(Л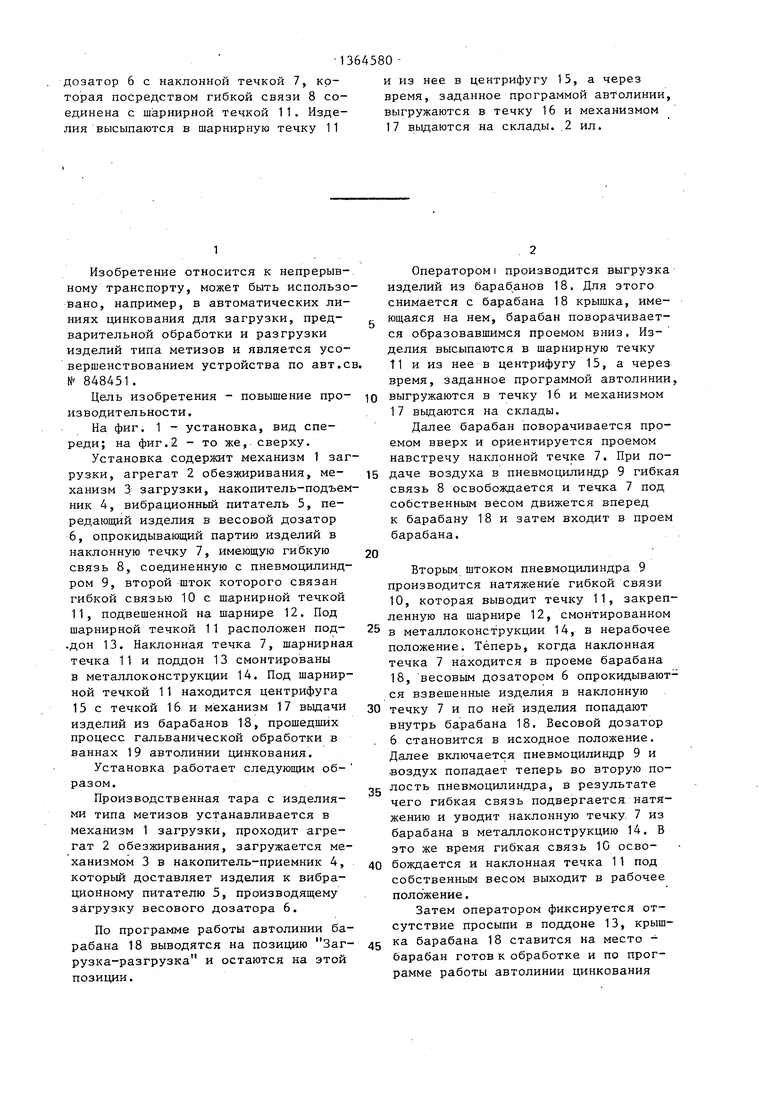
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для предварительной обработки изделий | 1987 |
|
SU1500588A1 |
| Установка предварительной обработкии дОзАции издЕлий | 1978 |
|
SU848451A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| СИСТЕМА ГЕРМЕТИЧНОГО КОНДИЦИОНИРОВАНИЯ ЗОЛЬНОГО ОСТАТКА ОТ СЖИГАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2024 |
|
RU2825890C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ОБЛИЦОВОЧНЫХ ПЛИТОК | 1970 |
|
SU268623A1 |
| Линия для нанесения многослойных покрытий на мелкие изделия насыпью | 1981 |
|
SU957988A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДАЧИ КОМПОНЕНТОВ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 1992 |
|
RU2022029C1 |
| Весовой порционный дозатор | 1972 |
|
SU437920A1 |
| Установка для упаковывания метизов в тару | 1987 |
|
SU1446029A1 |
| УСТАНОВКА ДЛЯ ВСКРЫТИЯ И ОПОРОЖНЕНИЯ МЕТАЛЛИЧЕСКИХ БАРАБАНОВ С ТОКСИЧНЫМИ СЫПУЧИМИ ПРОДУКТАМИ | 2001 |
|
RU2201887C2 |
