1
Изобретение относится к обработке металлов давлением, а именно к оборудованшо для гибки сортового проката, в частности труб.
Известен универсальный трубогибоч.ный станок с поворотной головкой, содержащей зажимную цангу, гибочный ролик и шаблон, позволяющий гнуть трубы на заданный угол по радиусу шаблона l .
Однако этот станок позволяет полу-. чать однотипные гибы, поскольку гибка осуществляется по жесткому, шаблону.
Известна конструкция станка для гибки сортового проката, гибочный механизм которого содержит упругое основание, состоящее из прилегающих друг к другу дамелей (плоских пластинок), имеюи х выемы, образующие гибочный ручей, опирающихся на гибкую металлическую ленту, наложенную на резиновую или поли- уретановую полосу, а гибочным инструментом является обкатной ролик. Гибоч
ный механизм с приводом установлены на станине (23.
Этот станок позволяет изгибать длинномерные заготовки за один переход лишь в одной Ш1сх;кости. Для вьшолнения гибов в различных плоскостях станок требует затраты времени на возврат гибочных органов в исходное положение и переустановку заготовки.
При этом переустановка заготовки для гибки в другом направлении и на различный угол снижает точность получаемых изделий, а следовательно, и качество.
Цель изобретения - снижение трудоемкости и повышение качества изделий.
Для этого гибочный механизм выполнен в виде расположенных во взаимно перпендикулярных плоскостях двух пар валков с радиальными пазами, в которых размещены ламели гибочного ручья, а станок снабжен смонтированными в валках фиксаторами рабочего положения ламелей.
