 флажка 46.
Установка работает следующим образом.
Контейнер с мелкими металлическими изделиями, например метизами, кра ном устанавливается в кантователь 7 механизма загрузки 1. При нажатии кнопки Поворот замки 9 автоматически срабатьшают, загруженный контейнер при помощи привода 8 поворачивается на 180 , в результате чего изделия попадают в бункер 10, дном которого является лоток вибротранспортера 11.
ПРИ нажатии кнопки Возврат контейнер возвращается в исходное поло5848451
жение, замки 9, срабатывающие от дит автоматическая выгрузка изделия, двух ограничителей 12 поворота контей- иапример в барабан автоматической
вера, автоматически освобождают контейнер.
Изделия, загруженные в лоток вибротранспортера 11, поступают по нем в агрегат 2 обезжиривания и в шнекорый барабан 13, свободно опираюшзлйся на опорные катки 14, приводимы во вращение приводом 18.
Процесс обезжиривания происходит за счет промывания изделий душевым устройством 16, питаемым насосной станцией 15 агрегата 2 обезжиривания.
Моющий состав в процессе обезжиривания циркулирует через емкость 17.
Обезжиривание изделия из шнековог барабана 13 при помощи механизма 3 загрузки в виде ленточного- транспортера с приводом 19 перемещается в бункер-накопитель 23 накопителяподъемника 4.
Наполненный изделиями, бункер-накопитель 25 при помощи привода 20 поднимается в верхнее положение. В верхнем положении откидной затвор 24 с помощью механизма открьшания 26 и замка 25 откидьтается и загруженные изделия аытоматически высыпаются в приемный бункер 27, дном которого является лоток 31 вибрационного питателя 5. При опускании выгружен/ногд бункера-накопителя 23 откидной затвор 24 автоматически закрьшает- / ся.
Движение бункера-накопителя 23 регулируется ограничителями подъема 21 иопускания 22.
Изделия, высыпанные в лоток 31 вибрационного питателя 5 при помощи вибрационного механизма 28 и амортизаторов 30, перемещаются и заполняют грузоподьемный бункер 33 весового дозатора б.Грузоприемный бункер 33, заполненный изделиями до заданного веса, определяемого взвешивающим механизмом 32, поворачивается вокруг весового шарнира 37 до упора 38.
При этом флажок 44, воздействуя на конечный выключатель 41, отключа ет вибрационный питатель 5.
При нажатии кнопки Подача пневматический цилиндр 40 горизонтального перемещения подает весовой дозато 6 в приемную рабочую зону. При этом в конечном положении при помощи упор 35 и ограничителя 36 хода происхолинии цинкования, за счет опрокидывания груз о прием : о го бункера 33 5 вокруг шарнира 34. При опрокидывании бункера флажок 46, воздействуя на конечный выкл19чатель 43,автоматически возвращает весовой дозатор в исходное положение при помощи пневматического цилиндра 40-горизонтального перемещения. В момент возвращения весового дозатора 6 в исходное положение происходит поворот для приема следующей дозы грузоприемно 5 го бункера 33 вокруг шарниров 34 и 37 до упора 39 при помощи взвешивакяцего механизма 32.
Флажок 44 освобождает конечный выключатель 41. Флажок 45, воздействуя на конечный выключатель 42, включает вибрационный питатель 5 для следующей загрузки. Цикл повторяется.
Предлагаемая установка предварительной обработки и дозации мягких металлических изделий, иапример метизов, в которой предусмотрена перед нанесением покрытий предварительная обработка поверхности при помощи
30 агрегата обезжиривания, а также
дозация изделий весодозатором, позволяет обеспечить поточность производства, ликвидировать дополнительные затраты на перетранспортировку и цовысить качество обрабатьтаемых делий в сравнении с ранее применяемо ручной промьшкой.
Кроме того, использование в установке предлагаемой конструкции весодозатора обеспечивает не только
40 точность дозировки загруженных изделий, но и экономно рабочего времени.
45
Формула изобретения
1. Установка предварительной обработки и дозации изделий, дпя линии нанесения покрытия,. включающая сое50диненные между собой транспортными средствами механизм загрузки, агрегат обезжиривания и дозатор, отлчающаяся тем. Что, с целью повышения эффективности процесса
55
дозации изделий, дозатор выполнен весовым и установлен на выходе устновки перед линией нанесения покрытий.
784845
2.Установка по п.1, отличающаяся тем, что весовой
озатор имеет механизмы опрокидьгоания и горизонтального перемещения.
3.Установка поп.1и2, отли- чающаяся тем, что механизм
оризонтального перемещения выполнен: в виде силового цилиндра.
4t Установка по пп.1 и 2, о т л ичающаяся тем, что весовой Q дозатор выполнен в виде бункера, шарнирно соединенного со штоком силового цилиндра, а механизм опрокидывания - в виде укрепленного на корпусе силового цилиндра ограничите- 5 ля хода и шарнирно соединенный с бункером тяги с упором, установленным на ее конце с возможностью взаимодействия с ограничителем хода.
1. 8 .
5.Установка по пп.1,2,3 и 4, о т личающаяся тем, что меха низм опрокидьюания имеет переключатель реверса бункера, выполненный
в виде укрепленного на упоре флажка и конечного выключателя, установленного на ограничителе хода.
6.Установка по п.1, о т л и ч аг
ю щ а я с я тем, что весовой дозато имеет приспособление для управления
транспортными средствами.
Источники информации, принятые во внимание при зкспертизе
1.Авторское свидетельство СССР № 156966, кл. В 65 G 49/00, 1962.
2.Авторское свидетельство СССР № 418231, кл. В 23 G 5/04, 1972. (прототип).
гЛ .

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка предварительной обработки и дозации изделий для линии нанесения покрытия | 1985 |
|
SU1364580A2 |
| Установка для предварительной обработки изделий | 1987 |
|
SU1500588A1 |
| Установка для приготовления многокомпонентной смеси | 1988 |
|
SU1609678A1 |
| Установка для упаковывания метизов в тару | 1987 |
|
SU1446029A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Устройство для пакетирования | 1987 |
|
SU1414656A1 |
| Загрузочно-разгрузочное устройство | 1982 |
|
SU1039685A1 |
| УСТРОЙСТВО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ ИЗВЕСТКОВО-ОБЖИГОВОЙ ПЕЧИ | 1992 |
|
RU2037785C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Устройство для затаривания губчатогоТиТАНА | 1974 |
|
SU806782A1 |

u:i
Lfii
9иг.9
ЫВ
// / t4 1 3f