Изобретение относится к непрерывному транспорту и может быть использовано в автоматических линиях цинкования для загрузки, предварительной обработки и разгрузки изделий. Цепь изобретения - повышение производительности. В установке выполнен : механизм дозации, содержащий весовой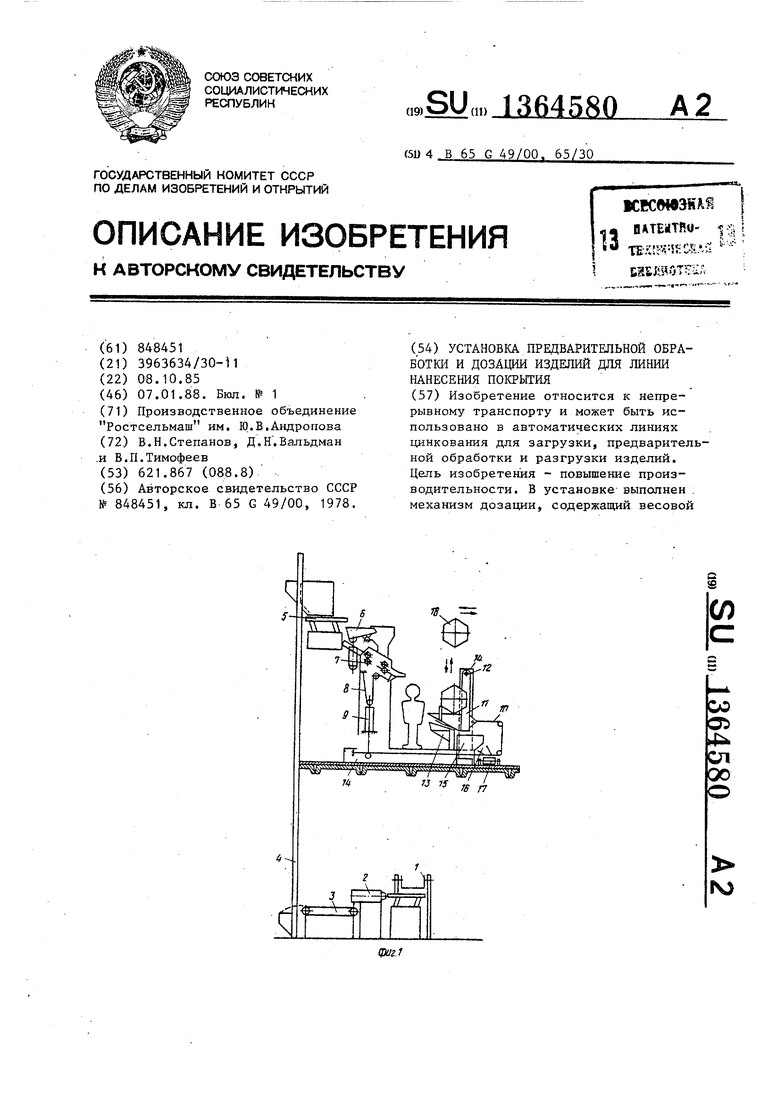
sis y aEr ш у / u 7 W
74rj 7Sjg
E
Эз
II //
ISJ
1364580дозатор 6 с наклонной течкой 7, ко- и из нее в центрифугу 15, а через торая посредством гибкой связи 8 со- время, заданное программой автолинии, единена с шарнирной течкой 11. Изде- выгружаются в течку 16 и механизмом ЛИЯ высыпаются в шарнирную течку 11 17 выдаются на склады. .2 ил.
1
Изобретение относится к непрерывному транспорту, может быть использовано, например, в автоматических линиях цинкования для загрузки, предварительной обработки и разгрузки изделий типа метизов и является усовершенствованием устройства по авт.с № 848451 .
Цель изобретения - повышение про- изводительности.
На фиг. 1 - установка, вид спереди; на фиг.2 - то же,-сверху.
