До настоящего времени шлифование конических зубчатых колес на зубострогальных станках не нроизводилось и требовало сложного специального оборудования.
Описываемый способ дает возможность шлифовать прямозубые конические колеса на зубострогальных станках типа «Глиссон посредством оснастки этих станков двумя шлифовальными шпиндельными головками, устанавливаемыми на ползунах люльки и снабженными съемным приспособлением для заправки шлифовальных кругов. Шлифование зубьев производится торцовыми поверхностями кругов, расположенных в соответствии с нулевым углом производящей рейки.
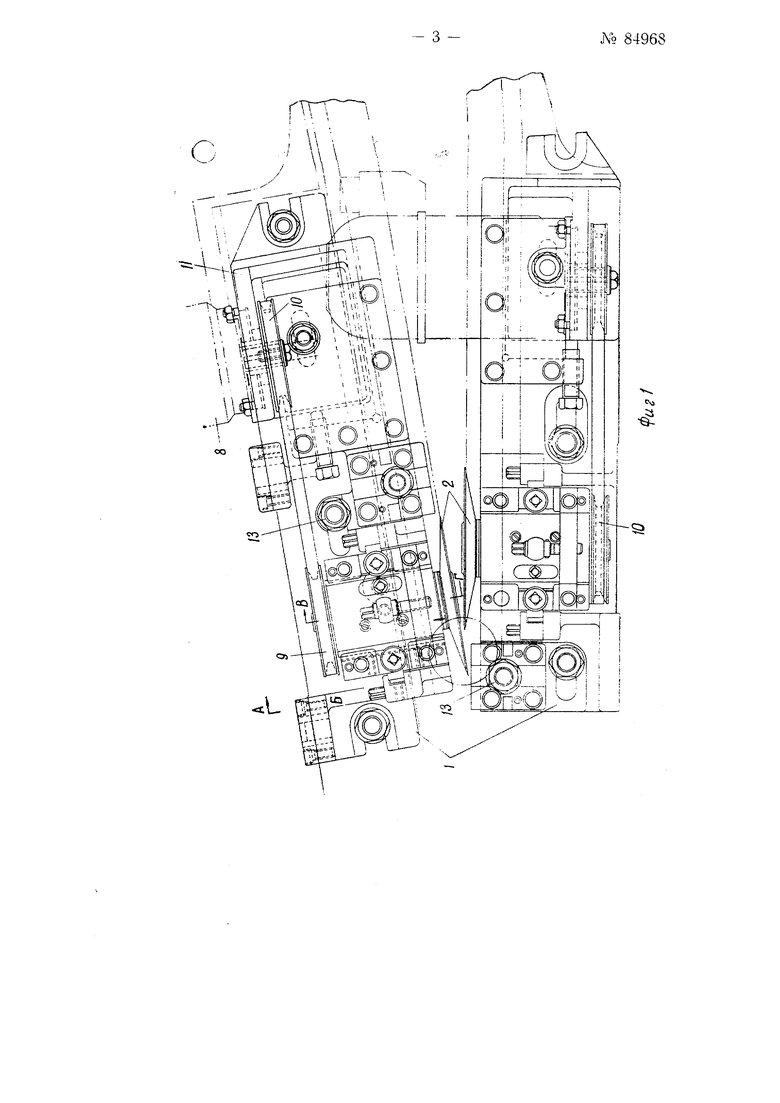
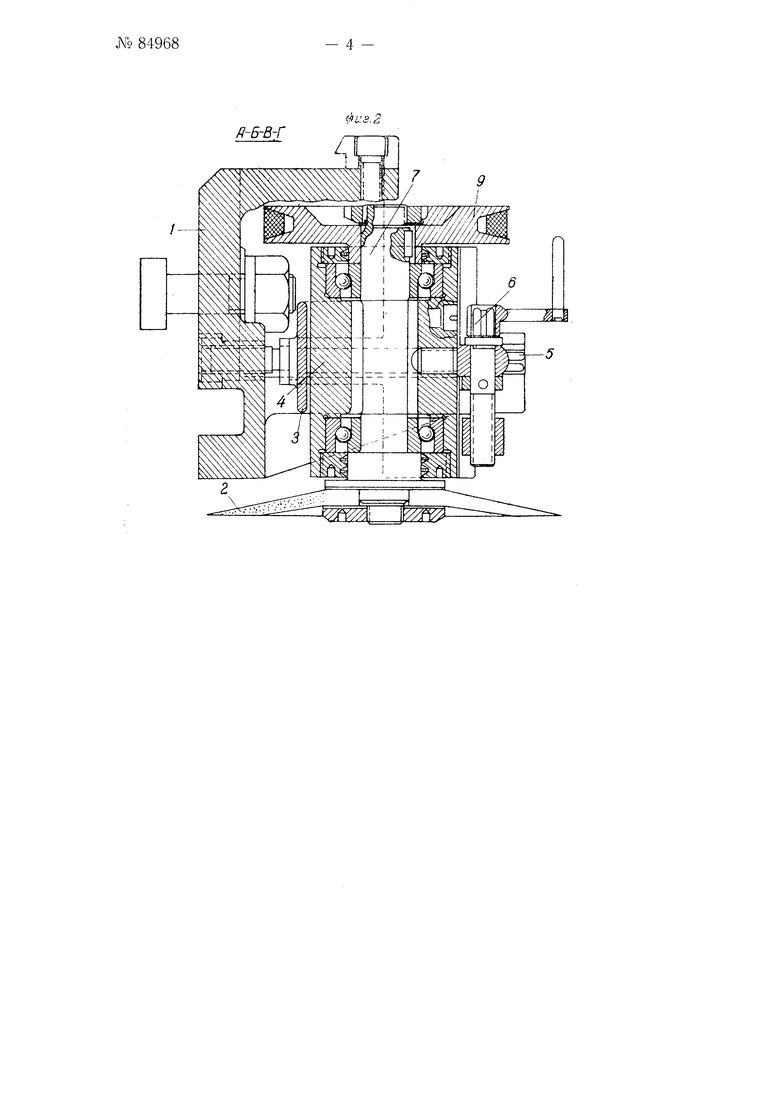
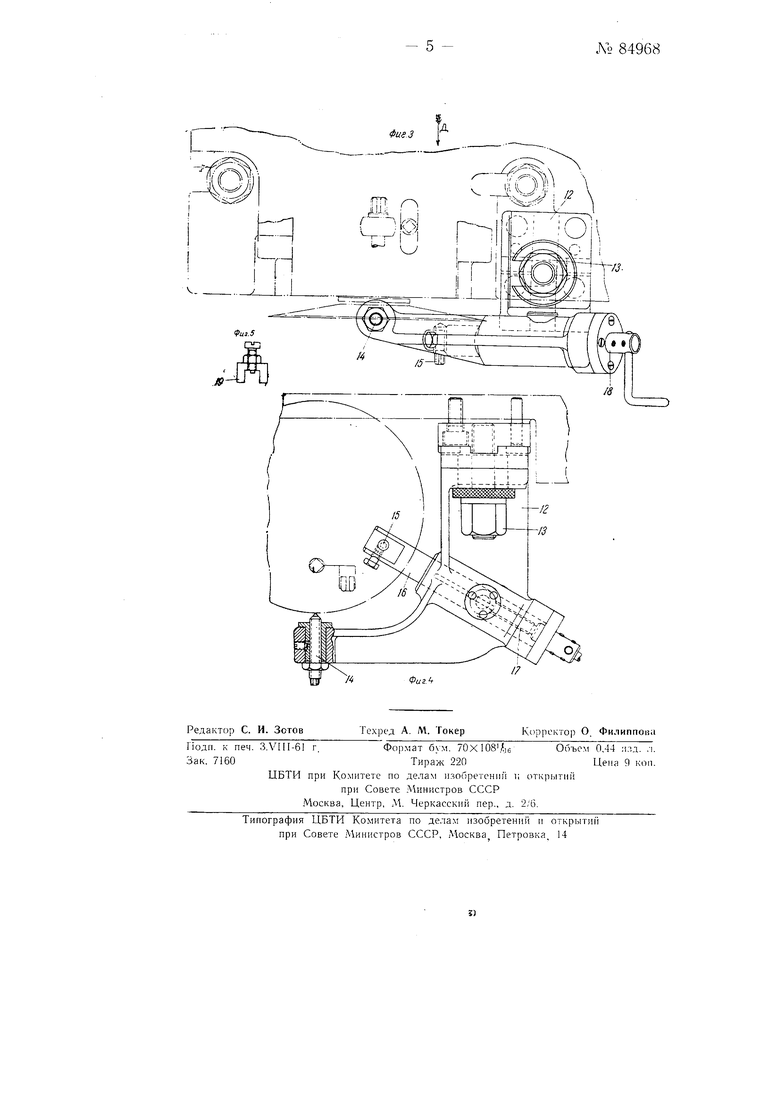
На фиг. 1 изображен общий вид шлифовальных головок, установленных на ползунах станка; на фиг. 2-шлифовальная головка в разрезе по АБВГ на фиг. 1; на фиг. 3 - приспособление для заправки кругов, вид спереди; на фиг. 4 - вид по стрелке Д на фнг. 3; на фиг. 5 - шаблон для алмазодержателя.
