Известны автоматические многошппнлелыые станки л.тя наружного ак1ифовання ()б,. Hopiiiiieii . с npiiNiCHeнием лнух вертнкальных |.-п;ф()н;1.тьных ;н|П :1лелеГ|,олно15)емонно обрабатынакиннх по лпа нзлелпя, снабженные нлрг.влимескон нолаче 1нлифова;1ьных го.товок, aiiTO-матнческнм CTpo icT;ui,i л.тя змсрен1 я лнаметра Н1.1нс)уел1ых изле/ьи ; во пре.мя н1Л11сровання и устроГ;ств()м л.тя периодической автоматическо правки Н..:.,1х крхтон.
Этн станки ПС обеспечьп акгг быстрых иеремещешп, замел.1енных рабочих иолач н|лнс|:).тьн1)х голонок п )матнчсско1 1 компенсации у.меи15Н1е1П1я лна.метра н.г/пчнлсмьного кру1Л noc.ie кажлсн HjiaiiKH. а также неизменное по.тоженне алмаза относнте.члю ш.чнфова.чьного к)та.
В прел.тагаемом станке sTii нелостаткп .страпены выно.тнснием механизма быстрых HepCMeHieiniii ажлоГ| голг.вкн в BILTC г11Л|)авлн ;еекого цилиндра, екреп.теииого с карстко IO.IOKKII, п применением рална.1ык го кулачка (экснент|1;п-:а) лля сс чнеств.те1:ня pa6o4eii подачи, к которому прижимается регчмируемыч упор каретки н.