Изобретение относится к устройствам для обработки изделий и может быть использовано в автоматических линиях цинкования крепежных деталей,
Цель изобретения - повьшение качества обработки.
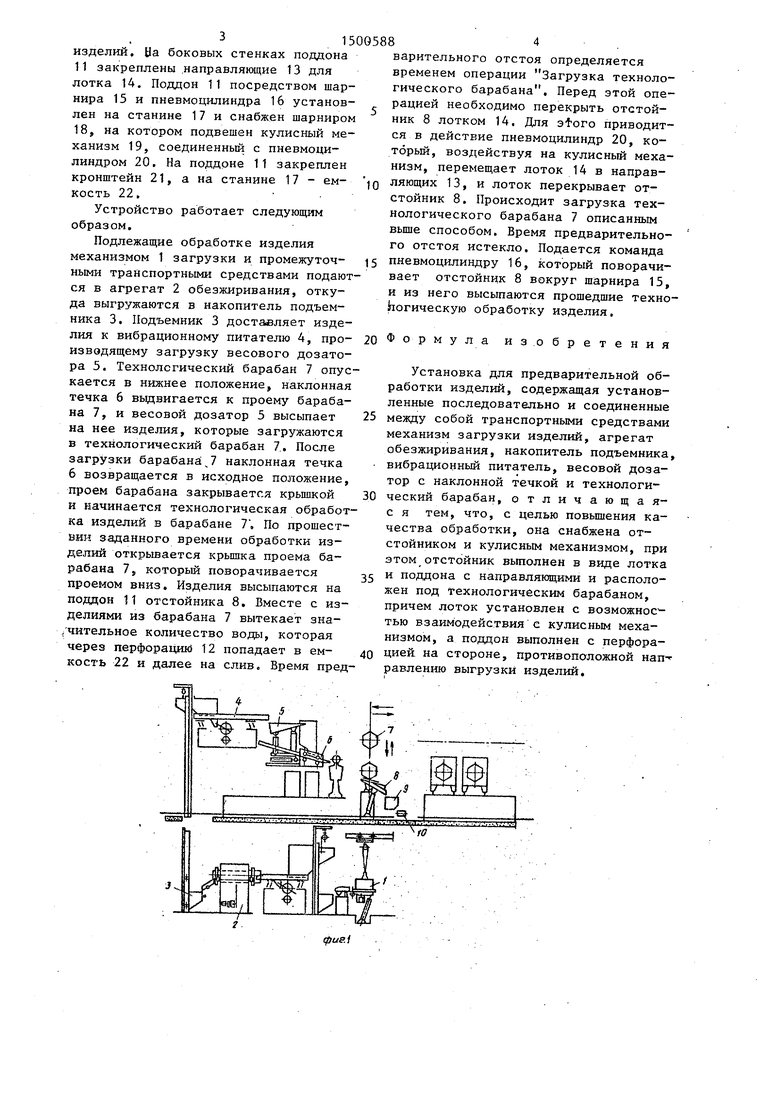
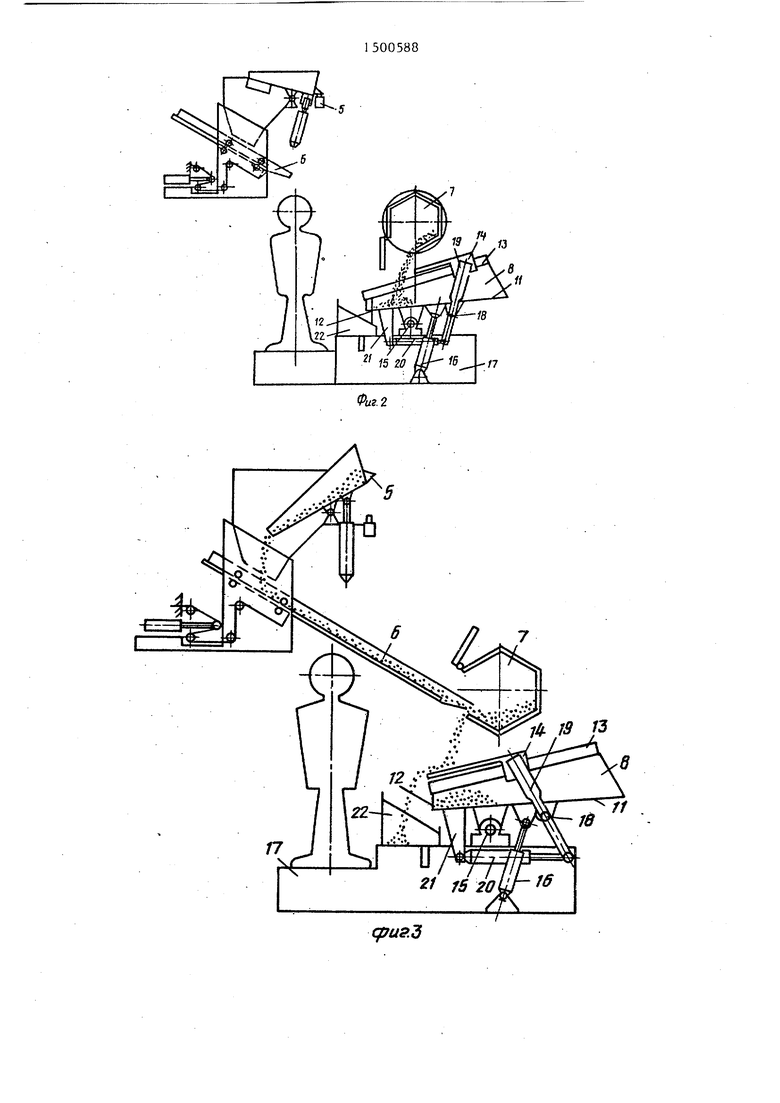
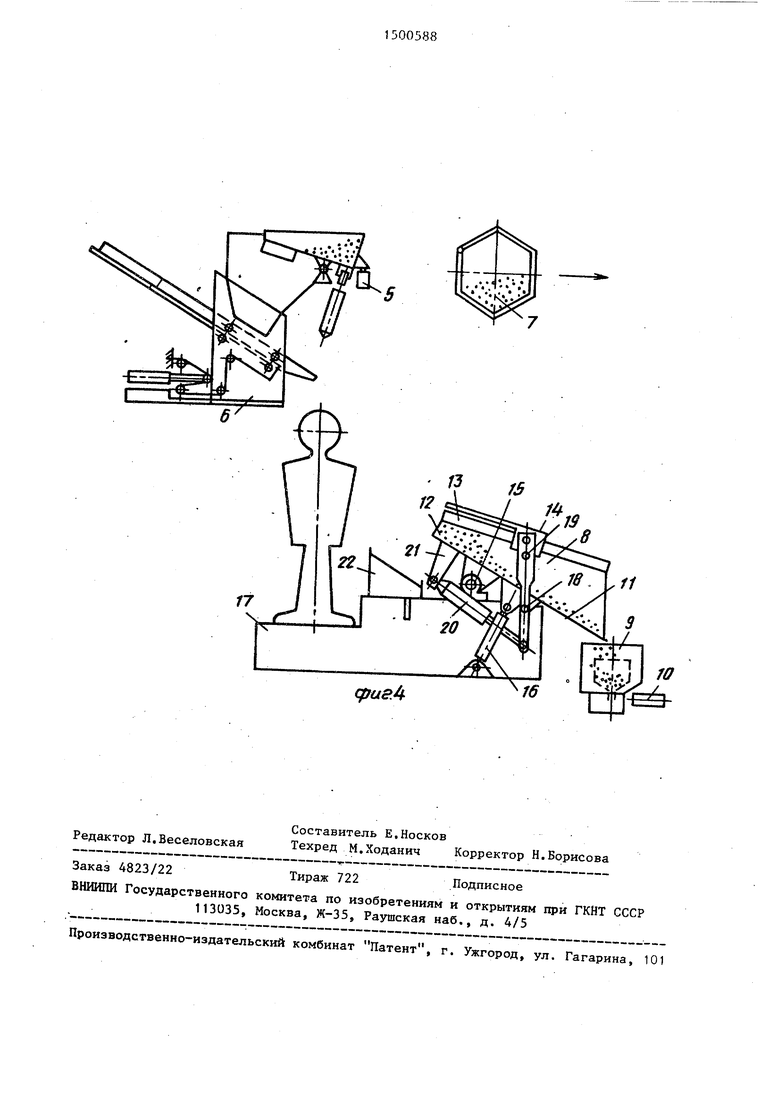
На фиг. 1 представлена общая схема устройства; на фиг. 2 - положение отстойника в момент разгрузки технологического.барабанаf на фиг.З положение отстойника в момент за- грузки барабана, на фиг. 4 - положение отстойника в момент разгрузки.Установка для предварительной обработки изделий содержит размещенные последовательно и соединенные между собой транспортными средствами механизм 1 загрузки, агрегат 2 обезжиривания, накопитель подъемника 3, вибрационный питатель 4, передающий изделия в весовой дозатор 5 с на- I
клонной течкой 6, и технологический барабан 7, под которым размещен отстойник 8. За отстойником 8 в соответствии с технологическими требованиями установлены центрифуга 9 и ленточный конвейер 10.