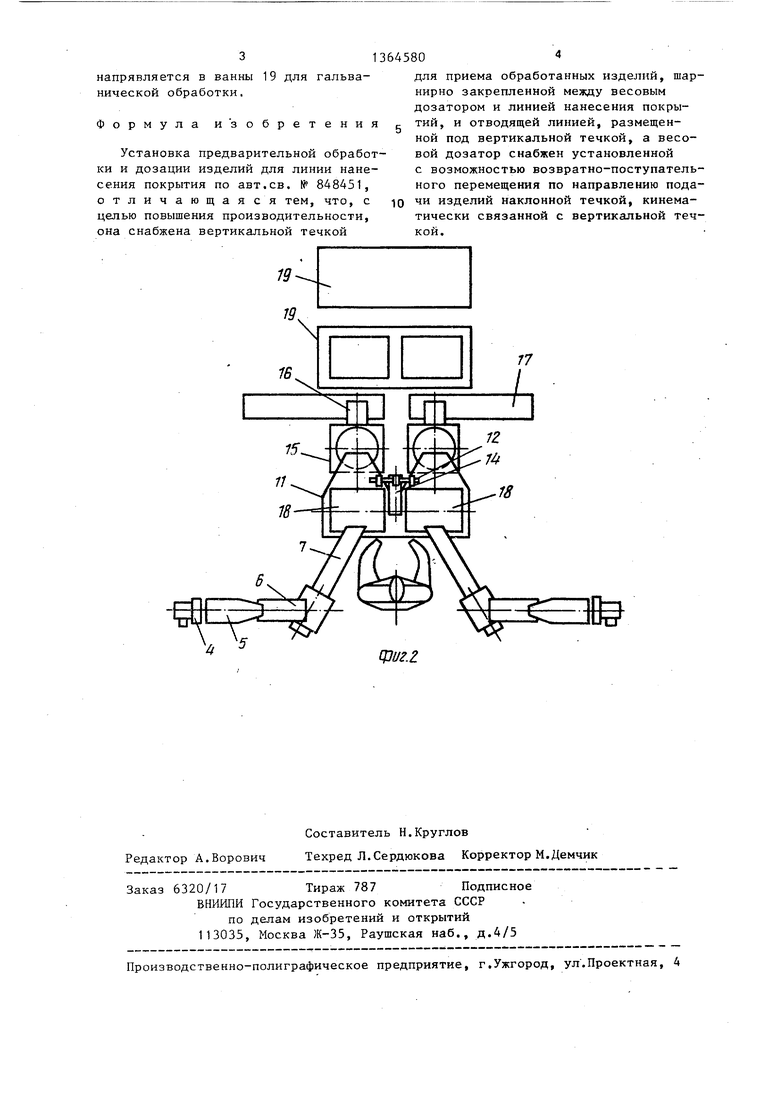
Установка содержит механизм 1 загрузки, агрегат 2 обезжиривания, ме- ханизм 3 загрузки, накопитель-подъемник 4, вибрационный питатель 5, передающий изделия в весовой дозатор 6, опрокидывающий партию изделий в наклонную течку 7, имеющую гибкую связь 8, соединенную с пневмоцилинд- ром 9, второй шток которого связан гибкой связью 10 с шарнирной течкой 11, подвешенной на шарнире 12. Под шарнирной течкой 11 расположен под- ,дон 13. Наклонная течка 7, шарнирная течка 11 и поддон 13 смонтированы в металлоконструкции 14. Под шарнирной течкой 11 находится центрифуга 15 с течкой 16 и механизм 17 выдачи изделий из барабанов 18, прошедших процесс гальванической обработки в ваннах 19 автолинии цинкования.
Установка работает следующим об- разом.
Производственная тара с изделия- ми типа метизов устанавливается в механизм 1 загрузки, проходит агрегат 2 обезжиривания, загружается механизмом 3 в накопитель-приемник 4, который доставляет изделия к вибрационному питателю 5, производящему загрузку весового дозатора 6.
По программе работы автолинии барабана 18 выводятся на позицию Заг- рузка-разгрузка и остаются на этой позиции.
Оператором производится выгрузка изделий из барабанов 18, Для этого снимается с барабана 18 крышка, имеющаяся на нем, барабан поворачивается образовавшимся проемом вниз. Изделия высыпаются в шарнирную течку t1 и из нее в центрифугу 15, а через время, заданное программой автолинии выгружаются в течку 16 и механизмом 17 вьодаются на склады.
Далее барабан поворачивается проемом вверх и ориентируется проемом навстречу наклонной течке 7. При подаче воздуха в пневмоцилиндр 9 гибка связь 8 освобождается и течка 7 под собственным весом движется вперед к барабану 18 и затем входит в проем барабана.
Вторым штоком пневмоцилиндра 9 производится натяжение гибкой связи 10, которая выводит течку 11, закрепленную на шарнире 12, смонтированном в металлоконструкции 14, в нерабочее положение. Теперь, когда наклонная течка 7 находится в проеме барабана 18, весовым дозатором 6 опрокидываются взвешенные изделия в наклонную течку 7 и по ней изделия попадают внутрь барабана 18. Весовой дозатор 6 становится в исходное положение. Далее включается пневмоцилиндр 9 и -воздух попадает теперь во вторую полость пневмоцилиндра, в результате чего гибкая связь подвергается натяжению и уводит наклонную течку, 7 из барабана в металлоконструкцию 14. В это же время гибкая связь 10 освобождается и наклонная течка 11 под собственным весом выходит в рабочее положение.
Затем оператором фиксируется отсутствие просыпи в поддоне 13, крышка барабана 18 ставится на место - барабан готов к обработке и по программе работы автолинии цинкования
79
77
ср1/г.2
| Установка предварительной обработкии дОзАции издЕлий | 1978 |
|
SU848451A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