тнсЬова.тьио1 го.товкн. Упор, оиределяюниит положение каретки 1п.:ифо 5а. го.товкн, автоматически смещается HOBOJJOTO.M диффе)еН1иа. винта, прнволнмого в движение )магннто 1 ноерслст1 ом хр анового механизма. Кроме того, прнменен поворотпьп барабан с пругнми .чемтамн, олна из которых прикреплена к ползуну npauii.ibiioro ycrpoiicTBa, а другая- к упору, определя1он1ему гю.тожение каретки ньтнфова.пьного круга, причем натяжение этих лент осуществляетея пружинами, возле1 1ствующими на ползун правпльного устройства.
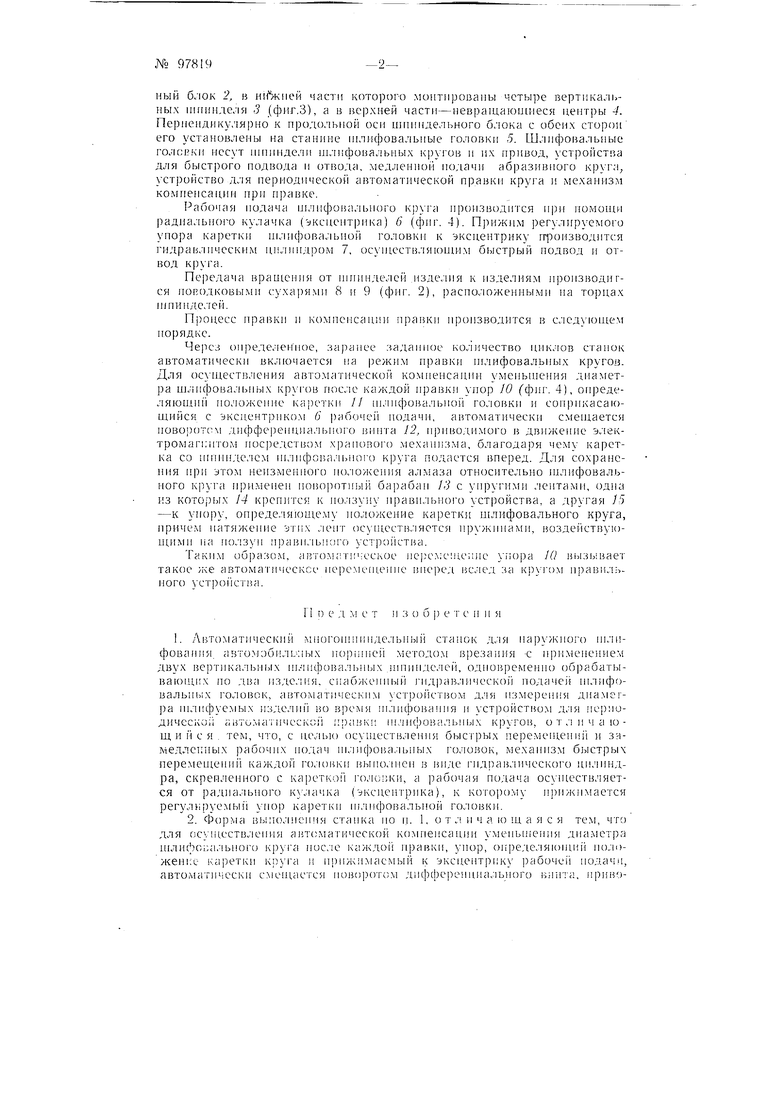
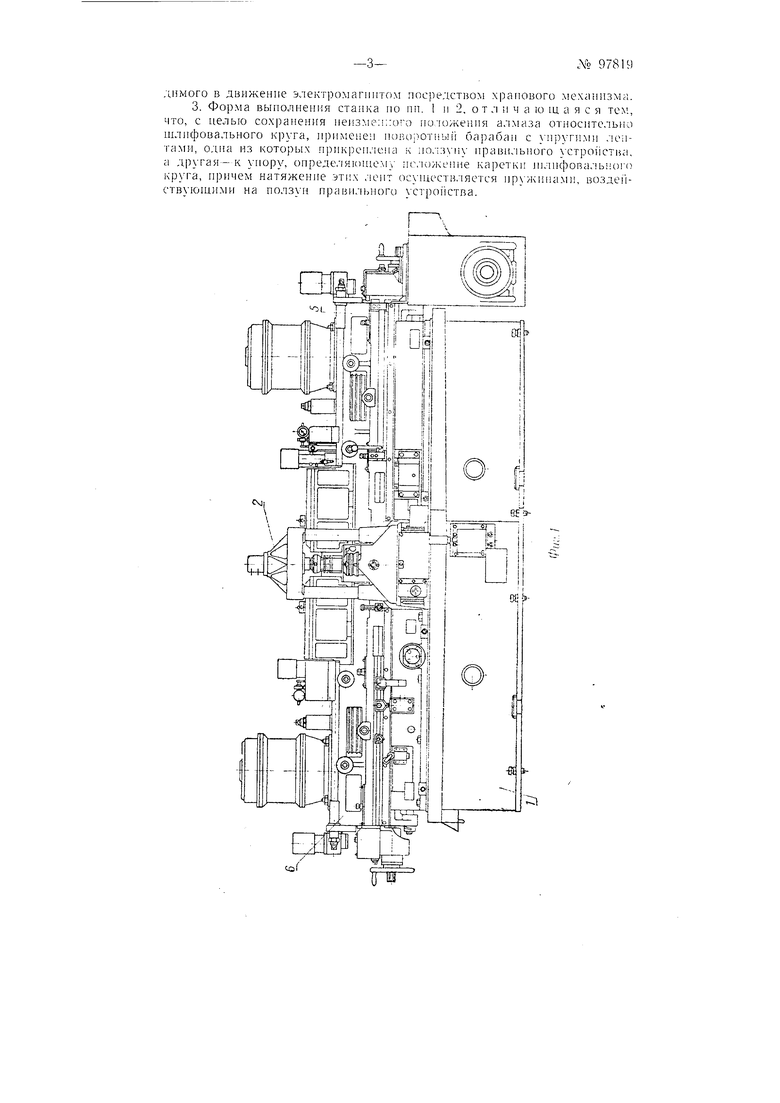
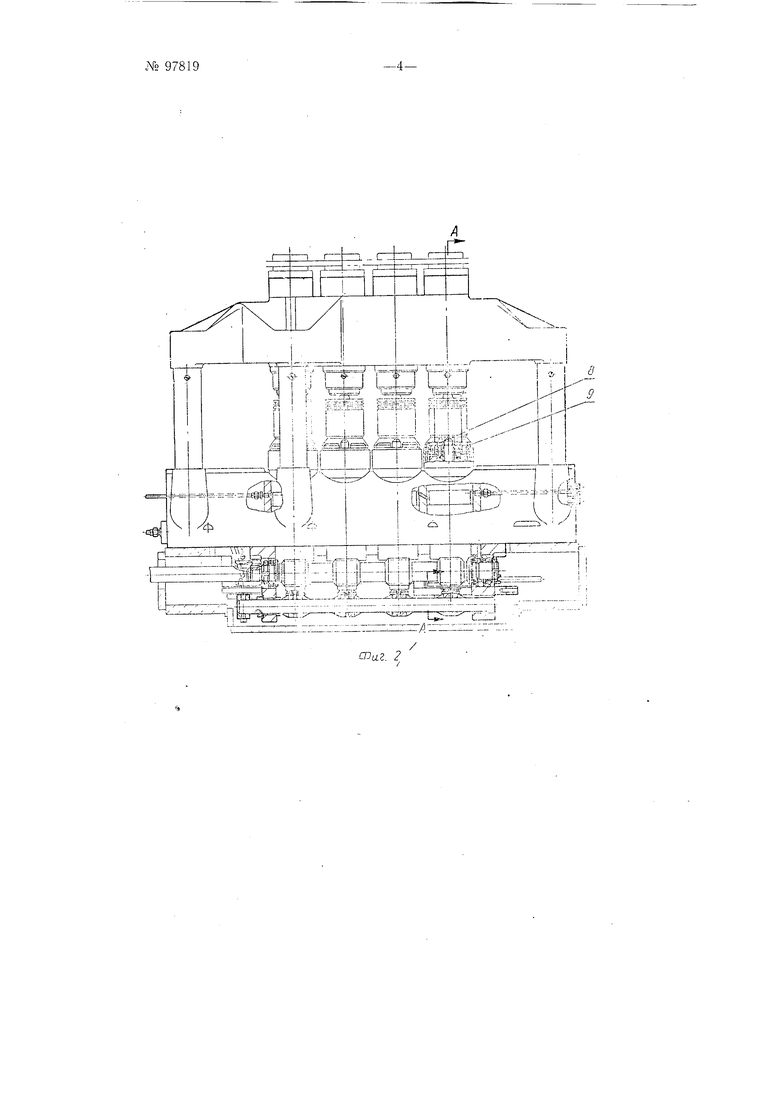
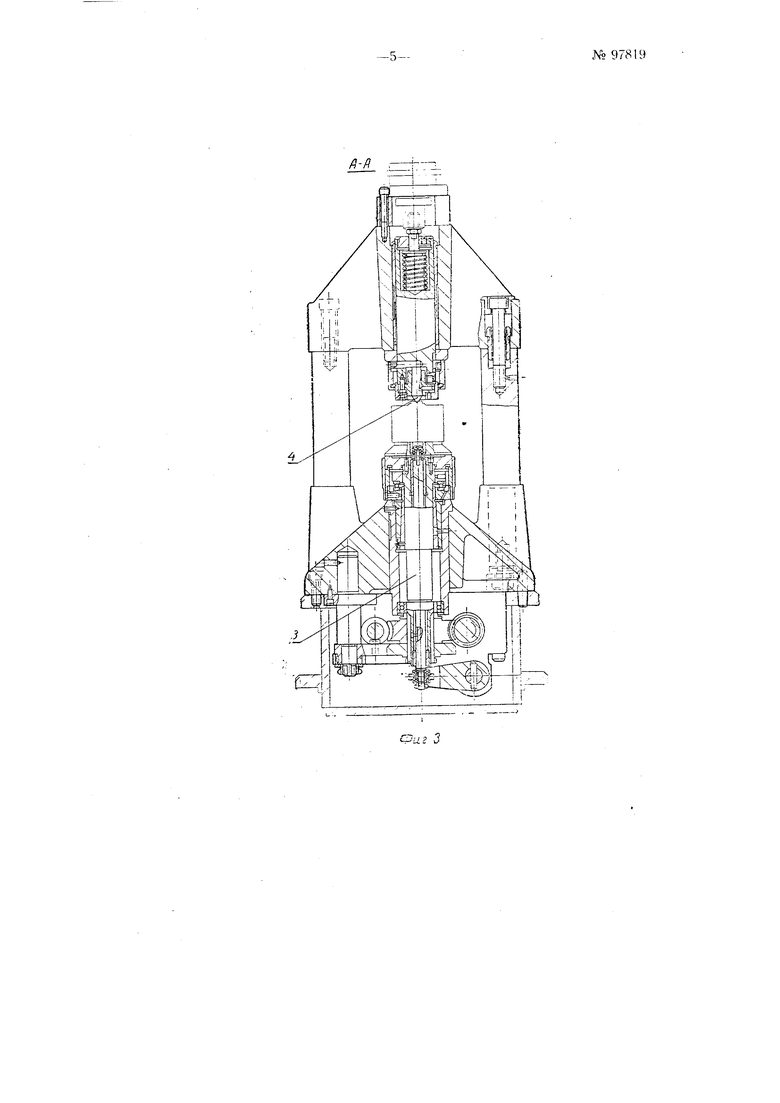
На фиг. 1 изображен станок, внд спереди; нл фиг. 2-пшиндельны блок, вид спереди; на фиг. 3-н1П1П1дельныГ| б.ток в разрезе по А-А на фиг. 2; на фиг. 4-салазкн станка в продольном разрезе.
На средней частн станины У станка (фнг. 1) установлен нлтиндел № 97819