Отстойник 8 состоит из поддона 11 с перфорацией 12, которая выполнена на стороне, противоположной выгрузке
ел
оо
оо
изделий, Ыа боковых стенках поддона 11 закреплены .направляющие 13 для лотка 14. Поддон 11 посредством шарнира 15 и пневмоцилиндра 16 установлен на станине 17 и снабжен шарниром 18, на котором подвешен кулисный механизм 19, соединенный с пневмоци- линдром 20. На поддоне 11 закреплен кронштейн 21, а на станине 17 - ем- кость 22.
Устройство работает следующим образом.
Подлежащие обработке изделия механизмом 1 загрузки и промежуточными транспортными средствами подаются в агрегат 2 обезжиривания, откуда выгружаются в накопитель подъемварительного отстоя определяется временем операции Загрузка технологического барабана. Перед этой опе- рацией необходимо перекрыть отстойник 8 лотком 14. Для приводится в действие пневмоцилиндр 20, который, воздействуя на кулисный механизм, перемещает лоток 14 в направQ ляющих 13, и лоток перекрывает отстойник 8. Происходит загрузка технологического барабана 7 описанньш Bbmie способом. Время предварительного отстоя истекло. Подается команда
5 пневмоцилиндру 16, который поворачивает отстойник 8 вокруг шарнира 15, и из него высыпаются прошедшие техно- Ьогическую обработку изделия.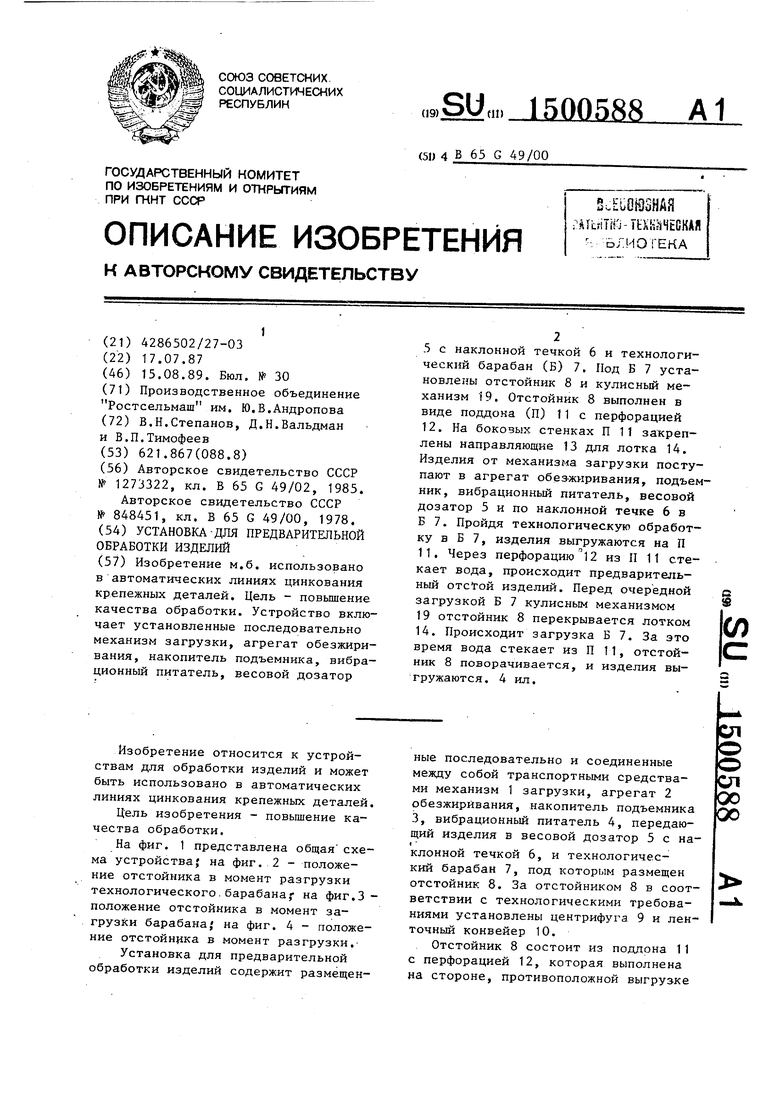
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка предварительной обработки и дозации изделий для линии нанесения покрытия | 1985 |
|
SU1364580A2 |
| Установка предварительной обработкии дОзАции издЕлий | 1978 |
|
SU848451A1 |
| Поточная линия обработки стружки | 1986 |
|
SU1344583A1 |
| УСТРОЙСТВО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ ИЗВЕСТКОВО-ОБЖИГОВОЙ ПЕЧИ | 1992 |
|
RU2037785C1 |
| Линия производства быстрозамороженных картофельных полуфабрикатов | 1979 |
|
SU904650A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Установка для упаковывания метизов в тару | 1987 |
|
SU1446029A1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, РАЗМЕЩАЕМЫХ В ПЕРФОРИРОВАННЫХ БАРАБАНАХ | 2002 |
|
RU2216610C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076041C1 |
Изобретение может быть использовано в автоматических линиях цинкования крепежных деталей. Цель - повышение качества обработки. Устройство включает установленные последовательно механизм загрузки, агрегат обезжиривания, накопитель подъемника, вибрационный питатель, весовой дозатор 5 с наклонной течкой 6 и технологический барабан (Б) 7. Под Б 7 установлены отстойник 8 и кулисный механизм 19. Отстойник 8 выполнены в виде