Приспособления для шлифовки зубьев коничсч-К 1х шестерен с прямым зубом на зубострогалыюм станке известны. В них шлифовальный камень, установленный на резнедержательно головке зубострогального станка, не имеет подачн вдоль зуба и потому не коннрует нуть долбяка.
Оиисызаемое ириснособле1 1 с хстраняет этот lUMOCTirroK нутом осу1Ц(ствлсния нодачи камня ндоль зуба.
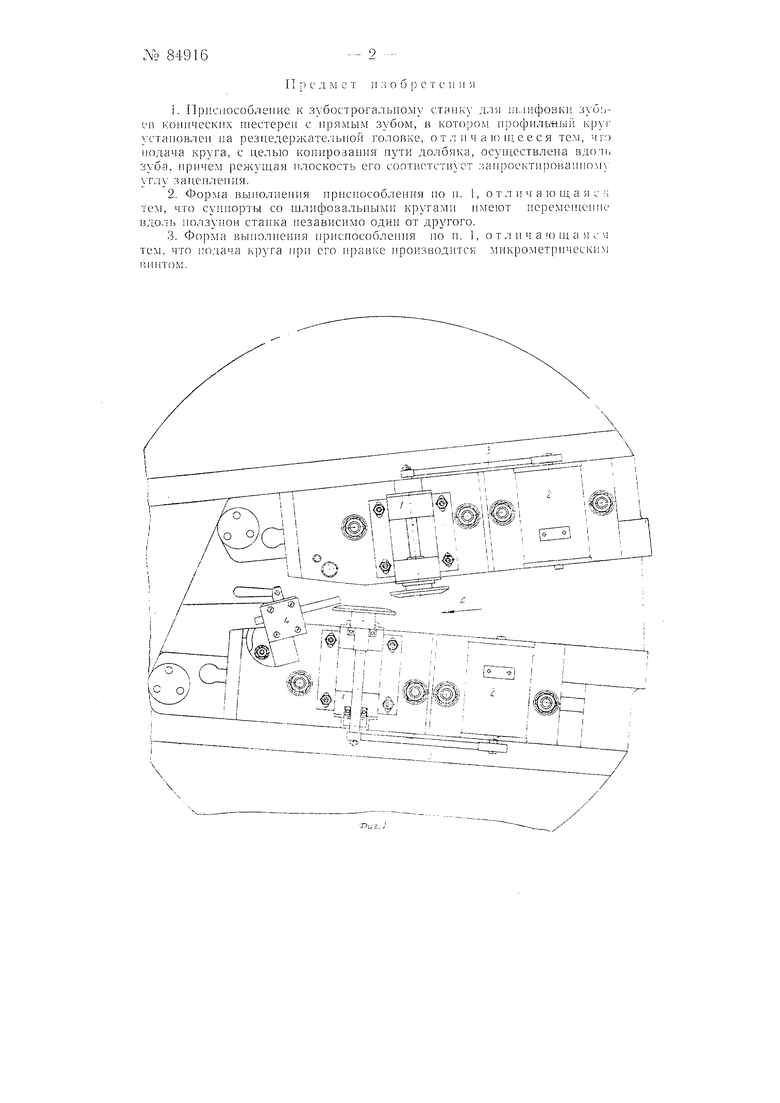
На чертеже изображены суннорты с нынфовальнымн кругадш, установленные на зубострогальном станке взпмен rci.HiHoix для кренлення строгальных рези,ов.
