Изобретение относится к оборудованию для механизации погрузочно-разгрузочных работ, а именно - к линиям для сортировки и укладки плоских изделий
Известна линия сортировки и укладки плоских изделий, состоящая из размещенных последовательно друг за другом начального участка с кантователем стопы изделий и механизмом поштучной выдачи, промежуточного участка с транспортирующим устройством, конечного участка с устройством для сортировки изделий, включающим расположенные симметрично тележки с карманами для изделий, а смонтированных, по длине участков с образованием непрерывной транспортирующей поверхности, верхних направляющих и нижних опорных роликов с ориентацией осей вращения первых, на начальном участке, вертикально, а вторых на всех участках горизонтально, и размещением последовательно, на конечном участке по оси симметрии между тележками (по авторскому свидетельству № 1289768, кл. В 65 С 51/00, 1983 г).
Открытая сверху и снизу транспортировка с наличием прижимных средств создают не благоприятные условия для техники безопасности, что ведет к дополнительным затратам и ограниченности применения. Наличие нескольких типов роликов и рольгангов разных по величине, назначению и конструкции затрудняют унификацию оборудования по линии.
Наклонная транспортировка допускает прогибы переднего и заднего торцов листа, что отрицателсно влияет на качество работы, так как возможны втыкания, которые приводят к аварии, для исключения чего шаг транспортирующих и опорных роликов принимается минимально возможный, что значительно повышает металлоемкость и трудоемкость
Цель изобретения - улучшение эксплуатационных характеристик за счет исключения самопроизвольного сбрасывания изделий при перемещении.
Для достижения поставленной цели в линии сортировки и укладки плоских изделий, содержащей размещенные последоваЁ
VI VI
О N) СО Ч
тельно друга за другом начальный участок с кантователем стопы изделий и механизмом поштучной выдачи, промежуточный участок с транспортирующим устройством, конечный участок с устройством для сортировки изделий, включающий расположенные симметрично тележки с карманами для изделий, и смонтированные по длине участков с образованием непрерывной транспортирующей поверхности верхние направляющие и нижние опорные ролики с ориентацией осей вращения первых на начальном участке вертикально, а вторых на всех участках - горизонтально, и размещением последних на конечном участке по оси симметрии между тележками, над опорными роликами начального участка напротив направляющих роликов со стороны, обращенной к кантователю поверхности, последних смонтированы с возможностью перемещения в вертикальной плоскости дополнительные направляющие ролики, оси вращения которых ориентированы вертикально, при этом направляющие ролики промежуточного и конечного участков смонтированы в одной вертикальной плоскости с опорными роликами соответствующих участков, направляющие ролики конечного участка установлены с возможностью отклонения в одну и другую стороны от вертикали для сброса листа в карман соответствующей тележки, а опорные ролики начального и все ролики последующих участков имеют реборды, и смонтированы с горизонтальной ориентацией осей вращения.
При этом высота расположенной со стороны кантователя реборды, каждого из опорных роликов начального участка меньше высоты второй его реборды.
Кроме того, конечный участок снабжен наклонным склизом, установленный между опорными роликами и тележками с размещением верхних концов склизов на уровне реборд роликов, а ориентированные вниз концы дополнительных направляющих роликов выполнены коническими.