Устройство для шлифования прямозубых конических колес состоит из двух оснований /, укрепленных на ползунах люльки станка и несуцдих верхнюю и нижнюю шлифовальные головки с кругами 2.
Каждая шлифовальная головка состоит из корпуса 3, подвижного в радиальном направлении относительно основания /, и гильзы 4 (фиг. 2), подвижной в осевом направлении относительно корпуса 3. К орпус 3 смонтирован в плоских направляющих основания / и связан с ни.м регулировочным винтом 5. Гильза 4 смонтирована в направляющих корпуса 3 и связана с ним посредством регулировочного винта 6i.
Шлифовальный шпиндель 7 каждой бабки получает вращение от отдельного фланцевого мотора 8 через шкивы 10 и .9. Фланцевые моторы смонтированы на угольниках //, передвигаемых по основанию / до натяжения ремней.
Приспособление для заправки шлифовальных кругов (фиг. 3 и 4) состоит из кронштейна 12, укрепляе.мого для заправки на основаЛ9 84968 - 2 НИИ / посредством гайки 13 и снабженного, регулируемыми вдоль своей оси алмазодержателем 14, предназначенным для правки периферии , регулируемым алмазодержателем 15, смонтированным в подвижной скалке 16 и предназначенным для правки торца крута. Скалка 16 сопряжена с кронштейном посредством винта подачи 17, снабженного рукояткой 18. Для установки алмазодержателей служит регулируемый шаблон 19.
Для шлифовки зубьев конических колес гитара обкатки станка настраивается, исходя из нулевого угла зацепления производящей рейки но формуле
а-с 1/ ZVi 1 -
где Zi и Z2-числа зубьев, сопряженных колес, а и. - угол зацепления нарезаемого колеса, В остальном шлифование зубьев конических колес производится совергненно так же, как н обычное строгание нх на станке «Глиссон,
Для заправки шлифовальных кругов 2 кронштейн 12 устанавливается на основании / и алмазодержатели регулируются по шаблону 19. Шлифовальный круг перемещается при заправке периферии сперва в радиальном направлении посредством винта 5, а затем в осевом направлении посредством винта 6.
При заправке торца шлифовального круга последний перемещается до соприкосновения с алмазом, после чего производится перемещение скалки 16 алмазодержателя /о посредством винта 17 и рукоятки 18.
Г1 р е д м е т и з о б р е т е н и я
1.Способ шлифования прямозубых конических колес, о т ,.1 ичающийся тем, что на ползунах люльки зубострогального станка «Глиссон устанавливаются головки щлифовального устройства, имеющие абразивно-щлифова;1ьные круги с нулевым углом зацепления цроизводящей рейки,
2.Устройство для осуществления снособа по п, 1, отличающееся тем, что щлифовальные головки имеют смонтированные iia ларикоподшипниках шпиндели щлифовальных кругов, приводимые в движение от индивидуальных моторов, а для занравки шлифовальных кругов - головки, снабженные заправочным приспособлением.
3.Форма выполнения устройства по н. 2, отличающаяся тем, что заправочное приспособление состоит из съемного кронщтейна с вмонтированными в него двумя, устанавливаемыми по пшблонам, алмазодержателями.
i,
Х7-5-Я-Г
.:s.2