ный блок 2, в части которого монтированы четыре вертнкал ных шпинделя 3 (фиг.З), а в верхней части-HeepaiuaioHuiecH центры -/. Пернеиднку.чярно к нродо.чьной оси шпиндельного б,лока с обеих сторон его установлены на станине нкчифовальные головки 5. Шлнфовальные ГОЛС;ЕКН несут нкиннделн Н1.:1нфо1шльных к|)угов н нх нривод, -етронетва для нодвода н отвода, медленной нодачи абразивного круга, стройство для нерноднческой автоматической нравкн круга н механнзА комненсаннн нрн нравке.
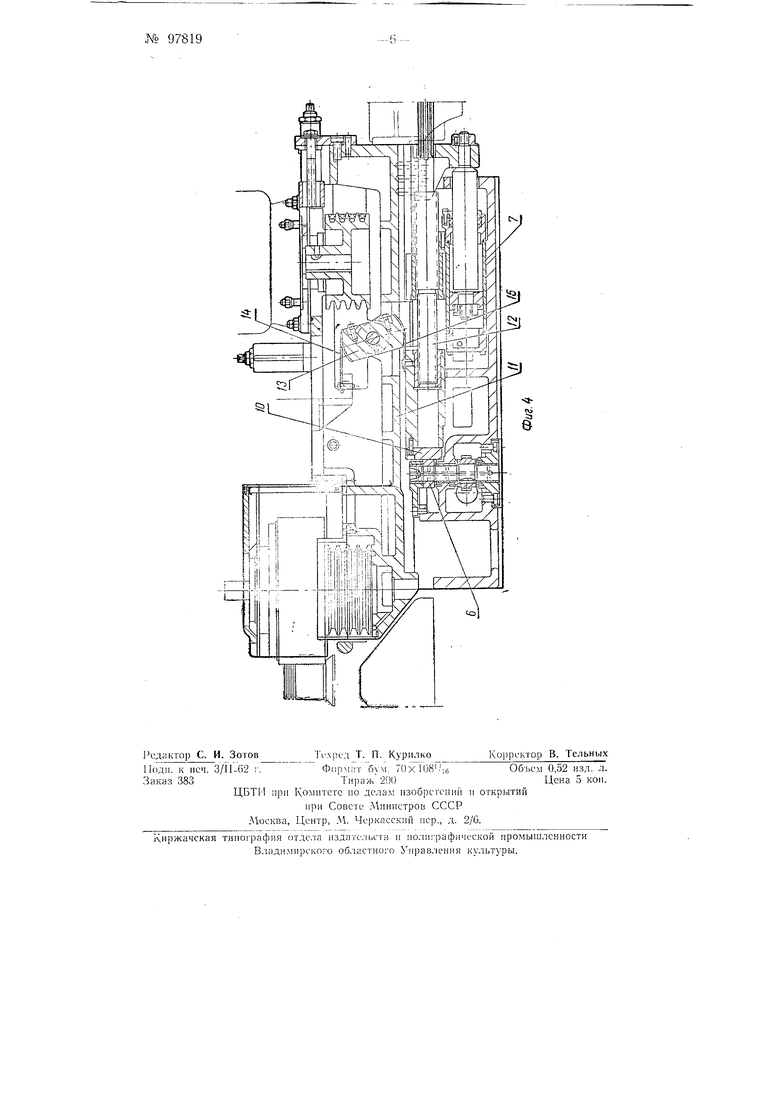
Рабочая нодача нкчнфова.льного круга н|К)НЗВ1)дн1ся нрн номоши радиального кулачка (зжснентрнка) 6 (фиг. 4). Прижим регулируемого унора кареткн н1Л1|фовальной головкн к эксцентрику ггронзводнтся гидравлическим цилиндром 7, осучцествляюшим быстрый иодвод и отвод круга.
Передача вращения от ншинделей нзде.чия к изделиям ироизводигся иоводковыми сухарями 8 н 9 (фиг. 2), расно;юженными на торцах Н1иинле;гей.
П|)оцесс иравки и комненсанин нра1и н ироизводится в с;1еду1он1ем норядке.