поддона (П) 11 с перфорацией 12. На боковых стенках П 11 закреплены направляющие 13 для лотка 14. Изделия от механизма загрузки поступают в агрегат обезжиривания, подъемник, вибрационный питатель, весовой дозатор 5 и по наклонной течке 6 в Б 7. Пройдя технологическую обработку в Б 7, изделия выгружаются на П 11. Через перфорацию 12 из П 11 стекает вода, происходит предварительный отстой изделий. Перед очередной загрузкой Б 7 кулисным механизмом 19 отстойник 8 перекрывается лотком 14. Происходит загрузка Б 7. За это время вода стекает из П 11, отстойник 8 поворачивается и изделия выгружаются. 4 ил.
ника 3. Подъемник 3 доставляет изделия к вибрационному питателю 4, про- 20 Формула изобретения изводящему загрузку весового дозатора 5. Технологический барабан 7 опус- Установка для предварительной об- кается в нижнее положение, наклонная работки изделий, содержащая установ- течка 6 вьщвигается к проему бараба- ленные последовательно и соединенные на 7, и весовой дозатор 5 высыпает 25 между собой транспортными средствами
механизм загрузки изделий, агрегат обезжиривания, накопитель подъемника, вибрационный питатель, весовой дозатор с наклонной течкой и технологи- 30 ческий барабан, отличающая- с я тем, что, с целью повышения качества обработки, она снабжена отстойником и кулисным механизмом, при этом отстойник выполнен в виде лотка 35 и поддона с направляющими и расположен под технологическим барабаном, причем лоток установлен с возможное
на нее изделия, которые загружаются в технологический барабан 7.. После загрузки барабана 7 наклонная течка 6 возвращается в исходное положение, проем барабана закрывается крьш1кой и начинается технологическая обработка изделий в барабане 7. По прошествии заданного времени обработки изделий открывается крьш1ка проема барабана 7, который поворачивается проемом вниз. Изделия высыпаются на поддон 11 отстойника 8. Вместе с изделиями из барабана 7 вытекает зна- /чительное количество воды, которая через перфорацик 12 попадает в емкость 22 и далее на слив. Время предтью взаимодействия с кулисным механизмом, а поддон выполнен с перфора- 40 цией на стороне, противоположной нап- равлению выгрузки изделий.
тью взаимодействия с кулисным механизмом, а поддон выполнен с перфора- 40 цией на стороне, противоположной нап- равлению выгрузки изделий.
cjffasd
сриеЛ
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Установка предварительной обработкии дОзАции издЕлий | 1978 |
|
SU848451A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