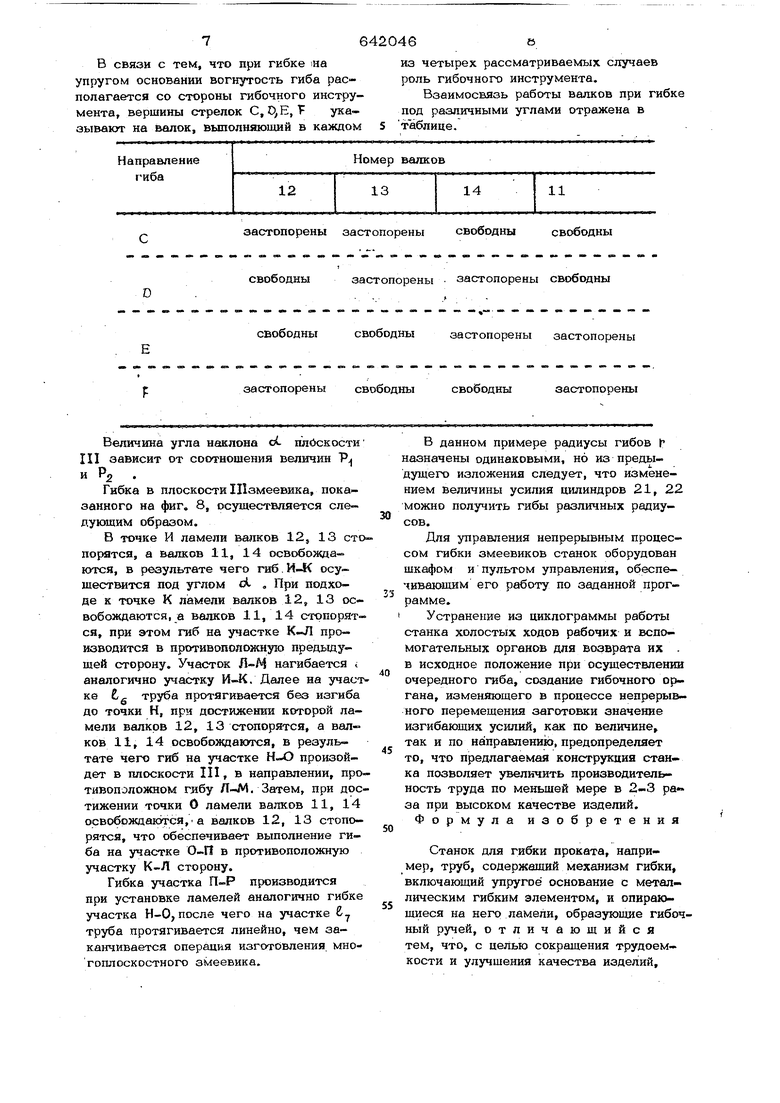
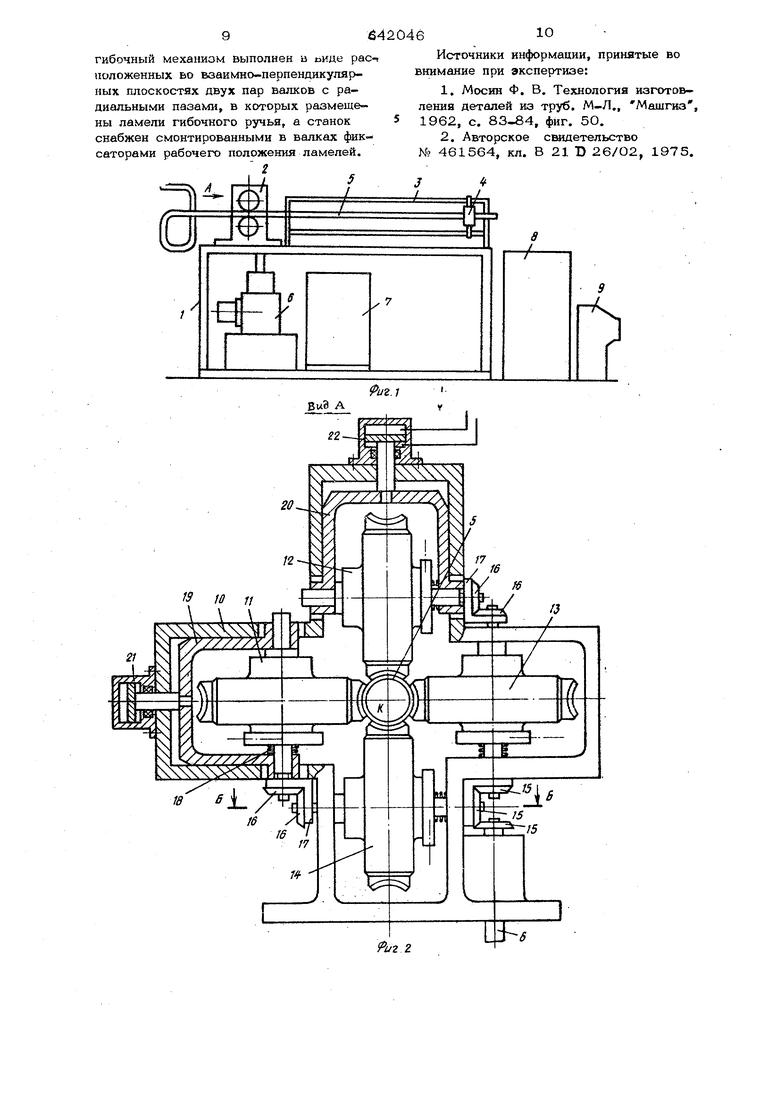
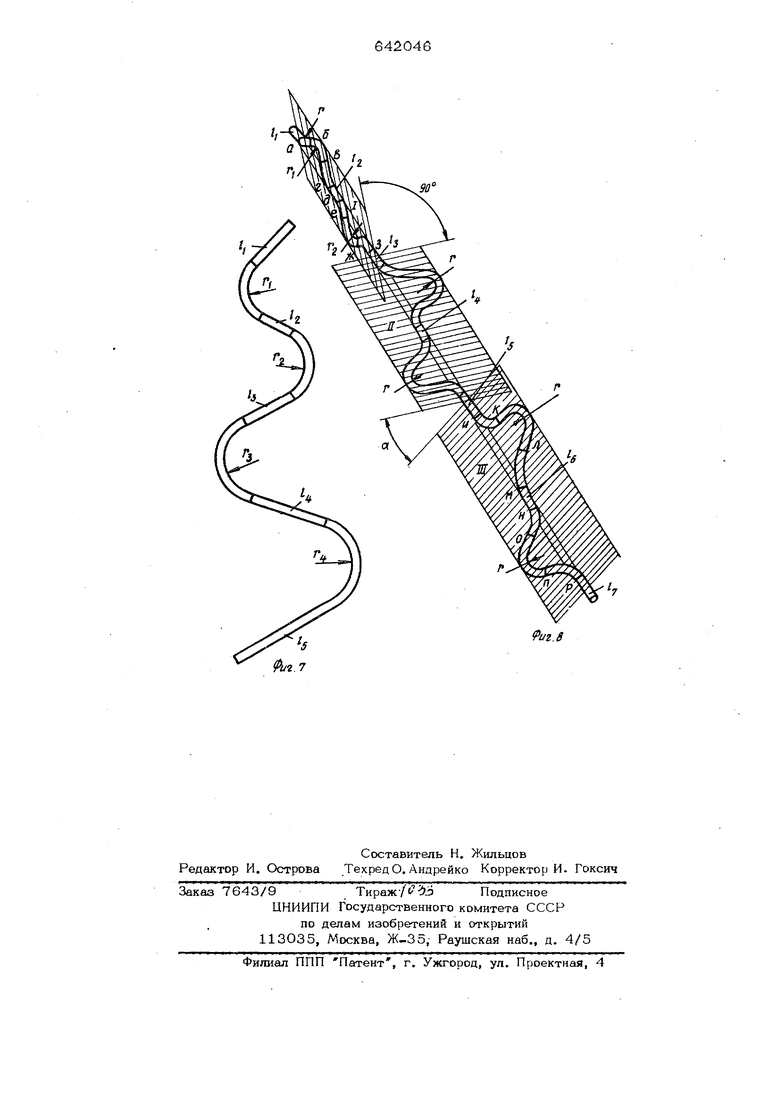
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен предлагаемый станок общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 3j на фиг. 5 - схема взаимодействия поршней фиксаторов при гибке под углом; на фиг. 6 схема действия сил при ггбке под угло.м; на , фиг. 7 - вид змеевика с увеличивающимися от шага к шагу радиусами гибов; на фиг. 8 - вид змеевика с гибами, в различных плоскостях.
Станок для гибки проката содержит станину 1, на верхней плоскости которой смонтирована гибочная голока 2 и направляющие 3 для направления хомутика 4, закрепляемого на конце заготовки 5. В 1утри станины смонтирован привод 6 для вращения головки 2 и гидро- бак 7.
Рядом со станком расположен шкаф 8 для размещения аппаратуры и пульт 9 управления процессом гибки.
Гибочная головка содержит корпус 10, в котором смонтированы четыре взаимно-перпендикулярных валка 11, 12, 13, 14, вращаемых от вала привода 6 с помощью шестерен 15, 16 Оси вра щения валков расположены в одной плоскости, перпендикулярной оси заготовки 5„ Шестерни 16 установлены подвижно в угольниках 17 на шлицах опорных шеек валков и позволяют каждому из валков перемещаться вдоль оси его вращения ; на некоторую величину от исходного положения, в которое валок возвращается от действия пружины 18, сохраняя при этом кинематическую связь с приводом 6.