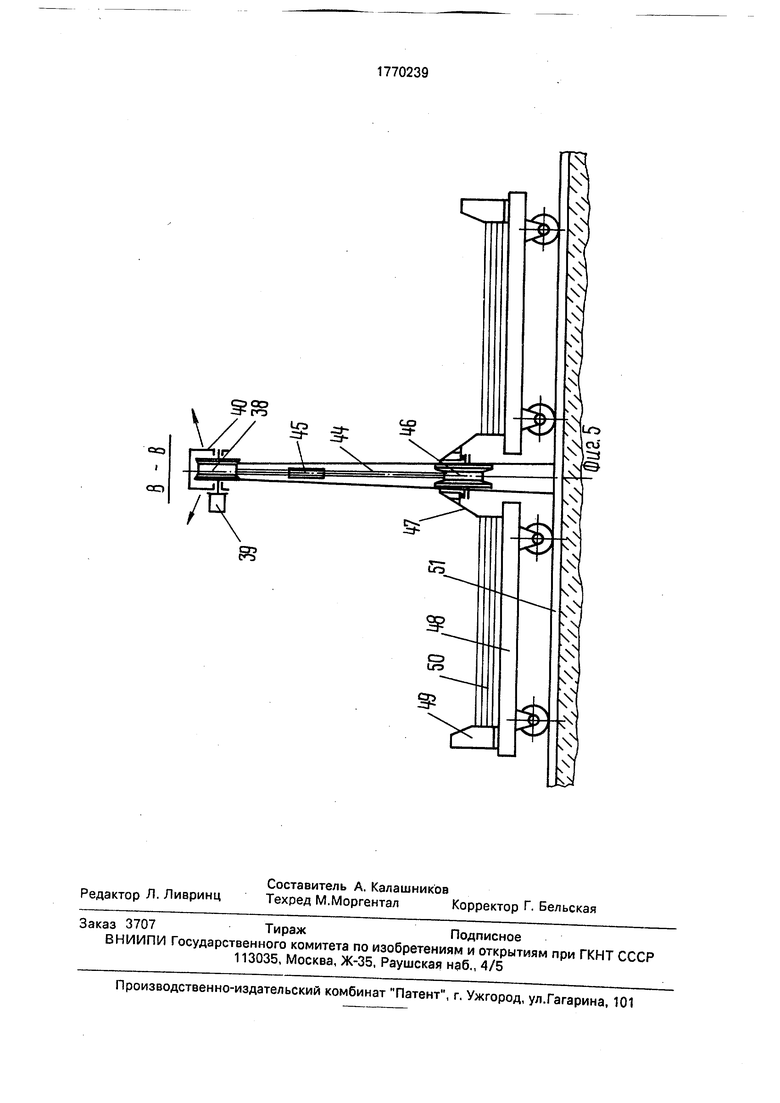
Фиг. 1 - общий вид линии; фиг. 2 - разрез А-А. на фиг. 1. начальный участок; фиг. 3 - разрез А-А, на фиг, 1, вариант направляющих роликов начального участка; фиг. 4 - разрез Б-Б, на фиг. 1, промежуточный участок; фиг. 5 - разрез В-В, на фиг. 1, конечный участок с приемными тележками.
Состоит линия из трех последовательно расположенных участков, один из которых, начальный участок 1, состоящий из расположенного слева или справа кантователя пакетов 2, включающего упор кантователя 3, приводной цилиндр 4, люльку, на которой устанавливается пакет листов 5, расположенный с противоположной стороны по отношению к кантователю 2, механизм поштучной выдачи 6, включающий захваты 7 типа вакуумных присосок или электромагнитов, соединенные с горизонтальными штангами 8, направляющие 9, приводной цилиндр 10 и соединительные балки 11, подвешенные сверху и со стороны кантователя 3, дополнительные направляющие ролики
0 12, включающего специальные с конусом снизу ролики 13, свободно установленные на подвесках 14, для ограничения качания которых предусмотрены упоры 15 и которые шарнирно подвешены на балке 16, установ5 ленной на двух поперечинах 17, расположенный с другой стороны и наклонного к роликам 12, рольганг упорный 18, включающий цилиндрические холостые ролики 19. установленные на траверсе 20, закреплен0 ной на стойках 21, которые являются основанием для установки поперечин 17, установленный на уровне пола рольганг опорный 22, включающий приводные, консольные ролики 23, имеющие разновысокие
5 реборды, одна из которых меньше диаметра 24 и расположена на торце консоли, со стороны кантователя, другая с высокой ребордой 25 расположена на противоположном конце бочки ролика, привод которого может
0 быть индивидуальным для каждого ролика или групповым рольганга с направляющими роликами, дополнительного рольганга 27, который может быть вариантом, заменяющим рольганг 12 и включает балку 28, на
5 которой закреплены холостые ролики по конструкции подобные роликам 13, направляющие штанги 29 и приводной цилиндр 30. За начальным участком 1 следует промежуточный участок 31, состоящий из ниж0 него опорного приводного рольганга 32, имеющего конструкцию такую же как и рольганг 22, за исключением разновысоких реборд на роликах, расположенного по одной вертикальной оси рольгангом 32, уста5 новленного стационарно на поперечинах 17, направляющего рольганга 33, который может быть холостым или приводным, если рольганг 32 будет холостым.
Последним участок при обработке пло0 ского изделия 35 или плоских изделий в последовательной цепи линии является конечный участок 36 с приемными карманами, состоящий из направляющего приводного, поворотного в двух направлениях, потолоч5 ного рольганга 37, имеющего ролики 38 с равновысокими ребордами и с индивидуальными приводами 39, поворотную балку 40, ось поворота 41, корпус 42 и привод поворота 43, который может быть в виде моторредуктора или гидродвигателя, закрепленного на стойке 44, на которой может быть установлен упор 45, расположенного внизу и по одной вертикальной оси, опорного, холостого рольганга 46, имеющего возле каждого ролика, с двух сторон от вертикальной оси, склизы 47, обеспечивающие направление при падении изделий 35 на приводные тележки 48, имеющие упоры 49 для формирования пакета 50 и направляющие рельсы 51.