Через оиреде.ченное, заранее заданное ко.чичество циклов станок автоматически включается на режим нравкн шлифовальных кругов. Для осуществления авто.матической комнеисации уменьшения диамет)а шлифовальных кручов носле каждой иравки унор W (. 4), онределяюшнй иоложенне каретки // икпнфо15альной го:1овки н соприкасающийся с эксн.ентрнко.м 6 рабочей нодачн, автоматичееки смещается новоротсм днфференцнального ви1гга 12, приводимого в движение электромагнитом иосредство.м храиово1Ч) .мехаиизма, благодаря чему каретка со нтнидолем 1Нлифова,ч1)И01о круга подается вперед. Для сохранения при этом нензменного но.юження алмаза относительно Н1лифовальиого круга применен noiiopoTiibui барабап 13 с упругими лентами, одиа из которых 14 крен1ггся к нолзуиу правнльного устройства, а другая /5 -к упору, определяющему положение каретки П1лнфовального круга, причем натяженне этих „чепт осу|цествлястся нружинамн, воздействуюН1,нмн lia но,чзун нравнльпого устройств).
Таки.м образо.м, авчомг.тическое нерчмещеине упора 1(1 В1 1зывает такое же автоматнчеексе 11ерсме1н.енне внеред за кручом ирави,;1ьного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный автоматический хонинговальный станок | 1950 |
|
SU94962A1 |
| Устройство для автоматической правки шлифовальных кругов | 1950 |
|
SU93552A1 |
| МЕХАНИЗМ ПОДАЧИ ШЛИФОВАЛЬНОГО КРУГА | 1972 |
|
SU342741A1 |
| Шпиндель шлифовального круга | 1950 |
|
SU93884A1 |
| Автоматический завод по изготовлению поршней и подобных им изделий | 1950 |
|
SU94577A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Приспособление для автоматического контроля расположения цилиндрических изделий, в частности поршней, при их обработке | 1950 |
|
SU93394A1 |
| Станок для отрезки литников с устройством для возврата отрезанных литников на переплавку | 1950 |
|
SU94187A1 |
| Автоматическое контрольно-мерительное устройство для контроля по диаметру двух цилиндрических изделий, одновременно шлифуемых одним шлифовальным кругом | 1950 |
|
SU93349A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1967 |
|
SU206343A1 |
соГ
pj , , -/ I :. rx A i I j I LJ LI I I.K ь --y(тгтГЛг ПгпГ
e tT:-Jti i:lrajl|
t:FX.-rT-fi/ -Vli-pK..-™-L.i-3:iiJ
соцг.