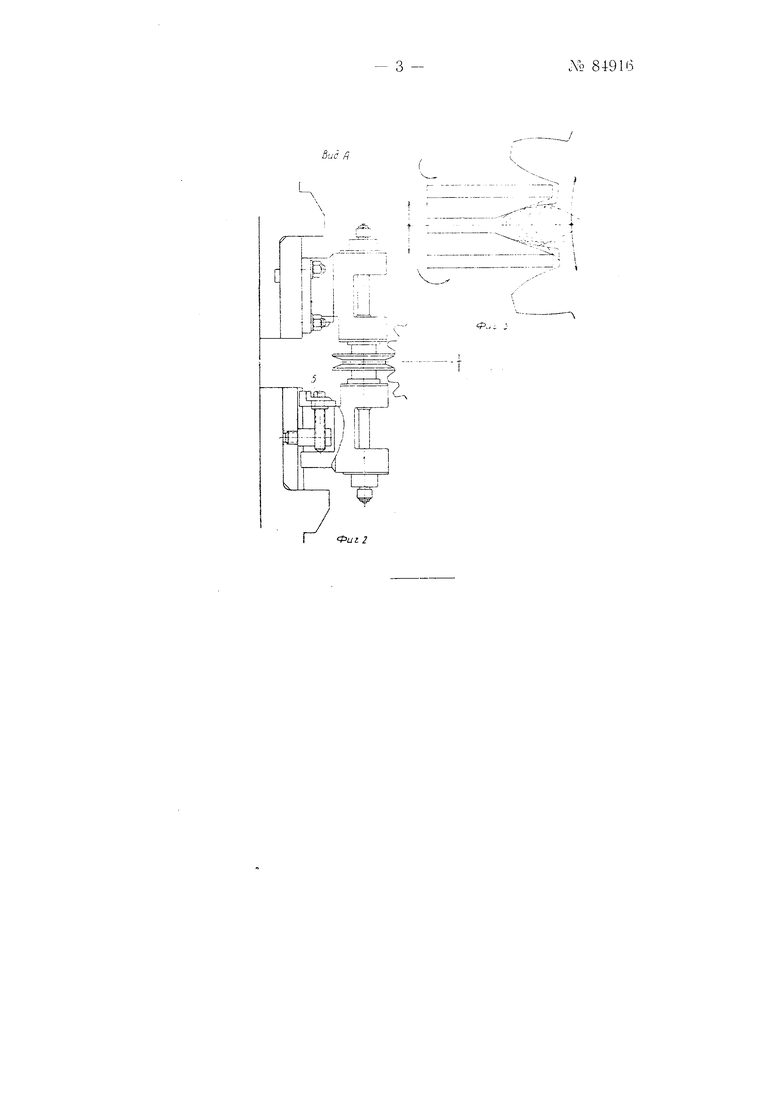
На фиг. 1 схематически нзображен внд на сунпорты стайка сверху, на фиг. 2 - вид по стрелке А на фнг. i; на фиг. 3 - внд сбоку на профиль зуба н шлифовальные камнн.
Каждый из суинортов зубострогального станка несет на себе 1 с Н1лифовальным кругом v, электродвигатель 2, от которого вран1ен1 е передается шнинделю шлнфовального круга ирнводным ремнем 3.
Шлифовальные круги, вращаясь с окружно ; СКОРОСТЬЮ до 40 , одновременно двигаются вместе е еуннортамн вдоль зуба, коннруя нугь строгального резца, нрнчем режущая плоскость наждачного камня расположена нод углом, соответствуюи1им запроектированному углу занеп,ления зубьев коническнх шеетерен. Для заправки режущего нрофтя шлифовальных кругов на тех же суииортах смонтированы алмазодержатели 4, устанавливаемые в соответетвнн с требованиями занравкн. Период1гческая подача шлнфовальных кругов к алмазам для нравки осундеетвляется мнкрометрнчееким винтом 5 вручную.
Для шлифовки зубьев niecTepeii настро11ка станка вынолняетс-;; соверн1енно так же, как для строжкн зубьев, так же настраивается н )а обкаткн. Гнтара деления рассчитывается для делення зуб с нелью уменьшения отклоиеннй от требуемого ирофн,, могущнх бып от нзноса шлифовального круга. Гитара скорости резан11Я настраивается с учетом наивыгоднейших условий резания нри шл11фоваиии. Суппорты с шлифовальными кругами могут иеремен1аться вдоль ползунов станка независнмо один от другого.
i. Приспособление к зубострогалышму станку для шлифовки зуб;)еп конических Hieciepeu с нрямым зубом, в котором профиль«ын кру: установлен на резнелержате,льной головке, от л н ч а ю |ц е е с я те.м, ч го нодача круга, с целью копиро.зания пути долбяка, осунхествлепа вдопь зуба, нрнчем режущая плоскость его соотр.стствуст запросктнровапном углу зацепления.
2.Форма вынолненпя приспособления но н. 1, отличающаяся тем, что супнорти со шлифовальнымм кругамп переменкмпн. вдо-ль ползунов станка пезавпсимо один от другого.
3.Форма выполпення приспоеоблення по п. 1, о т л п ч а ю щ а я с ч тем, что нодача круга прп его правке производится микрометрнчес -;
I-nniTOM.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования прямозубых конических колес и устройство для осуществления способа | 1949 |
|
SU84968A1 |
| Автоматический многошпиндельный станок Для наружного шлифования автомобильных поршней методом врезания | 1950 |
|
SU97819A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Глобоидальная передача | 1950 |
|
SU104067A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Приспособление для заточки многолезвийного инструмента | 1986 |
|
SU1516314A1 |
® f-Л