Валки 11, 12 помещены в ползунах 19, 20, приводимых в движение от гид роцилиндров 21, 22, предназначенных для создания изгибающего заготовку усилия переменной величины. Для этой цели в гидросхеме станка (на рисунке не изображена) предусмотрена регулирующая и управляющая аппаратура, выполняющая команды, поступающие от программных устройств, размешенных в шкафу 8.
Каждый из валков содержит две полумуфты 23, 24, соединенные друг с другом стяжкой 25. С внутренней стороны в полумуфтах выполнень радиальные пазы, в которые подвижно помещены ламели 26, представляющие собой пластину с утолщением а в месте выполнения профиля ручья, заплечиками б и зацепами в.
Заплечиками ламель опирается на два гибких стальных кольца 27, охватывающих две упругие втулки 28, выполненны из резины или полиуретана. Упругие втулки постоянно поджимают ламели до упора из заплечиков в кольцевые пояски г попумуфт.
Вдоль оси валка выполнены расточки образующие цилиндры, в которые помещены порщни-фиксаторы 29, 30, отжимаемые в исходное положение пружиной 31. Сжатое масло от гйд робака по ма гистр ли подводится к маслоприемной муфте 32, обеспечивающей подачу масла по каналам д в гидроцилиндры в процессе вращения валка. С обращенных друг к другу сторон на порщнях-фиксаторах выполнены конусы, взаимодействующие со. скосами, выполненными на зацепах в ламелей..
Станок работает следующим образом,
В исходном положении валки 11, 12 с помощью гидроцилиндров21, 22 отведены влево и вверх-от заготовки 5Гидросистема выключена, порщни-фиксаторы 29,3О пружинами 31 отведены в крайние положения, привод вращения вайков выключен.
