(54) СПОСОБ КОНТРОЛЯ ПРОЦЕССА ОТЛИВА БУМАЖНОЙ
МАССЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения картона | 1978 |
|
SU771223A1 |
| РАСПАДАЮЩИЙСЯ В ВОДЕ ЛИСТ ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ЛИСТА И ПРИМЕНЕНИЕ ЛИСТА ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА ДЛЯ РУЛОНА ИЗ АБСОРБИРУЮЩЕГО МАТЕРИАЛА | 2010 |
|
RU2575071C2 |
| РАСПАДАЮЩИЙСЯ В ВОДЕ ЛИСТ ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО ЛИСТА И СЕРДЕЧНИК ДЛЯ РУЛОНА ИЗ АБСОРБИРУЮЩЕГО МАТЕРИАЛА, ВЫПОЛНЕННЫЙ ИЗ ПОЛОСОК ЭТОГО ЛИСТА ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА | 2010 |
|
RU2599367C2 |
| Способ контроля процесса обезвоживания формуемого бумажного полотна в сеточной части бумаго- и картоноделательной машины | 1981 |
|
SU1000505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИПОГРАФСКОЙ БУМАГИ | 1997 |
|
RU2132425C1 |
| Способ получения бумаги | 1982 |
|
SU1079718A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЛЕНОЙ ХИМИКО-ТЕРМОМЕХАНИЧЕСКОЙ МАССЫ | 1999 |
|
RU2153545C1 |
| Способ изготовления бумаги | 1989 |
|
SU1726615A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛЮДОВОЛОКНИСТОЙ БУМАГИ | 1993 |
|
RU2051434C1 |
| Способ подготовки бумажной массы для производства печатных видов бумаги | 1984 |
|
SU1258913A1 |
В уравнении неравновесной термодинамики
.
,j .uPi
гле I и J. - соответственно потоки электричества и фильтрующейся жидкости; ДЧ и U.P - ЭДС протекания и перепад
давления/
и оСля - коэффициенты пропорциональности;, И (2 - коэффициенты взаимности.
Обычно определяют величину д if , величину рН, которая пропорциональна ЛЧ- .
В способе производят отслеживание величины
E (c u4+cU,,AP),;
т.е.- учитывают и процессы, связанные с фильтрацией, что достигается введением в формулу члена .
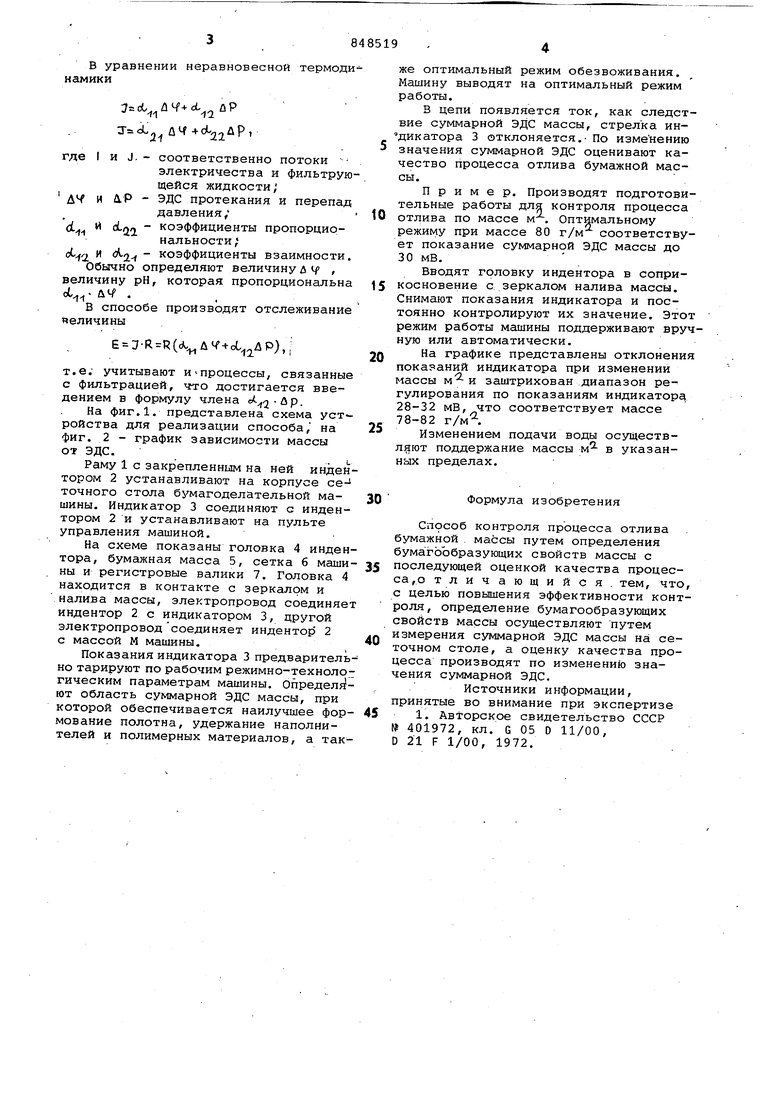
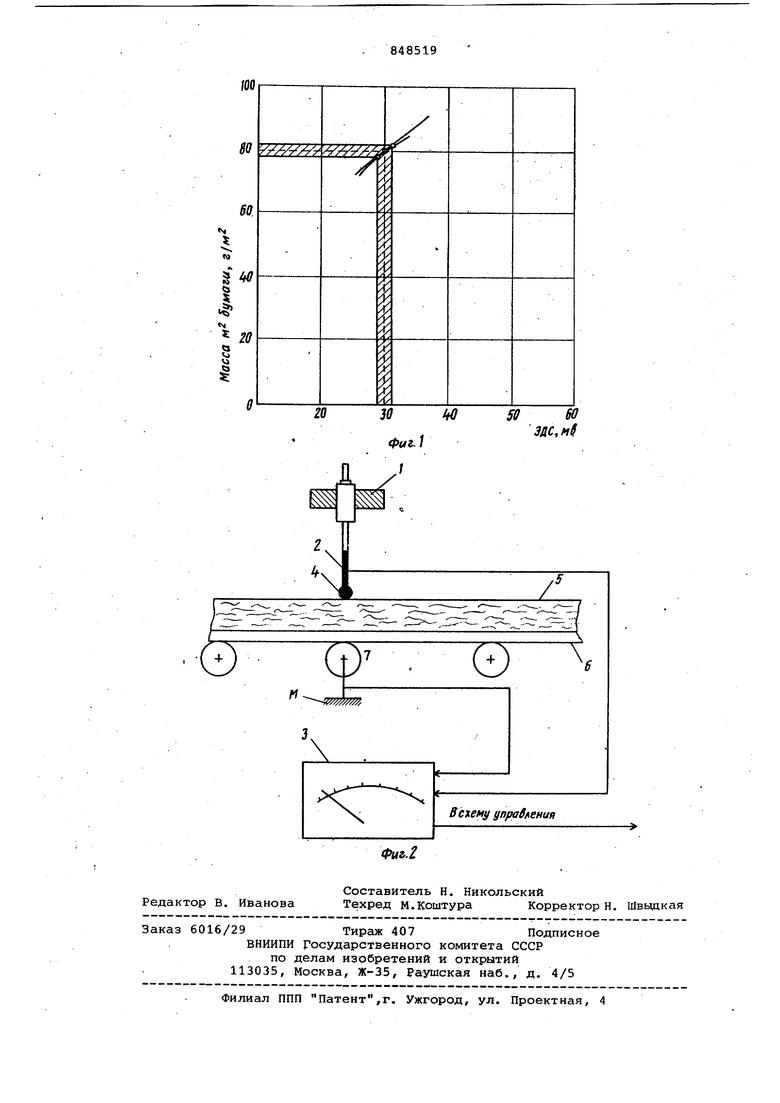
На фиг.1, представлена схема устройства для реализации способа, на фиг, 2 - график зависимости массы от ЭДС.