Работает линия в следующей последовательности:
Пакет листов 5 подается цеховыми транспортными средствами на горизонтально-опущенный кантователь, которым пакет поднимается в вертикальное положение (см. рис. 2, 3), с которого начинается раскладка листов по одному с помощью возвратно-перемещающихся захватов 7, которые транспортируют изделие 35 в вертикальном положении до упора продольных кромок с роликами 19 сверху и высокой ребордой 25, снизу. При этом ролики 13 маятникового устройства отжимаются вверх и отклоняются по ходу движения листа и между роликами 19, отклонение происходит до тех пор, пока подвеска 14 не будет остановлена соответствующим упором 15, а продольный торец не зайдет за вершину конуса, после чего ролик 13 опускается и отклоняется в обратную сторону, замыкая верхний продольный торец по боковым кромкам с двух сторон (с одной стороны роликами 13 с другой роликами 19).
Другим вариантом может быть замыкание с помощью подъемно-опускающегося, холостого рольганга 27 (см. рис. 2), который поднимается при передаче (раскладке) и опускается после контакта кромок,
Последующей операцией является сброс изделия 35 с захвата 7 на ролики 23 рольганга 22, которым лист передается на следующий участок 31, где могут производиться с изделием или на нем различные технологичесике операции, включающие осмотр, измерение, покрытие поверхностей, выполнение механической обработки, нанесение декоративных узоров и маркировки, проведение рентгеноскопического контроля, сварка газовая, вырезка,
По окончании обработки на участке 31, изделие 35 передается до упора 45 на участок сортировки 37, где изделие сбрасывается в зависимости от качества предшествующей технологической обработки на одну или другую тележки 48. Сбрасывание производится с помощью поворота рольганга 38 в одну или другую сторону. Направление падения листа на тележку 48 и формирование пакета 50 осуществляется
с помощью направляющих 47 и упоров 49. В заключении технологического цикла производится уборка пакета 50 с помощью передвижения тележек 48.
Формула изобретения
1. Линия сортировки и укладки плоских изделий, содержащая размещенные последовательно друг за другом начальный участок с кантователем стопы изделий и механизмом поштучной выдачи, промежуточный участок с транспортирующим устройством, конечный участок с устройством
для сортировки изделий, включающий расположенные симметрично от продольной оси участка тележки с карманами для изделий, и смонтированные по длине участков с образованием непрерывной транспортирующей поверхности верхние направляющие и нижние опорные ролики с ориентацией осей вращения первых на начальном участке вертикально, а вторых на всех участках - горизонтально, и размещением последних
на конечном участке по оси симметрии между тележками, отличающаяся тем, что, с целью улучшения эксплуатационных характеристик за счет исключения самопроиз- вольного сбрасывания изделий при
перемещении, над опорными роликами начального участка напротив направляющих роликов со стороны поверхности, обращенной к кантователю, смонтированы с возможностью перемещения в вертикальной
плоскости дополнительные направляющие ролики, оси вращения которых ориентированы вертикально, при этом направляющие ролики промежуточного и конечного участков смонтированы в одной вертикальной
плоскости с опорными роликами соответствующих участков, направляющие ролики конечного участка установлены с возможностью одновременного отклонения от вертикали для сброса листа в карман соответствующей тележки, а опорные ролики начального и все ролики последующих участков имеют реборды, и смонтированы с горизонтальной ориентацией осей вращения.
2. Линия по п. 1, отличающаяся тем, что высота расположенной со стороны кантователя реборды каждого из опорных роликов начального участка меньше высоты второй его реборды.
3. Линия по п. 1,отличающаяся тем, что конечный участок снабжен наклонным склизом, установленным между опорными роликами и тележками с размещением верхних концов склизов на уровне реборд роликов.
4. Линия по п. 1,отличающаяся полнительных направляющих роликов вы- тем, что ориентированные вниз концы до- полнены коническими.

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА ПРЕИМУЩЕСТВЕННО СКРАПА ДЛИННОМЕРНОГО ПРОФИЛЯ НА ЧАСТИ | 1995 |
|
RU2082565C1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Линия сортировки и укладки листов Калашникова | 1983 |
|
SU1289768A1 |
| Участок поточной линии для сварки панелей с ребрами жесткости | 1985 |
|
SU1344559A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |


Применение: оборудование для механизации погрузочно-разгрузочных работ. Сущность изобретения: линия состоит из начального участка с кантователем, транспортирующего устройства с нижними и верхними роликами и конечного участка, верхние ролики которого установлены на поворотной балке. С кантователя изделия подаются по роликам на конечный участок, откуда поворотом балки сбрасываются в нужный карман. 3 з.п. ф-лы, 5 ил
Ь
612 У
/777777//777/7/J, l 2Z
А
зо-d
J,В
Jjl 35 #. /. W7 Ц f
/. /У/Г , .)/;,/
tf
Фиг
/ 1ь
V
Фиг. 2
TrOJ
r
СЛ
-J -J о
ND CO ID
00
GO
| Устройство для укладки в стопу плоских изделий | 1985 |
|
SU1289769A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