Конец заготовки 5 закрепляется хомтиком 4, который скользит по направляющим 3.
Передний конец заготовки проводится в валки гибочной головки 2 и располагается так, чтобы начало гиба h совместилось с зоной гибки К, находящейся в плоскости сечения по осям валков. Затем включаются гидробак 7 и программное устройство управления процессом гибки. При этом масло поступает по магистрали к гидромуфте 32 и далее в валки 12, 13, 14, вследствие чего расположенные в них порщни-фиксаторы 29, 30 переместятся навстречу друг другу и застопорят ламели 26, ламели валка 11 не стопорятся и сохраняют подвижность.
Затем масло поступает в цилиндр 21. и перемещает ползун 19 с валком 11 вправо, создавая при этом требуемое для гибки на данный радиус усилие, воспринимаемое ламелями 26 и резиновыми втулками 28. При этом приводные щестерни 16, смонтированные в угольнике 17, переместятся в том же направлении, по шпонке валка, чем обесГтечивается сохранение кинематической связи валка 11с валом привода 6, В данном случае валок 13 выполняет функ ции гибочного органа, валок 11 функции упругого основания. В дальнейшем масл подается в цилиндр 22, который переместит ползун 20 с валком 12 до кон такта его ламелей споверхностью заготовки 5. Усилие воздействия данного цилиндра на заготовку назначается из условия противодействия овализации тру бы в процессе гибки и возбуиодения силы трения для проталкивания заготовки Включается привод 6, зал которого с помощью шестерен 15, 16 сообщит вращение всем валкам, которые увлекут заготовку поступательно, при этом валки 11, 13, осуществят изгиб ее на ра диус Р , до начала участка Е В этот момент гибочное усилие цилиндра 21 уменьшится до контактного усилия, иден тичного усилию цилиндра 22, сжатое масло поступит в цилиндры раяка 11 и переместит поршни - фиксаторы 29, 30 которые застопорят его ламели. В даль нейшем до конца участка Й2 ® валки протягивают заготошсу линейно, не изгибая её, В конце участка 2, выключатся фиксаторы валка 13, а давление в цилиндре 21 возрастет до величины, обеспечивающей изгиб заготовки радиусом Tg . При этом валок 11 работает как гибочный инструмент, а валок 13 как упругое основание, изгиб заготовки осуществится в противоположную преды- дущему гибу сторону. Цикличность включений и выключений поршней - фиксаторов и изменение усилия, развиваемого цилиндром. 21, происходит в указанной последовательности, соответственно изменению величины радиусов , гя до окончания изготовления змеевика. При необходимости изготовления аналогичного змеевика без прямолинейных участков ... выключение поршней-фиксаторов одного из валков 11, 13 осуществляется одновременно с включением их в про тивоположном валке, Б результате чего гибы 1 , f 2 , 3, выполнены сопряженными. На фиг. 8 изображен змеевик с одинаковыми, противоположно направленными гибами г, , размещенными в вер, тикальной I , горизонтальной Ц и наклонной III плоскостях. Выполнение змеевика осуществляется следующим образом. 66 Заготовка на частке перемещается валками линейно до начала гиба Г , при этом ламели всех валков застопорены, а цилиндры 21, 22 развивают усилие протягивания заготовки. На подходе к началу гиба f ламели валка 14 освобождаются от фиксации, а цилиндр 22 развивает гибочное усилие, благодаря чему осуществляется гиб на участке а-б. При этом валок 12 работает как гибочный инструмент, а валок 14 как упругое основание. На подходе к точке б ламели валка 14 фиксируются, а валка 12 - освобождаются, в ре зультате чего осуществляется гибка участка б-В, в противоположную сторону. На подходе к точке в ламели валка 12 фиксируются, а валка 14 освобождаются, при этом заготовка изгоняется на участке в-г.Начиная от точки г) ламели всех валков стопорятся, а цилиндр 22 переводится в режим протягивания заготовки до окончания линейного участка fig . Вслед за этим повторится ранее указанная цикличность переключения ламелей валков, но в обратном порядке, благодаря чему изгибы на участках д-е, Q - ж , жрасположатся в сторону противополож- ную предыдущим гибам, чем заканчивается процесс габки в вертикальной плоскости 1 . Изгиб заготовки в горизонтальной плоскости II осуществляется аналогично, с той лишь разшшей, что в качестве гибочного инструмента и упругого основания попеременно работают валки 11, 13, аналогично их работе при гибке змеевика, показанного на фиг. 7. Выполнение гибов в наклонной плоскости осуществляется циклически аналогично , описанному выше, но при этом гибочное усилие развивают одновременно оба цилиндра 21, 22, а переключение поршней - фиксаторов при перемене напряжения гиба осуществляется одновременно у всех валков. На фиг. 5 изображена схема взаимодействия валков при гибке трубы в плоскости III , расположенной под углом к ранее рассмотренным плоскостям 1,11. При этом на заготовку змеевика действуют усилия Р,( и Pg , развиваемые цилиндрами 21, 22. Реакции от действия этих сил обозначены Р , Pg На концентрических окружностях условными обозначениями показано состояние ламелей валков (см. фиг. 5).