Раму 1 с закрепленным на ней индентором 2 устанавливают на корпусе се- точного стола бумагоделательной машины. Индикатор 3 соединяют с индентором 2 и устанавливают на пульте управления машиной.
На схеме показаны головка 4 индентора, бумажная масса 5, сетка 6 машины и регистровые валики 7. Головка 4 находится в контакте с зеркалом и налива массы, электропровод соединяет индентор 2 с индикатором 3, другой электропроводсоединяет индентор 2 с массой М машины.
Показания индикатора 3 предварительно тарируют по рабочим режимно-технологическим параметрам машины. Определ; ют область суммарной ЭДС массы, при которой обеспечивается наилучшее формование полотна, удержание наполнителей и полимерных материалов, а также оптимальный режим обезвоживания. Машину выводят на оптимальный режим работы.
В цепи появляется ток, как следствие суммарной ЭДС массы, стрелка ин дикатора 3 отклоняется.- По изменению 5 значения суммарной ЭДС оценивают качество процесса отлива бумажной массы.
Пример. Производят подготовительные работы для контроля процесса
0 отлива по массе м . Оптимальному
режиму при массе 80 г/м соответствует показание суммарнсрй ЭДС массы до 30 мВ.
Вводят головку индентора в соприкосновение с зеркалом налива массы. Снимают показания индикатора и постоянно контролируют их значение. Этот режим работы машины поддерживают вручную или автоматически.
rt На графике представлены отклонения показаний индикатора при изменении массы заштрихован диапазон регулирования по показаниям индикатору 28-32 мВ, что соответствует массе 78-82 г/мЯ
Изменением подачи воды осуществлдют поддержание массы м в указанных пределах.
Формула изобретения
Способ контроля процесса отлива бумажной массы путем определения бумагообразующих свойств массы с последующей оценкой качества процесса,о тлич ающи йся. тем, что, с целью повышения эффективности контроля, определение бумагообразующих свойств массы осуществляют путем
измерения суммарной ЭДС массы на сеточном столе, а оценку качества процесса производят по изменению значения суммарной ЭДС.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 401972, кл. G 05 D 11/00, D 21 F 1/00, 1972.