В связи с тем, что при гибке laa упругом основании вогнутость гиба располагается со стороны гибочного инструмента, вершины стрелок С,0,Е, Т указывают на валок, выполняющий в каждом
из четырех рассматриваемых случаев роль гибочного инструмента.
Взаимосвязь работы валков при гибке под различными углами отражена в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| Устройство для гибки панелей | 1969 |
|
SU277520A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Устройство для изготовления змеевиков | 1985 |
|
SU1303215A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU411941A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| СТАНОК ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU290635A1 |
застопорены застопорены свободнысвободны свободнызастопорены D... свободны свободны рзастопорены свободны
Величина угла наклона сС плйскости III зависит от соотношения величин Р и PS .
Гибка в плоскости Шзмеевика, показанного на фиг. 8, осуществляется сле дующим образом,
В точке И ламели валков 12, 13 стопорятся, а валков 11, 14 освобождаются, в результате чего гиб. HJK осуществится под углом Л « При подходе к точке К ламели валков 12, 13 освобождаются, а валков 11, 14 стопорятся, при этом гиб на участке К-Л производится в противоположную предьщущей сторону. Участок Л-/Ч нагибается i аналогично участку Й-К. Далее на участке tg труба протягивается без изгиба до точки Н, при достижении которой ламели валков 12, 13 стопорятся, а валков 11, 14 освобождаются, в результате чего гиб на участке Н-О произойдет в плоскости III, в направлении, противоположном гибу Л-М, Затем, при достижении точки О ламели валков 11, 14 освобождаются,а валков 12, 13 стопорятся, что обеспечивает выполнение гиба на участке 0-П в противоположную участку К-Л сторону.
Гибка участка П-Р производится при установке ламелей аналогично гибке участка Н-0, после чего на участке у труба протягивается линейно, чем заканчивается операция изготовления многоплоскостного змеевика.
В данном примере радиусы гибов назначены одинаковыми, но из предыдущего изложения следует, что изменением величины усилия цилиндров 21, 22 можно получить гибы различных радиусов.
Для управления непрерывным процессом гибки змеевиков станок оборудован шкафом и пультом управления, обеспешваюшим его работу по заданной программе.
I Устранение из циклограммы работы станка холостых ходов рабочих и вспомогательных органов для возврата их . в исходное положение при осуществлении очередного гиба, создание гибочного органа, изменяющего в процессе непрерывного перемещения заготовки значение изгибающих усилий, как по величине, так и по направлению, предопределяет то, что предлагаемая конструкция станка позволяет увеличить производительность труда по меньшей мере в 2-3 ра« за при высоком качестве изделий. Формула изобретения
Станок для гибки проката, например, труб, содержащий механизм гибки, включающий упругое основание с металлическим гибким элементом, и опирающиеся на негр ламели, образующие гибочный ручей, отличающийся тем, что, с целью сокращения трудоемкости и улучщения качества изделий. застопорены свободны . застопорены застопорены свободнызастопорены
гибочный механизм выполнен в оиде расч положенных во взаимно-перпендикулярных плоскостях двух пар валков с радиальными пазами, в которых размещены ламели гибочного ручья, а станок снабжен смонтированными в валках фиксаторами рабочего положения ламелей.
IT
/
Источники информации, принятые во внимание при экспертизе:
№ 461564, кл. В 21 D 26/02, 1975.
9
иг г
Й/г.7
.S
